20MM钢板不开坡口埋弧焊工艺
2024-06-05
摘要:通过埋弧焊焊接中厚板开坡口与不开坡口焊接的工艺比较,了解到在中厚板埋弧焊不 开坡口焊接不仅给我们节省很多加工工序, 还能让企业节省成本。 研究不开坡口埋弧焊工艺, 提高焊接质量和焊接效率, 推广此种技术在中厚板领域的应用。 20mm的钢板在不开坡口的情 况下进行埋弧焊焊接,电流对焊缝质量的影响;对与不同厚度的板材的焊接工艺参数也是不 一样的,在焊接 20mm的碳钢,在选择第一层焊接电流上时为 690-710a ,第二层时焊接电流 为 740-760a 。 关键词:埋弧焊;不开坡口;焊接工艺;最优参数 中图分类号: tg44 文献标识码: a 文章编号: 1006-4311(2016)07-0152-03 0 引言 在埋弧焊运用过程中,埋弧焊开破口焊接现在主要存在的不足之处是埋弧焊在焊接过程 中使用的焊剂比较多,带来的焊接成本就高很多,在焊接效率上不是太高。埋弧焊不开坡口 焊接可以

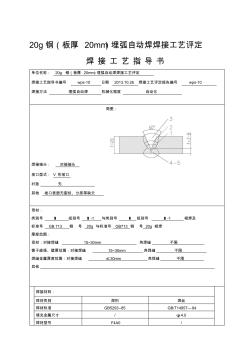
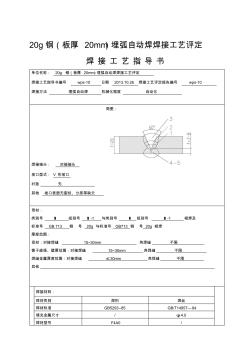
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
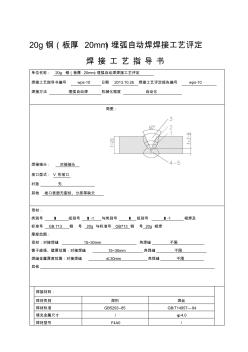
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
编辑推荐下载
格式:pdf
大小:179KB
页数:8P
人气:51
 4.3
4.3
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:179KB
页数:8P
人气:51
4.3

20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
热门文档 20MM钢板不开坡口埋弧焊工艺
格式:pdf
大小:98KB
页数:5P
人气:51
4.5

钢板无坡口双面自动埋弧焊对接 试验计划书 编制: 审核: 批准: 2 内容 焊接工艺认可试验计划书.........................................................................................................1 1.范围...........................................................................................................................................3 1.1焊接方法..................................................................................
格式:pdf
大小:18KB
页数:1P
人气:51
4.8

q235b钢板四切原平板中厚板 碳钢:20#、35#、45#、20mn、30mn、35mn、40mn、45mn、50mn、q235b/c/d 低合金:q345b/c/d/e 合金钢:20mn2、30mn2、35mn2、40mn2、45mn2、50mn、20cr、40cr、15crmo、20crmo、 30crmo、35crmo、42crmo 高强板:q390b/c/d/e、q420b/c/d/e、q460b/c/d/e、q550b/c/d/e、q620c/d/e、q690c/d/e、 q890c/d/e 耐磨板:nm360、nm400、nm500 耐候钢板:q235nh、q345nh、q295nh、q295gnh、q355gnh 【山东宝雷钢铁】0635-8887186135_6129_1801 【宝雷钢铁45#钢板规格】 材质规格理论重量产地
格式:pdf
大小:17KB
页数:1P
人气:51
4.7
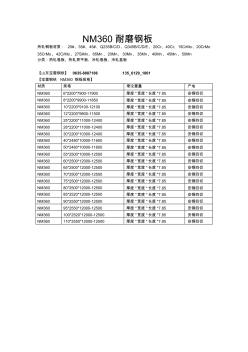
nm360耐磨钢板 热轧钢板材质:20#、35#、45#、q235b/c/d、q345b/c/d/e、20cr、40cr、15crmo、20crmo 35crmo、42crmo、27simn、65mn、20mn、30mn、35mn、40mn、45mn、50mn 分类:热轧卷板、热轧原平板、冷轧卷板、冷轧盒板 【山东宝雷钢铁】0635-8887186135_6129_1801 【宝雷钢铁nm360钢板规格】 材质规格理论重量产地 nm3606*2200*7900-11900厚度*宽度*长度*7.85安钢四切 nm3608*2200*9900-11850厚度*宽度*长度*7.85安钢四切 nm36010*2200*9100-12100厚度*宽度*长度*7.85安钢四切 nm36012*2200*9800-11500厚度*宽度*
格式:pdf
大小:188KB
页数:3P
人气:51
4.8
文章对巴基斯坦阿莱瓦水电站下竖井与下平洞钢管埋弧焊的焊接准备工作、焊接工艺参数的选择以及操作规范等方面进行了分析总结,深入阐述了厚板埋弧焊的焊接工艺,对实际操作具有一定的指导作用。
格式:pdf
大小:1.1MB
页数:4P
人气:51
4.6
 拱形箱型钢结构埋弧焊工艺研究
拱形箱型钢结构埋弧焊工艺研究 为实现大型拱形箱型钢结构的装配焊接,开发了一种工装。采用该工装进行埋弧焊接,并研究焊接工艺及焊接变形情况。结果显示:当焊枪倾斜角θ为7°~10°时,可减小焊缝根部出现未焊透的几率。另外,对箱型结构一侧的两条焊缝沿同一方向同时焊接,焊后翻转,再对另一侧的两条焊缝沿相同方向同时焊接,测量发现,上、下两侧的焊缝在横向同时发生了收缩,收缩量2~4mm,在竖直方向几乎没有变化,两条对角线尺寸相差不超过2mm。在上述工装及工艺下施焊,焊接变形可得到控制,满足工程使用要求。
精华文档 20MM钢板不开坡口埋弧焊工艺
格式:pdf
大小:141KB
页数:6P
人气:51
4.7

板厚为20mm,接头为对接的16mnr钢的埋弧焊焊接工艺 班级:xxxxx 姓名:xxxx 学号:xxxx 一、16mnr的化学成分及性能 二、16mnr的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16mnr的化学成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化学成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr钢是q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比q235 号钢多加入约1%的mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,
格式:pdf
大小:396KB
页数:2P
人气:51
4.4
Q345钢的埋弧焊工艺及性能研究 以大型工字钢为例,探讨了q345钢采用埋弧焊焊接时的工艺问题。结果表明,当采用合理的工艺参数和焊接顺序时,可有效防止焊件变形和裂纹产生;通过力学性能试验和显微组织分析,得知焊接接头的强度高于母材,塑性、韧性低于母材。
格式:pdf
大小:431KB
页数:3P
人气:51
4.6
厚钢板拼焊工艺 co2气体保护焊+埋弧自动焊焊接大厚度钢板拼接焊缝,既提高了劳动生产率,减轻劳动强度,又有效地保证了焊缝质量。
格式:pdf
大小:598KB
页数:21P
人气:51
4.4
第1页共21页 钢结构作业文件 文件编号: 版本号/修改次数: 埋弧焊焊接通用工艺 受控状态: 发放序号: 发布日期:2017.05.27实施日期:2017.05.29 工艺编写 编写 审核 批准 第2页共21页 本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准” 两部分。 2.1执行技术规范与标准 2.1.1gb50205-2002《钢结构工程施工及验收规范》 2.1.2gb986-88《埋弧焊焊缝坡口的基本形式和尺寸》 2.1.3jgj81-2002《建筑钢结构焊接技术规程》 2.1.4gb50205-2001《钢结构工程施工质量验收规范》 2.1.5gb5293《碳素钢埋弧焊用焊剂》
格式:pdf
大小:98KB
页数:2P
人气:51
4.5
不锈钢复合钢板基层采用埋弧焊的焊接坡口设计 不锈钢复合钢板焊接坡口不同于普通碳钢或低合金钢,设计科学实用、经济合理的焊接坡口对不锈钢复合钢板焊接尤为重要。以往不锈钢复合钢板焊接坡口形式主要是为采用手工电弧焊焊接基层而设计的。采用埋弧自动焊焊接基层,应专门设计焊接坡口形式。
最新文档 20MM钢板不开坡口埋弧焊工艺
格式:pdf
大小:709KB
页数:5P
人气:51
4.6
双丝埋弧焊工艺及焊接接头性能研究 采用双丝和单丝埋弧焊方法进行焊接试验,比较了双丝和单丝埋弧焊条件下焊丝金属的熔敷率,从焊接接头断面、接头金相组织以及接头力学性能等方面进行了分析。结果表明,采用双丝埋弧焊工艺使焊接效率提高,焊缝熔深增加、熔宽增大,热影响区金属的成分偏析现象减弱,接头性能满足技术要求,但焊缝区有时会产生魏氏组织,使焊缝区金属的冲击韧度降低。
格式:pdf
大小:325KB
页数:4P
人气:51
4.5
410S钢板焊剂带约束电弧对接焊工艺试验 410s不锈钢对焊接热输入敏感,会出现接头脆化现象。本文采用焊剂带约束电弧焊接方法,对410s热轧板进行自动化焊接试验,实现单面焊双面成形,并通过试验得出焊接工艺参数;haz粗晶区晶粒长大明显,硬度低,但是这种焊接方法热输入小,约为0.5kj/mm,热影响区宽度窄,约为1.0mm,接头抗拉强度不低于母材;haz组织为铁素体+马氏体,焊缝组织为铁素体+奥氏体,晶粒度为6~7级,强度高。
格式:pdf
大小:526KB
页数:15P
人气:51
4.3
埋弧自动焊 通 用 焊 接 工 艺 目录 1、埋弧焊工艺的内容和编制 2、焊接工艺参数的影响及选择 3、埋弧焊技术 4、埋弧焊的常见缺陷及防止方法 5、焊接及注意事项 6、埋弧焊机安全规程 7、焊接危险点危险源辩识、评价及控制对策表 一、埋弧焊工艺的内容和编制 1、埋弧焊工艺的主要内容 焊接工艺方法的选择、焊接工艺装备的选用、焊接坡口的设计、焊接材料的 选定、焊接工艺参数的制定、焊件组装工艺编制、操作技术参数及焊接过程控制 技术参数的制定、焊缝缺陷的检查方法及修补技术的制定、焊前预处理与焊后热 处理技术的制定等内容。 2、编制焊接工艺的原则和依据 原则:符合焊件技术条件或标准的规定、最大限度地降低生产成本。 依据是焊件材料的牌号和规格,焊件的形状和结构,焊接位置以及对焊接接 头性能的技术要求等。 二、焊接工艺参数的影响及选择 1、焊接工艺参数对焊缝质量的影响 表
格式:pdf
大小:392KB
页数:3P
人气:51
4.6
316L不锈钢薄板埋弧焊工艺 论述了316l不锈钢的焊接性。选用er316l焊丝配用sj601焊剂,进行了316l薄板埋弧焊的焊接工艺评定试验。用经过评定合格的saw工艺,对厚度分别为6mm和5mm的316lma水解塔的纵焊缝和环焊缝进行施焊。焊后依据jb/t4730.2—2005标准进行了rt检验,其一次合格率为100%。
格式:pdf
大小:96KB
页数:2P
人气:51
4.6
薄壁不锈钢容器不开坡口双枪氩弧焊工艺 大型薄壁不锈钢容器的焊接若采用开坡口单面氩弧焊,不仅焊接变形较大,且需专门的背气保护;若采用手工电弧焊,背面还需清根,不仅变形较大,还费时费力。不开坡口的双枪氩弧焊技术不仅能够减小焊接变形,提高生产效率,且容易上手。该技术焊接效率高、质量稳定,因此在生产中得到广泛应用。
格式:pdf
大小:412KB
页数:未知
人气:51
4.5
铝板的不开坡口双面焊 我厂引进法国mg公司fa4系列高压开关,它的外壳是以铝代铁,由于铝的焊接在我厂仅刚开始,特别对于中厚板14mm~60mm板的焊接,又缺乏自动与半自动氩弧焊机。我们根据工厂现有设备,利用二台手工钨极氩弧焊机,创造了一种新的铝焊接方法,即“不开坡口的双人双面焊接法”。适用于6mm~16mm铝及铝合金的立焊。此法用于圆罐的环缝焊接,也适用球罐的制造。本文主要叙述lf_(11)铝合金板双人立焊工艺。
格式:pdf
大小:149KB
页数:未知
人气:51
4.6
冶金因素对20g钢板埋弧焊接头冷弯开裂的影响 冶金因素对20g钢板埋弧焊接头冷弯开裂的影响
格式:pdf
大小:516KB
页数:3P
人气:51
4.3
近年来,随着大跨度场馆钢结构和高层、超高层建筑钢结构项目的不断增多,一些新的更加高效的大热输入焊接方法如电渣焊、多丝埋弧焊等,被逐步引入到建筑钢结构施工企业,为企业提高生产效率,降低生产成本提供了更多的选择。但是,这些大热输入
格式:pdf
大小:1.4MB
页数:4P
人气:51
4.3
建筑工程用Q420D-Z15厚钢板对接埋弧焊工艺研究 本文对某建筑工程用q420d—z15厚度60mm钢板对接接头埋弧焊焊接工艺进行研究,经过对不同的焊接热输入条件下,焊接接头的力学性能分析,发现q420d钢板焊接接头低温冲击韧性对焊接热输入比较敏感,在较大焊接线能量的热输入条件下,焊缝金属产生粗大先共析铁素体,热影响区产生粗大粒状贝氏体,焊接接头低温冲击韧性降低较多。为使焊接接头各部位akv-20℃夏比冲击韧性满足结构设计要求,应严格控制焊接热输入量。
文辑创建者
我要分享 >
职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐