20g钢板焊接接头冷弯开裂成果总结评定与交流会
2024-06-01
20g锅炉钢板埋弧自动焊焊接接头冷弯开裂是近几年来在锅炉、压力容器和电站辅机制造行业中出现的一个共性问题,又被认为是一个不太容易解决的问题.现由上海发电设备成套设计研究所负责并组织有关制造厂共13个单位建立的课题组,通过近两年的试验研究,弄清了冷弯开裂产生原因,提出了防止措施,达到了预期研究目的.

 20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究
20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究 我厂长期采用埋弧自动焊工艺焊接20g中厚板,制造锅炉、压力容器的筒体等受压元件。代表筒体焊接质量的焊接试板均能通过《蒸汽锅炉安全监察规程》及《压力容器安全监察规程》所规定的各项性能。产品焊接接头质量一直很稳定。但是,今年以来,在焊接工艺
20g埋弧自动焊焊接接头冷弯开裂的研究 通过对比分析试验找出20g埋弧焊焊接接头冷弯开裂的原因,提出了防止冷弯开裂和提高冷弯合格率的措施。
编辑推荐下载
格式:pdf
大小:550KB
页数:4P
人气:65
 4.7
4.7
1Cr18Ni9Ti钢板焊接接头冷弯开裂的试验研究 6~10mm厚18-8型不锈钢对接双面焊焊接接头的冷弯是不锈钢压力容器制造过程中较难过关的项目,本文对不锈钢啤酒大罐制造过程中遇到的焊接工艺评定试板冷弯不合格问题,从工艺特点和焊接线能量的角度进行了分析和试验。认为线能量q_v的选择是其冷弯能否合格的关键。并推出了8mm1cr18ni9ti钢板冷弯合格的临界线能量值q_(vυ)(?)q_(υc)的提出,为制订正确的焊接工艺,选择合理的焊接规范提供了理论依据。
格式:pdf
大小:485KB
页数:3P
人气:65
4.8
关于20g埋弧焊接头冷弯开裂原因的分析 一、简述20g是我国锅炉、压力容器制造行业中使用较早,比较常用的钢种。但近些年来锅炉生产厂家发现一个共性问题,即20g埋弧焊产品试板接头冷弯经常出现开裂,超出标准范围,从而影响了产品质量,增加生产成本,产品不能按时交付使用。这一现象引起了全国焊接界的关注,许多专家学者对此进行了较细致的研究和探讨,应用电镜观察断口形态,取得了很大的成果,并能反馈到生产中,给予指
热门文档 20g钢板焊接接头冷弯开裂成果总结评定与交流会
格式:pdf
大小:149KB
页数:未知
人气:65
4.6
冶金因素对20g钢板埋弧焊接头冷弯开裂的影响 冶金因素对20g钢板埋弧焊接头冷弯开裂的影响
格式:pdf
大小:445KB
页数:3P
人气:65
4.7
异种钢焊接接头冷弯开裂的原因浅析 本文针对icr8ni9ti—q235a异种钢对接接头工艺评定中的冷弯试样开裂的原因进行了分析,从工艺上改进了焊接工艺评定试验.采用a302焊条先在q235a低碳钢一侧堆焊接一层保护性过渡层,然后对接焊接异种钢焊接接头;或用台湾产ts-309不锈钢电焊条直接对接焊接异种钢焊接接头,其冷弯试样按现行相应标准要求,冷弯检验全部合格.针对目前异种钢焊接接头冷弯检验缺乏明确的评定标准的情况,参考国家标准的有关规定和一些容器厂现行采用的标准,建议有关国家标准补充异种钢焊接接头的冷弯试验要求.
格式:pdf
大小:3.0MB
页数:7P
人气:65
4.5
锅炉钢20g和20K埋弧焊接头冷弯开裂的研究 本文通过锅炉钢20g和20k埋弧焊接头冷弯试件断口的金相分析,认为冷弯开裂主要是在接头熔合区附近,由于焊接热的作用,在接头的熔合区产生结晶裂纹和液化裂纹,冷弯时导致这些显微裂纹的扩展。经分析和试验表明:母材的含碳、硫和磷量是影响20g和20k钢热裂敏感性的重要冶金因素,而线能量大小则是冷弯开裂的外界因素。只有严格控制母材的含硫、磷量小于0.02%以下,含碳量小于0.2%以下,才能提高冷弯合格率。针对板厚为12~14mm的20g和20k钢,根据研究结果给出了可以提高这两种钢冷弯合格率的埋弧焊最佳工艺规范参数。
格式:pdf
大小:350KB
页数:2P
人气:65
4.3
焊接接头纵向冷弯试验分析 焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
格式:pdf
大小:174KB
页数:未知
人气:65
4.8
复合钢板焊接技术及焊接接头断裂分析 因为不锈复合钢板具有良好的耐腐蚀性,它既节约了不锈钢的材料又保证了产品的质量。因此,它被广泛的应用到实际的工作施工当中,水利、冶金、食品工业、核工业、石油化工等领域都有大量的应用。本文是结合本人日常工作中出现的一些常见的复合钢板焊接以及焊接接头断裂的情况进行分析和探讨。
精华文档 20g钢板焊接接头冷弯开裂成果总结评定与交流会
格式:pdf
大小:399KB
页数:3P
人气:65
4.6
Inconel 600复合钢板焊接接头结构的改进 焊接复合钢板时,对焊接接头的坡口形式有特殊要求,若坡口形式不当,当先焊接基层时,焊缝金属中可能熔入复层合金元素导致基层焊缝脆化;当先焊接复层时,焊缝金属中可能熔化基层使焊缝金属稀释,降低复层的耐蚀性。采用台阶式坡口形式,使基层和复层的焊接截然分开,避免第一道焊缝金属的互熔,是防止上述问题发生的最好措施。文中对原图样设计的焊接接头坡口形式存在的问题进行了分析,将改进后的台阶式坡口形式应用在设备的焊接上,取得了良好的效果。
格式:pdf
大小:282KB
页数:3P
人气:65
4.5
AH36船用钢板焊接接头显微组织与韧性研究 采用co2保护焊+埋弧焊的混合焊接方法,对ah36薄板进行焊接试验,重点研究了不同的冷却条件对其焊接接头质量的影响。结果表明,在所选择的焊接方法和焊接工艺条件下,无论何种冷却条件,焊接接头所有区域的冲击性能均满足规范要求。微观组织分析表明,适当的焊缝背面雾化水冷,可以细化或改善焊接接头组织,控制焊缝柱状晶形态,减少铁素体生成量,适量增加珠光体含量,从而确保焊缝金属具有良好的综合力学性能。
格式:pdf
大小:1002KB
页数:6P
人气:65
4.4
20G渗铝钢管焊接工艺及焊接接头性能研究 采用氩电联焊断弧工艺对20g渗铝钢管(φ25mm)进行焊接,并对渗铝钢管焊接接头的微观结构、焊缝附近元素分布、焊接工艺评定和抗高温氧化性等进行试验研究。试验结果表明:采用氩电联焊,a312sl焊条盖面、手工电弧焊断弧焊接工艺、合理的坡口焊接20g渗铝钢管,可满足渗铝钢焊后的使用要求。
格式:pdf
大小:251KB
页数:未知
人气:65
4.5
探讨复合钢板焊接接头断裂的原因及改进措施 现在已有许多企业为保证设备中容器和构件的使用寿命,选择以高效节能的双金属复合材料制成的复合钢板取代纯贵重材料来包覆设备免遭锈蚀和磨损.既满足了使用要求又降低了投入成本.
格式:pdf
大小:130KB
页数:1P
人气:65
4.7
复合钢板焊接接头断裂分析及其质量控制研究 不锈复合钢板的焊接具有低合金钢、碳钢、不锈钢的异种、焊接的特点,其焊接的方法和焊接的工艺也有不同。因此,需要重点掌握不同异种和型号的钢筋的焊接特点以及工艺和技术,仔细、认真的焊接好过渡层和复层焊缝,保证产品的质量。本文针对复合钢板的焊接技术及其接头的断裂进行简要分析。
最新文档 20g钢板焊接接头冷弯开裂成果总结评定与交流会
格式:pdf
大小:179KB
页数:8P
人气:65
4.5
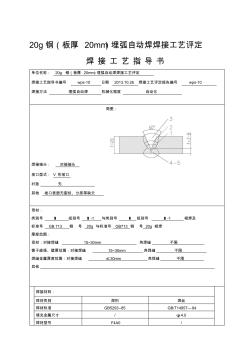
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:754KB
页数:6P
人气:65
4.8
钢箱梁焊接接头的断裂韧度评定 采用冲击试验评定钢箱梁焊接工艺存在局限性,指出用裂纹尖端张开位移(ctod)试验评定钢箱梁焊接工艺的优越性。介绍了焊接工艺ctod断裂韧度评定的方法。针对港深西部通道香港段后海湾大桥钢箱梁焊接建造,运用英国标准bs7448对两项拟用焊接工艺进行ctod试验评定。结果表明,埋弧自动焊工艺焊接接头的ctod断裂韧度较高,该工艺可以直接用于钢箱梁焊接施工;而焊条电弧焊工艺焊接接头的ctod断裂韧度较低,经扫描电子显微镜断口分析和x射线分析,发现其原因是焊缝中心存在气泡、微裂纹、夹杂物和硫等有害元素。试验评定结果为港深西部通道香港段后海湾大桥钢箱梁焊接质量控制提供了依据。
格式:pdf
大小:155KB
页数:3P
人气:65
4.6

焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊

格式:pdf
大小:25KB
页数:5P
人气:65
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:174KB
页数:未知
人气:65
4.5
16Mng锅炉钢板埋弧自动焊接接头冷弯试样开裂原因试验报告 16Mng锅炉钢板埋弧自动焊接接头冷弯试样开裂原因试验报告
格式:pdf
大小:314KB
页数:2P
人气:65
4.5
提高 A3钢埋弧自动焊焊接接头冷弯性能的途径 工艺试验证明,选用h08mna焊丝焊接a3钢,可提高焊接接头冷弯性能。从而改变通常使用h08a焊丝焊接冷弯试验难以满足要求的现象.
格式:pdf
大小:432KB
页数:3P
人气:65
4.4
钢制凸形封头拼接焊接接头的焊接工艺评定 本文按照凸形封头的成形加工工艺、封头材料种类,封头拼接焊接接头的焊接方法和焊后热处理类别,分别叙述封头拼接焊接接头的焊接工艺评定所需项目。
格式:pdf
大小:3.3MB
页数:5P
人气:65
4.3
焊接残余应力对20G管道焊接接头组织性能的影响 通过x射线衍射法研究管线用20g焊接残余应力的分布和焊后热处理对焊缝残余应力的影响,择优选取了焊后热处理条件。结果发现,在焊缝区存在较高的焊接残余应力。焊后热处理可以显著降低焊接残余应力,其中以620℃加热温度、1h保温时间的处理工艺为宜。此外,热处理细化了焊缝区域晶粒,降低了焊缝区域硬度,改善了焊接接头抗h2s腐蚀的能力。
文辑创建者
我要分享 >
职位:水利监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐