3104铝合金H2n状态的工艺研究
2025-03-09
研究了加工率、退火温度和保温时间等因素对3104铝合金的性能影响,通过试验确定了3104铝合金H2n的热处理工艺:H22的退火温度为280~300℃,H24的退火温度为240~280℃,H26的退火温度为240~260℃,H28的退火温度为120~240℃,保温时间均为2h。力学性能满足国标要求。

 用电解铝液直接铸造3104铝合金扁锭工艺研究
用电解铝液直接铸造3104铝合金扁锭工艺研究 本文主要从合金化学成分控制、铝熔体处理技术等方面对采用原铝直接铸造3104大扁锭的工艺技术条件进行了探讨。现代饮料包装越来越多采用铝罐取代传统的玻璃瓶和塑料瓶包装,目前采用3104铝合金生产易拉罐的罐体。近些年来为了节能降耗、降低生产成本,加工厂普遍推行了熔铸前移的生产模式——由冶炼厂直接用电解原铝铸造3104合金扁锭。由于电解原铝具有"温
3003铝合金O、H24状态大卷材工艺研究 研究了退火温度、保温时间对3003铝合金板材组织与性能的影响,确定了3003铝合金o、h24状态大卷材退火热处理工艺,确定了退火工艺制度。其性能指标达到gb/t3880-1997标准的指标。
编辑推荐下载
格式:pdf
大小:188KB
页数:3P
人气:65
 4.7
4.7
3104铝合金热连轧板的织构 分别用x射线反射法和透射法检测了3104铝合金热连轧板不同厚度的织构及整体织构。结果表明:3104铝合金热连轧工艺使得热轧板的织构不均匀性很小。对于3104铝热连轧板,采用传统的x射线反射法只检测一层的织构基本能反映热轧板的织构特征。
格式:pdf
大小:1.2MB
页数:3P
人气:65
4.6
3104铝合金大扁锭中的第二相与夹杂物 采用扫描电镜、能谱分析研究了3104铝合金大扁锭中的第二相与夹杂物。结果表明,3104铝合金大扁锭中存在大量粗大骨骼状的(femn)al6相,少量的α-al(mnfe)si、mg2si和游离的富si相;3104铝合大扁锭中的夹杂物主要是氧化物夹杂、残余溶剂和富si或富ti的金属间化合物。分析了夹杂物的来源,提出了防止或减少粗大化合物与夹杂物的相应措施。
热门文档 3104铝合金H2n状态的工艺研究
格式:pdf
大小:1.6MB
页数:7P
人气:65
4.4
3104铝合金低液位铸造过程多场耦合模型的开发及工艺优化 应用专业铸造过程模拟软件procast,建立了铸锭规格为440mm×1320mm的3104铝合金低液位铸造过程多场耦合模拟模型,获得了铸锭内部温度分布和流动情况以及应力应变的累计过程。利用该模型对3104铝合金低液位铸造过程进行工艺优化,结果表明,通过调整铸造速度和冷却水流量工艺参数,能够确定适合的凝壳初始位置h,减小铸造开始阶段铸锭第一主应力,采用此工艺,铸锭表面质量光滑,裂纹缺陷消除。
格式:pdf
大小:2.3MB
页数:6P
人气:65
4.7
3104易拉罐体用铝合金制备技术研究进展 作者:黄瑞银,尹志民,廖明顺,huangrui-yin,yinzhi-min,liaoming-shun 作者单位:黄瑞银,huangrui-yin(中南大学材料科学与工程学院,湖南长沙410083;中铝瑞闽铝板带有限公司,福建福州350015) ,尹志民,yinzhi-min(中南大学材料科学与工程学院,湖南长沙,410083),廖明顺,liaoming-shun(中铝瑞闽铝 板带有限公司,福建福州,350015) 刊名: 铝加工 英文刊名:aluminiumfabrication 年,卷(期):2011(4) 参考文献(18条) 1.江鸿;向群铝罐生产技术和市场发展[期刊论文]-铝加工2005(02) 2.叶凯;林明山铝质易拉罐技术研究与应用[期刊论文]-饮食包装2002(3)
格式:pdf
大小:135KB
页数:12P
人气:65
4.4
代号名称 f自由加工状态 o退火状态 w固熔热处理状态 热处理状态 (不同于f、o、h状态) o状态的最小抗拉强度/mpahx8状态与o状态的最小抗拉强度差值/mpa ≤4055 45~6065 65~8075 85~10085 105~12090 125~16095 变形铝合金的状态代号 表2hx8状态与o状态的最小抗拉强度差 3.1.1.1h后面的第1位数字表示获得该状态的基本处理程序,如下所示: h1—单纯加工硬化处理状态。适用于未经附加热处理,只经加工硬化即获得所需强度的状态。 h2—加工硬化及不完全退火的状态。适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降 具有相同的最小极限抗拉强度值;对于其它合金,h2与对应的h1具有相同的最小极限抗拉强度值,但延伸率比h1稍高。h3—加工硬化及稳定化处理的状态。适
格式:pdf
大小:2.7MB
页数:4P
人气:65
4.4
建筑装饰用铸轧3004H24铝合金带材工艺研究 试验采用铸轧3004坯料生产建筑装饰用铝带材。通过对材料化学成分、组织、性能等试验指标分析,确定成品退火制度,实现批量工业化生产,并生产出表面质量好、性能稳定的建筑装饰用铸轧3004h24铝合金带材,满足了用户的使用要求。
精华文档 3104铝合金H2n状态的工艺研究
格式:pdf
大小:82KB
页数:6P
人气:65
4.4
编号 单位 序号费用名称单位单价定额定额单价数量 一人工费元4548.78 1001001人工工日106.2842.8004548.7842.800 二材料费元 174263.3 8 2003015钢管立柱t5128.210.000.000 2009011电焊条kg5.730.000.000 2009029镀锌铁件kg5.736978.90039989.106978.900 6007002 铝合金标志包括板 面横梁法兰盘垫板及其 t16666.673.15852633.343.158 6007004反光膜m2170.94477.60081640.94477.600 工作内容 工程内容:钢筋混凝土标志牌:1)挖基、回填;2)混凝 筋的全部工序;3)油漆,喷涂标志图案;4)
格式:pdf
大小:243KB
页数:3P
人气:65
4.6
1100-H24铝合金板材退火工艺研究 采用多因素优选法,试验研究了退火工艺对1100铝合金板材的组织、力学性能的影响。结果表明,在适当的化学成分控制范围内,采用合理的退火温度和保温时间条件退火处理,1100-h24铝合金1.6mm×1220mm(厚×宽)铝合金板材的力学性能可以满足电气市场的使用要求。
格式:pdf
大小:1.6MB
页数:6P
人气:65
4.7
2a12铝合金t4状态棒材硬度热处理工艺研究 作者:魏长传,章伟 作者单位:中铝兰州铝业西北铝加工分公司,甘肃陇西748111 本文读者也读过(8条) 1.于英录.祁艳华.刘翠波提高2a12铝合金厚壁管力学性能的试验[会议论文]-2006 2.刘静安航空用2a12铝合金大断面型材生产工艺研究[会议论文]-2006 3.刘春燕.邱义伦.王斌.liuchun-yan.qiuyi-lun.wangbin2a12铝合金热处理工艺研究[期刊论文]-热处理2008,23(5) 4.王涛.王国军.唐明君2a12合金板材形变热处理研究[会议论文]-2002 5.杨志坤.王邦龙.刘恩锦2a12铝合金薄板的等温淬火[期刊论文]-热加工工艺2004(6) 6.冯永平2007铝合金高精度棒材生产工艺研究[会议论文]-2
格式:pdf
大小:156KB
页数:1P
人气:65
4.3
AZ31B-H24镁合金和5083-H131铝合金抗弹性能的比较 美国陆军研究实验室(arl)和北美镁合金elektron公司(mena)共同研究和评估了镁合金回火az31b-h24轧制板。mena负责板材制造和力学特性分析,而美国arl负责抗弹性能分析。美国陆军旨在以较小的质量提供更高性能的防护。镁合金密度1.77g/cm3,约比铝合金(2.68g/cm3)低35%,比钢低77%,因此是一种具有潜在优势的装甲合金材料。
最新文档 3104铝合金H2n状态的工艺研究
格式:pdf
大小:409KB
页数:3P
人气:65
4.8
详细介绍了zl104铝合金的工艺规程及水玻璃涂料的配方,讨论了有关工艺的作用,按此工艺规程操作可获得优质的zl104铝合金.
格式:pdf
大小:592KB
页数:6P
人气:65
4.5
7N01铝合金120℃单级时效的组织和性能 利用光学金相、扫描电镜、透射电镜、硬度和差热分析等研究了7n01铝合金在120℃下时效性能变化与析出演变情况。结果表明:7n01强化元素充分固溶处理后,难溶的fe、mn元素等与al、si等形成了棒状α-al(femn)si相,时效过程中,α-al(femn)si吸附并溶解基体析出的mg、zn等元素,形成α-al(femnmgzn)si。合金在120℃下时效,随着时效时间的延长,硬度不断上升,并在时效48h后达到第一个硬度峰值,峰值硬度为138vhn,继续时效,硬度开始稍有下降,时效到72h后硬度又缓慢上升,直至时效到96h时,7n01硬度达到第二个峰值,峰值硬度为146vhn。硬度变化本质上反映了120℃时效过程中强化相从gpⅱ到η'相转变。
格式:pdf
大小:11KB
页数:1P
人气:65
4.8

4032铝合金 材料名称:变形铝及铝合金 牌号:4032 ●特性及应用: 4032铝合金,美国变形铝及铝合金。4032铝合金热线胀系数大,高温 强度高,高温耐蚀性良好。4032铝合金用于加工锻造活塞。 标准对照:美国铝业协会(aa)4032,unsa94032;中国gb4a11(ld11); 日本jisa4032(a4×5);加拿大csasg121;法国nfa-s12un;英国bs(38s); 俄罗斯гoct1390(ak9);国际iso4032 ●化学成分: 铝al(最小值):余量 硅si:11.0~13.5 铁fe:≤1.0 铜cu:0.05~1.3 锰mn:— 镁mg:0.8~1.3 铬cr:≤0.10 镍ni:0.50~1.3 锌zn:≤0.25 钛ti:— 未指
格式:pdf
大小:153KB
页数:5P
人气:65
4.5
5083 H19 铝合金百叶带的研制 介绍了5083h19铝合金百叶带研制过程,对其关键工艺,如轧制、清洗及剪切等工艺进行了重点讨论。该百叶带达到用户提出的各项技术要求,最终产品各项性能与主要技术指标达到日本的同类产品水平。
格式:pdf
大小:51KB
页数:1P
人气:65
4.4
铝合金及铝合金元件的生产工艺 美国专利us6402860b2本发明涉及的铝合金成分如下:(1)1wt%~6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%~13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、ba组中选出的一种或多种元素);(3)2wt%~18wt%组份c(从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型
格式:pdf
大小:175KB
页数:6P
人气:65
4.6
Φ472mm 7N01铝合金圆铸锭铸造工艺研究 介绍了7n01铝合金高速车辆车体型材的化学成分和质量要求,分析了7n01铝合金的特点和熔铸难点,研究了φ472mm7n01铝合金圆铸锭熔铸的炉料添加技术、熔炼技术、炉内精炼技术和在线处理技术,确定了φ472mm7n01铝合金圆铸锭的热顶铸造工艺参数。针对φ472mm7n01铝合金圆铸锭熔铸中出现的铸造缺陷,分析了其原因、制定并实施了应对措施,生产出了满足高速车辆车体型材挤压要求的高品质φ472mm7n01铝合金圆铸锭。
格式:pdf
大小:51KB
页数:未知
人气:65
4.4
铝合金及铝合金元件的生产工艺 本发明涉及的铝合金成分如下:(1)1wt%-6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%。13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、batch中选出的一种或多种元素);(3)2wt%~18wt%组份cl从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型件,然后再将该预型件加热n200℃~600℃之间的温度,其温度上升率在2℃/s-200℃/s之间。生产预型件的步骤为:快速形成铝合金固化粉末;铝合金包括铝晶体和金属间化合物,铝晶体的平均晶粒直径≤1000nm;金属间化合物的平均晶粒直径≤50nm;铝合金的硬度hrb在50。100之间,温度≥2000c时临界镦粗比率为70%,在20℃时伸长率≥10%。
格式:pdf
大小:225KB
页数:4P
人气:65
4.3
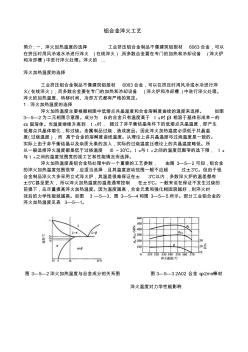
铝合金淬火工艺 简介:一、淬火加热温度的选择工业挤压铝合金制品不像建筑铝型材6063合金,可以 在挤压时用风冷或水冷进行淬火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉 和冷却槽)中进行淬火处理。淬火的... 淬火加热温度的选择 工业挤压铝合金制品不像建筑铝型材6063合金,可以在挤压时用风冷或水冷进行淬 火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉和冷却槽)中进行淬火处理。 淬火的加热温度、转移时间、冷却方式都有严格的规定。 1.淬火加热温度的选择 淬火加热温度主要根据相图中低熔点共晶温度和合金溶解度曲线的温度来选择。如图 3—5—2为二元相图示意图。成分为b1的合金只有温度高于t溶时β相溶于基体形成单一的 α固溶体。当温度继续升高到t共时,超过了非平衡结晶条件下的低熔点共晶温度,即产生 低熔点共晶体熔化,称过烧。金

格式:pdf
大小:382KB
页数:5P
人气:65
4.8
A7N01P-T5铝合金断裂韧度的厚度效应 采用国家标准gb4161—2007对高速列车承载底架焊接结构材料a7n01p-t5铝合金型材的断裂韧度kc进行了测试和分析,测试了3种厚度母材的kc,基于能量理论和线弹性力学提出a7n01p-t5铝合金断裂韧度随试样厚度变化关系kc(b)的解析公式,并进一步采用国家标准gb21143—2007的ctod试验对其进行验证.结果表明,该公式具有较高的精度和普适性,可用于确定不同板厚材料的kc,将公式应用于不同壁厚条件下的焊接结构的完整性评定,以此节省人力物力,并大幅度缩短焊接结构完整性评定及结构剩余寿命的计算周期.同时为各种金属材料的kc获取提供通用性的方法和参考准则.
文辑创建者
我要分享 >
职位:造价审核岗
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐