35CrMo法兰与20g管焊接工艺
2024-09-20
为了研究并制定一套35CrMo法兰和20g钢管焊接适用的工艺方法来满足实际生产的需要,通过对两种材料的焊接性分析,选择合适的焊接材料、焊接工艺和焊后的热处理措施,采用氩电联焊的方法对35CrMo法兰和20g钢管进行焊接,并对焊缝进行了无损检测和金相试验。经过焊后质量检验得知,获得的产品质量合格。由此证明了异种钢的焊接工艺的选取是符合要求的。

 35CrMo法兰与Q345管材的焊接工艺
35CrMo法兰与Q345管材的焊接工艺 采用氩电联焊的方法焊接35crmo和q345(16mn)钢。此类异种钢的焊接要注意焊前预热和焊后热处理。按正确的工艺焊接,焊后检验合格。
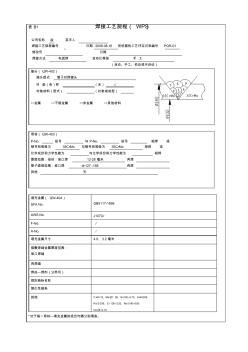
表b1焊接工艺规程(wps) 公司名称盐签字人 焊接工艺规程编号日期2008.08.16所依据的工艺评定记录编号pqr-01 修改号日期 焊接方法电弧焊自动化等级手工 (自动、手工、机动或半自动) 接头(qw-402) 接头型式管子对焊接头 衬垫(有)样(无)√ 衬垫材料(型式)(衬垫或成型) □金属□不熔金属□非金属□其他材料 母材(qw-403) p-no.组号与p-no.组号相焊或 钢号和等级为35crmo与钢号和等级为35crmo相焊或 化学成份和力学性能为与化学成份和力学性能为相焊 厚度范围:母材:坡口焊12-28毫米角焊 管子直径范围:坡口焊φ127-168角焊 其他无 填充金属(qw-404) sfano.gb5117-1
编辑推荐下载
格式:pdf
大小:1.1MB
页数:4P
人气:90
 4.4
4.4
35CrMo钢高压管线的焊接工艺 利用oktigrod55焊丝,采用手工钨极氩弧焊对35crmo高压水泥固井管线进行整管焊接试验,焊后进行了焊接接头的拉伸、弯曲、冲击等力学性能试验,测试硬度,并检验了焊缝宏观形貌,观察了焊缝微观组织。结果表明,采用拟订的焊接工艺参数和热处理方式,焊接接头力学性能良好,达到项目设计要求;熔合线及热影响区的冲击吸收功高达175~191j,主要原因是在二区域内形成了细小、等轴的铁素体+珠光体组织;焊缝中心的冲击吸收功相对较低(96j),主要原因是形成了柱状晶及贝氏体组织。该焊接工艺方案已成功地应用于高压水泥固井管线建造中。
格式:pdf
大小:122KB
页数:1P
人气:90
4.7
不等厚35CrMo钢耐磨板焊接工艺措施 针对不等厚35crmo钢板拼焊时易产生缺陷的情况,提出采取有效的工艺措施来防止其焊接裂纹及变形的产生,并取得了很好效果。
热门文档 35CrMo法兰与20g管焊接工艺
格式:pdf
大小:8KB
页数:1P
人气:90
4.4
法兰焊接工艺 所需设备及工具手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平 面尺一把。 焊前准备:1、检查调试设备,确保设备正常运转;2、准备φ4.0j506焊条 最好在300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起,再平均把大法兰 分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。 注意事项:1、打底时一定使用j506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
格式:pdf
大小:152KB
页数:3P
人气:90
4.3
ZG35CrMo与Q235A的焊接工艺研究 针对材料为zg35crmo和q235a钢的焊接性进行了分析,从控制裂纹的观点出发,通过采用低氢型焊接材料、适当的焊接方法和匹配的焊接参数,获得了满意的焊接接头。
格式:pdf
大小:179KB
页数:8P
人气:90
4.5
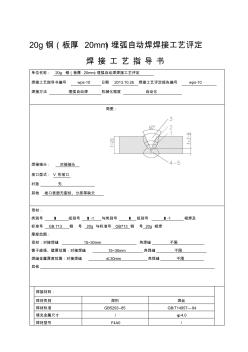
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:179KB
页数:8P
人气:90
4.5
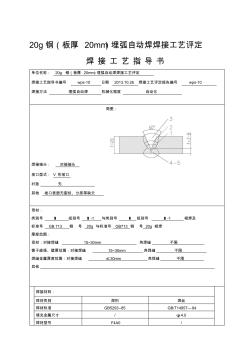
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1

精华文档 35CrMo法兰与20g管焊接工艺
格式:pdf
大小:18KB
页数:1P
人气:90
4.6
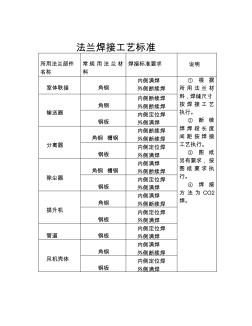
法兰焊接工艺标准 所用法兰部件 名称 常规用法兰材 料 焊接标准要求说明 室体联接角钢 内侧满焊 外侧断续焊 ①根据 所用法兰材 料,焊缝尺寸 按焊接工艺 执行。 ②断续 焊焊段长度 间距按焊接 工艺执行。 ③图纸 另有要求,按 图纸要求执 行。 ④焊接 方法为co2 焊。 输送器 角钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 分离器 角钢槽钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 除尘器 角钢槽钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 提升机 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 管道钢板 内侧定位焊 外侧满焊 风机壳体 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊
格式:pdf
大小:300KB
页数:2P
人气:90
4.7
风电塔筒法兰焊接工艺 通过对大型风力发电机塔筒法兰焊接工艺的分析,指出了其中存在的问题及改进方案,并收到了很好的效果。
格式:pdf
大小:138KB
页数:2P
人气:90
4.4
20钢与15CrMo的异种钢焊接工艺分析 60万吨/年产甲醇装置r-52001合成塔靠近塔体第一道焊口出现不同程度的裂纹缺陷,由于塔体管口与升汽管材质不同,对焊接材料选用到焊接过程工艺参数的控制都提出了更高、更严的要求,通过选用合适的焊接材料及合理的工艺参数,成功地完成了升气管缺陷焊口的返修任务。异种钢的焊接一直是焊接工艺中的一个难点。文章通过对20钢与15crmo的异种钢焊接工艺进行探讨和分析,为类似的相关设备的检修提供借鉴和参考。
格式:pdf
大小:120KB
页数:1P
人气:90
4.4
35CrMo钢法兰强韧化处理 35crmo钢法兰系“10mw高温气冷实验堆”中的零件,在使用过程中承受较强的拉力和冲击力,要求材料有较好的力学性能。在法兰的批量生产中,经检测发现,35crmo钢的含碳量为低限(只有0.33%),给提高材料的力学性能带来一定困难,必须采用强韧化新工艺充分挖掘材料潜力,才能满足技术要求。
格式:pdf
大小:22KB
页数:2P
人气:90
4.6
35CrMo低合金高强钢与20钢管线的焊接 1概述某企业在生产石油钻采专业输送管道中,法兰盘材质选用35crmo低合金调质结构钢,管道主体选用符合gb/t8163—1999规定的-273mm×14mm20钢管材。
最新文档 35CrMo法兰与20g管焊接工艺
格式:pdf
大小:1002KB
页数:6P
人气:90
4.4
20G渗铝钢管焊接工艺及焊接接头性能研究 采用氩电联焊断弧工艺对20g渗铝钢管(φ25mm)进行焊接,并对渗铝钢管焊接接头的微观结构、焊缝附近元素分布、焊接工艺评定和抗高温氧化性等进行试验研究。试验结果表明:采用氩电联焊,a312sl焊条盖面、手工电弧焊断弧焊接工艺、合理的坡口焊接20g渗铝钢管,可满足渗铝钢焊后的使用要求。
格式:pdf
大小:22KB
页数:3P
人气:90
4.3
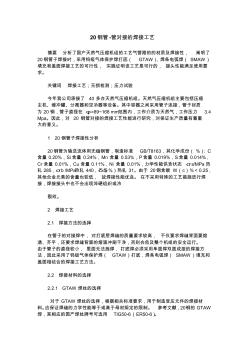
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
格式:pdf
大小:85KB
页数:1P
人气:90
4.8
20钢管-管对接的焊接工艺 分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
格式:pdf
大小:495KB
页数:2P
人气:90
4.5
高炉风口大套法兰焊接工艺 近几年我公司在全国各地陆续承建了十几座高炉炼铁工程,在高炉本体施工中,风口大套法兰与炉壳焊接时部分焊口出现开裂。裂纹沿焊缝边缘呈直线形,具有延时特性,裂纹断口上没有明显的氧化色,结合对焊缝分布和形式特点分析,判断裂纹性质为冷裂纹。本文以1080m3高炉风口大套
格式:pdf
大小:428KB
页数:10P
人气:90
4.6
空气储罐焊接工艺 图号:qt10064产品编号:lc-1039 编制: 审核: 日期: 青岛威龙锅炉辅机有限公司 产品名称空气储罐dn2000310 产品焊接工艺程序产品图号qt10064 青岛威龙锅炉辅机有限公司 序 号 接头编号焊接工艺评定编号焊工持证项目 无损检 测要求 页 数 1a1-2.b1-2pqr22210saw01-2saw-1g(k)-07/09rt100%1 2b3pqr22210smaw/saw02-9 smaw-ⅱ-1g-12-f3j saw-1g(k)-07/09 rt100%2 3a3pqr22210smaw01-3smaw-ⅱ-1g-12-f3jrt100%3 4c1-4pqr1125735gtaw01-11smaw-ⅱ-
格式:pdf
大小:195KB
页数:3P
人气:90
4.5
ZG35CrMo埋弧焊焊接工艺 通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
格式:pdf
大小:195KB
页数:3P
人气:90
4.7
ZG35CrMo埋弧焊焊接工艺 通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
格式:pdf
大小:140KB
页数:未知
人气:90
4.4
20钢管与35CrMo钢管接头的焊接工艺 对35crmo钢和20钢管的焊接性进行了分析,在钨极氩弧焊的前提下,采用不同焊接材料和焊后处理措施,焊后对焊接接头进行无损检测和力学性能测试;完成了焊接工艺评定,确定出35crmo钢管接头与20钢管合理的焊接工艺。
格式:pdf
大小:165KB
页数:未知
人气:90
4.7
35CrMo与Q345D异种材料焊接工艺技术 针对异种材料焊接时品质往往难以保证的问题,对35crmo与q345d材料焊接做了阐述,对其难点进行了具体的分析和研究,并采取了相应的措施,为类似材料的焊接提供了可借鉴的理论依据。
文辑创建者
我要分享 >
职位:港口工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐