5mm低碳钢板搭接手工火焰钎焊
2025-03-02
职业技能鉴定国家题库 焊工 (钎焊 )初级操作技能考核评分记录表 考件编号 : 姓名 : 准考证号 : 单位: 11GS00000000-60402050050001 第1页 共2页 δ=5mm低碳钢板搭接手工火焰钎焊 序 号 考核内容 考 核 要 点 配分 评 分 标 准 扣 分 得 分 1 焊前准备 ① 工件清 理(焊 前、焊后) ②定位焊 ③焊接参数调整 10 ①工件清理不干净 ②定位焊定位不正确 ③焊接参数调整不正 确 扣 4 分 扣 4 分 扣 4 分 扣 完为 止 2 焊缝外观 质量 ①母材搭接间隙 ②钎缝区域表面 ③纤缝质量 ④钎料 ⑤母材 80 ①间隙未填满 ②表面不光滑 ③钎缝中存在气孔 钎缝中有夹渣 钎缝区域有裂纹 ④钎料有流失 连接外边的钎料堆 积 ⑤母材熔蚀 母材区域有裂纹 扣 12分 扣 12分 扣 12分 扣 12分 不得分 扣 12分 扣 12分 扣 12


编辑推荐下载

格式:pdf
大小:59KB
页数:4P
人气:64
 4.5
4.5

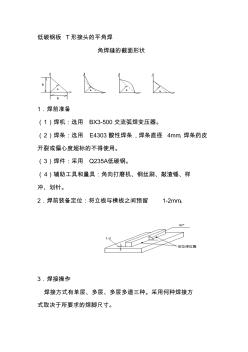
低碳钢板t形接头的平角焊 角焊缝的截面形状 1.焊前准备 (1)焊机:选用bx3-500交流弧焊变压器。 (2)焊条:选用e4303酸性焊条,焊条直径4mm,焊条药皮 开裂或偏心度超标的不得使用。 (3)焊件:采用q235a低碳钢。 (4)辅助工具和量具:角向打磨机、钢丝刷、敲渣锤、样 冲、划针。 2.焊前装备定位:将立板与横板之间预留1-2mm。 3.焊接操作 焊接方式有单层、多层、多层多道三种。采用何种焊接方 式取决于所要求的焊脚尺寸。 钢板厚度<8-9<9-12<12-16<16-20<20-24 焊脚最小 尺寸 456810 t形接头的平角焊 由于角焊焊接热量向钢板的三方扩散,焊接过程中钢板散 热快,不容易被烧穿;容易在t形接头根部由于热量不足而 形成未焊透缺陷,焊接电流比对接不焊要大10%。 单层角焊缝的焊接参数 焊脚 尺寸 345-6
热门文档 5mm低碳钢板搭接手工火焰钎焊
格式:pdf
大小:621KB
页数:5P
人气:64
4.5
 CSP低碳钢板的组织和性能
CSP低碳钢板的组织和性能 对采用eafcsp工艺生产的zj330低碳钢热轧板进行了组织、性能和夹杂物分析。结果表明:成品板的晶粒细小、均匀、强度较高、拉伸试样的断口为韧性断口;ebsd分析表明:成品板组织中铁素体晶粒间基本为大角度晶界,择优取向不显著。由于薄板坯连铸时的凝固和冷却速度快,钢水洁净度高,使得夹杂物含量少、尺寸小、钢板的伸长率高。

格式:pdf
大小:1.1MB
页数:6P
人气:64
4.6
低碳钢板冷轧退火组织和织构 分别采用基于薄板坯连铸连轧(csp)工艺和传统热连轧工艺条件下的低碳钢板作为冷轧基料,在实验室模拟现场工艺进行了冷轧和退火。通过金相观察和x射线衍射织构分析,比较了两种工艺下低碳钢板的组织和织构演变的规律。结果表明:两种试样冷轧后α取向线上显著增加的织构有较大的区别,csp工艺下是{001}〈110〉,而传统工艺下是{112}〈110〉;在同样的冷轧及退火工艺条件下,csp条件下的钢板在退火过程中发生再结晶需要的温度更高,时间更长;对于csp钢板,退火对γ取向线的影响要大于冷轧对其的影响,而对于传统热连轧钢板,冷轧和退火过程对γ取向线都有比较大的影响。
格式:pdf
大小:134KB
页数:3P
人气:64
4.5
低碳钢薄板氧-乙炔火焰手工气割工艺研究 针对低碳钢薄板氧-乙炔火焰手工气割过程中出现的质量问题,分析了影响薄板气割质量的氧气纯度、预热火焰的性质及能率、氧气压力、切割速度、割嘴到工件表面的距离等工艺参数。结果表明:薄板气割时,氧气压力在0.2~0.25mpa之间、纯度应大于98.5%,预热火焰选取轻微的碳化焰及相对较大的能率,焊矩的后倾角在30°~45°之间随着板厚的减小而增加,切割速度较快,割嘴到工件表面的距离为10~15mm时缺陷不易产生,切割质量较好。
精华文档 5mm低碳钢板搭接手工火焰钎焊
格式:pdf
大小:1.1MB
页数:5P
人气:64
4.4
CSP冷轧低碳钢板的再结晶织构 采用基于薄板坯连铸连轧(csp)工艺条件下的低碳钢板作为冷轧基料,在实验室模拟现场工艺进行了冷轧和罩式退火,利用x射线衍射和电子背散射衍射(ebsd)分析了退火过程中的织构和微区取向的变化,并对csp条件冷轧板再结晶织构的形成机制进行了讨论。结果表明:γ取向线在再结晶发生后增加比较明显,但在晶粒长大阶段却略有降低。形变亚晶在再结晶过程中发生合并长大,这些具有大角度晶界的亚晶将是再结晶形核的基础。以较小的晶内平均取向差和较大的晶粒间取向差为判据,利用ebsd技术选取了最有可能成为再结晶晶核的亚晶,这些亚晶存在着以{111}取向为主的择优取向。再结晶晶粒的生长速度在随后的整个退火过程中存在较大差异,{111}再结晶新晶粒的生长速度在晶粒长大阶段受到抑制,可能是其最终成品γ取向线取向分布密度下降的原因。再结晶初期晶核的择优取向与其生长速度的差异共同作用决定了再结晶的最终织构。
格式:pdf
大小:130KB
页数:1P
人气:64
4.4
含Ti超低碳钢板热轧织构的形成 众所周知,薄板的材质受织构的影响。对于深冲钢板和硅钢片的开发,织构尤其重要。以前对织构的研究基本上是以冷轧和退火为中心进行的,对热轧织构的形成研究甚少。本文从提高深冲性能出发,对含ti超低碳钢于铁素体相变温度区热轧形成的织构进行了研究。试验用材为250mm厚连铸坯。把试验用材加热至1250°c,保温lh,轧成30mm厚,终轧温度在1000°c以上。空冷后截取宽200mm。长250mm,再次加热到1000°c,保温lh,于ar_3相变点以上温度经两道次热轧成12mm厚,空冷到800°c时以四道连轧
格式:pdf
大小:270KB
页数:5P
人气:64
4.4
低碳钢板坯连铸保护渣的研究与应用 通过对武汉钢铁股份有限公司炼钢总厂四分厂低碳钢卷表面缺陷产生原因进行分析,认为结晶器卷渣是主要影响因素。在研究结晶器卷渣机理的基础上,通过调整保护渣成分、提高保护渣的黏度以及生产对比试验,开发出适合该厂连铸生产的高黏度保护渣,并提出了操作要点。应用结果表明,该保护渣对于控制成品质量、提高生产稳定性均具有明显效果。
最新文档 5mm低碳钢板搭接手工火焰钎焊
格式:pdf
大小:546KB
页数:4P
人气:64
4.6
低碳钢板坯表面夹渣的研究与控制 针对武钢板坯边部表面(皮下)夹渣引起钢卷边部黑线和起皮等边部缺陷的问题,提出了使用高黏度保护渣、侧孔扩张型浸入式水口和恒速浇铸等控制措施,并进行了工业试验。试验结果表明:采用高黏度保护渣浇铸,尤其是黏度0.30pa·s以上的保护渣,可以有效减少结晶器卷渣的发生;使用侧孔扩张型浸入式水口和恒速浇铸,可以有效减小结晶器液面波动,降低铸坯的表面夹渣发生率;工艺优化后,低碳钢板坯因表面(皮下)夹渣的转用率由4.28%降到0.16%。
格式:pdf
大小:214KB
页数:17P
人气:64
4.7
2开题完成2绪论2q235完成2焊接完成2总完成2老师完成2完善完成 q235低碳钢在现代工业上应用十分广泛,本文主要针对q235低碳钢板材 的焊接工艺进行设计,q235钢具有较高的可塑性,因此它的焊接性比较好,焊 接过程中不易产生裂纹,通过经济和操作性两个方面的考虑,选用手工电弧焊进 行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数 设计正确,再到最后的焊后处理和金相检验和硬度测试,总的来说设计思路正确, 构思明确 关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量 目录 【摘要】................................................................................................................错误!未
格式:pdf
大小:199KB
页数:4P
人气:64
4.5
焊接罐用新Nb—B复合加入超低碳钢板的开发 1序言 罐用钢板采用连续退火(cal)还是采用批处理退火炉(baf)退火好,2004年本社西日本制铁(福山地区)镀锡金工厂罐用钢板的cal退火比率,出现了较低的78%。若把baf处理材用cal处理,(i)可降低生产成本;(ⅱ)提高cal作业率;(ⅲ)交货时间平均可缩短10天,并可减少库存。因此正在推进镀锡金工厂提高cal比率。

格式:pdf
大小:448KB
页数:3P
人气:64
4.7
退火温度对连铸连轧低碳钢板性能和织构的影响 在实验室条件下,模拟了csp热轧带钢供冷轧原料的spcc级低碳钢板的罩式炉退火过程,通过观察显微组织、力学性能测试和利用三维取向分析术(odf),研究了退火温度对显微组织、力学性能、织构的影响。结果表明,随退火温度的升高,a50、rm、δr值都逐渐升高,rm达到1.82;退火后铁素体晶粒变得粗大,变形织构{112}变弱,表明提高温度可以消除变形织构,有利织构{111}增强,{001}变弱,共同造成rm升高。
格式:pdf
大小:121KB
页数:2P
人气:64
4.6

标配:罐体采用国标5mm厚碳钢板制作,杭州威龙洒水泵,嘉善取力器,带前冲、后洒、侧 喷,洒水宽度约为14m,罐体尾部带安全爬梯及工作平台,加宽加固,带门,人性化设计。工 作平台上安装绿化洒水炮,可调成毛毛雨、细雨、水柱,射程约为28m(静风)。罐体、保险 杠、防护栏及其他改装件均先喷好底漆再安装在车架上,在喷涂面漆。 高配:在标配的基础上。1.前冲、侧喷使用万向接头,可手动调整喷头角度。 2.安装气动球阀,可在驾驶室控制前冲、后洒、侧喷。 3.罐体内部做水溶性防锈漆。 4.面漆采用进口油漆。 5.led箭头导向灯。 【主要技术参数】 总质量(kg)24900罐体容积(m3)17.3立方米 额定载质量(kg)16500外形尺寸(mm)×× 整备质量(kg)8205货厢尺寸(mm)×× 额定载客(人)准拖挂车总质量(kg) 驾驶室准乘人数(人
格式:pdf
大小:795KB
页数:4P
人气:64
4.4
CSP工艺不同冷轧压下率低碳钢板退火织构的演变 采用基于包钢csp热轧工艺下2.75和4.5mm现场冷轧至1.0mm的spcc钢板,冷轧压下率分别为64%和78%,实验室模拟了罩式退火工艺,并利用xrd测得了冷轧和退火过程中织构的演变.结果表明,两种不同冷轧压下率的钢板在冷轧和退火过程中织构演变规律相似,但是冷轧基料厚度为2.75mm的钢板在整个过程变化幅度更大,而且成品的织构类型更有利.
格式:pdf
大小:96KB
页数:5P
人气:64
4.4
宝山钢铁股份有限公司企业标准 q/bqb403-2003 冷连轧低碳钢板及钢带代替q/bqb403-1999 bzj407-1999 1范围 本标准规定了冷连轧低碳钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及质量证明书 等。 本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冷连轧低碳钢板及钢带(以下简称钢板及钢带)。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内 容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期 的引用文件,其最新版本适用于本标准。 gb/t222-1984钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/
文辑创建者
我要分享 >
职位:内装施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐