B3样条曲线复杂焊缝离线示教及跟踪
2025-01-22
介绍了一种采用B3样条进行空间复杂弯曲焊缝跟踪的离线样点示教式控制方法.提出了一种查表方式的改进二分法对插补误差精度进行变步长控制,提高了插补运算的效率和精度.应用该方法对管道焊接时的相贯线进行了Matlab仿真实现.结果表明,该示教控制算法有效,可以实现三维弯曲焊缝的示教/再现,最后基于精密焊接的数控系统对三维弯曲焊缝的跟踪控制进行了焊接验证.

 基于B样条曲线的农用机油泵压装凸轮曲线设计
基于B样条曲线的农用机油泵压装凸轮曲线设计 本文主要介绍了b样条曲线设计方法及其在农用机油泵内转子压装机压装凸轮设计中的应用。通过该实例可以看出,该方法可得到平面凸轮从动件运动关系的统一数学表达式,解决了普通设计方法很难解决的凸轮曲线设计的连续性问题,体现了在平面凸轮现代设计方法中采用b样条曲线的优越性。
面向高速加工的样条曲线实时插补算法 数控加工追求更高的加工效率和光洁的加工表面,但大多数样条曲线插补算法是根据进给速度、最大合加/减速度和合加加速度来设计的,并没有考虑如何充分利用单轴的最大加减速能力。提出一种时间近似最优的样条曲线实时插补算法,它面向数控系统对高速加工的需求,在考虑机床动态性能的基础上,充分利用单轴的最大加减速能力,以达到理论上近似最优的加工效率。同时该算法通过预处理求速度限制曲线、速度曲线反向链接和平滑处理三个步骤求出满足加工精度以及机床单轴的最大加速度、加加速度等约束条件的加工速度曲线,能有效提高加工表面的粗糙度。仿真结果表明,该算法在有效提高加工效率的同时,能实现对减速点的精确定位,得到光滑的加工速度曲线。
编辑推荐下载
格式:pdf
大小:1.4MB
页数:9P
人气:98
 4.6
4.6
利用B样条曲线设计指纹图像滤波模板和快速指纹特征匹配算法 在指纹图像识别过程中,指纹图像的滤波去噪音二值化和指纹特征的匹配是最关键的两个部分.本文针对这两部分的算法设计进行分析和改进,介绍利用b样条造型来设计指纹滤波模板的方法和基于基准点附近的拓扑结构进行快速特征匹配的算法.并且利用改进后的指纹特征匹配算法,在样本指纹库中进行实验,结果表明该算法大大提高了指纹特征匹配的效率和准确性.
格式:pdf
大小:524KB
页数:5P
人气:98
4.7
样条曲线轮廓钢管弯曲成型模型与CAE分析 提出样条曲线轮廓钢管弯曲成型工艺的cae方法.根据弹塑性理论建立了钢管弯曲回弹模型,提出圆弧链拟合模型和多折线拟合模型分别对样条曲线轮廓钢管进行拟合,并根据回弹模型和拟合结果确定弯曲工艺参数.研究结果表明:采用17段折线拟合试件样条曲线,只需一副模具,误差均在2mm之内,提高了工艺设计效率和可行性,在机械制造领域具有实用价值.
热门文档 B3样条曲线复杂焊缝离线示教及跟踪
格式:pdf
大小:393KB
页数:2P
人气:98
4.4
复杂系统中离心式水泵特性曲线的拟合 本文根据离心式水泵在额定与非额定转速下、或不同特性的水泵并联、或同型号水泵在不同转速下并联、或同特性水泵在不同泵房内并联等复杂条件下运转的特点,给出了相应特性曲线的拟合方程的确定方法。
格式:pdf
大小:265KB
页数:6P
人气:98
4.6

rapiddevelopmentofthemarketeconomyenvironmenttoexplorepublicservants'dutyconsumptionmonetizationreformhasprovidedagoodfoundation.thesocializationofrearserviceworkhasbeenlaunched,andrapidprogressinsomeplacesanddepartments,dutyconsumptionmonetizationofcarrierandapproachtomanagementhasbeenresolved.third,inrecentyears,explor
格式:pdf
大小:452KB
页数:4P
人气:98
4.3
适合复杂曲线加工的低压水刀的开发 低压水刀是应用前混合磨料射流切割技术进行加工,将由喷嘴喷出的磨料射流作为切割刀具。介绍所开发的低压水刀的组成、喷嘴进给的位移量和速度的控制以及数控系统的组成和曲线加工过程的具体步骤,并利用低压水刀对工件进行了实际切割。结果表明:所开发的低压水刀可满足曲线切割的要求,切口光洁整齐,适合各类材料、尤其是板材的曲线加工。
格式:pdf
大小:339KB
页数:3P
人气:98
4.8
CAD设计中的复杂曲线图的绘制 将计算得到的大量数据,通过短小的接口lisp程序的转化,在cad制图环境中绘制较复杂的曲线图,以解决实际生产需求。
格式:pdf
大小:409KB
页数:3P
人气:98
4.5
三峡电站封闭铝母线焊缝超声探伤的距离—波幅曲线绘制 介绍铝焊缝超声波探伤的距离—波幅曲线的绘制,特别要注意声速异向性的影响,探头前沿、零位和k值的测试,必须在与被检件声性能相同的对比试块上进行,否则,调不准时间扫描,对缺陷会产生较大定位定量误差。
精华文档 B3样条曲线复杂焊缝离线示教及跟踪
格式:pdf
大小:370KB
页数:4P
人气:98
4.4
DSC曲线的三次样条拟合与Matlab实现 将差示扫描量热仪(dsc)实验数据进行三次样条插值,得到dsc光滑的分段三次多项式曲线.在此基础上,利用matlab软件求得dsc放热峰(或吸热峰)在任意温度处的面积(相当于反应物在某一时刻的反应热),进而求出任意温度时的转化率α.最后以crane-ellerstein对单一dsc曲线的研究方法为例,计算出环氧树脂e251/二氨基二苯基甲烷(ddm)的反应级数n=0.8913和反应活化能e=55.0453kj/mol.
格式:pdf
大小:1.2MB
页数:2P
人气:98
4.8
示踪法在复杂条件下地下管线探测中的应用 在城市地下管线探测中,电磁法是最主要的探测方法。本文结合上海市某非开挖信息管线探测工程,论述了示踪法在地下管线密集,相互间干扰较大且埋设条件复杂地区进行探测的方法和技术。
格式:pdf
大小:286KB
页数:3P
人气:98
4.4
复杂曲线预应力钢筋摩擦系数实测与计算 结合南水北调中线某预应力倒虹吸结构钢绞线摩擦系数现场实测,介绍了摩擦系数测试的一般试验过程,明确了复杂曲线预应力钢筋摩擦系数的计算方法,得到了钢绞线摩擦系数的推定值,为同类结构预应力钢绞线的现场参数测定提供了参考。
格式:docx
大小:178KB
页数:未知
人气:98
3
 大型复杂工程空间曲线(面)定位放线的施工测量方法
大型复杂工程空间曲线(面)定位放线的施工测量方法 大型复杂工程空间曲线(面)定位放线的施工测量方法——本文介绍解决大型复杂工程的空间曲线(面)的定位放线的施工测量方法。结合工程实际制定了施工测量的精度控制标准,设置二级轴线控制网和内控法对平面轴线实施分区控制。运用数学模型和编程计算辅助放样。...
格式:pdf
大小:400KB
页数:3P
人气:98
4.3
铝合金管道焊缝射线检测曝光曲线的制作 分析了铝合金管道焊缝射线检测板厚、曝光时间与黑度的对应关系,进行了射线照相灵敏度的工艺试验和研究,介绍了铝合金管道相同管电压不同黑度的曝光曲线图及不同管电压相同黑度的曝光曲线图。
最新文档 B3样条曲线复杂焊缝离线示教及跟踪
格式:pdf
大小:23KB
页数:1P
人气:98
4.8
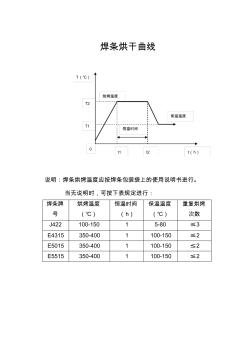
焊条烘干曲线 说明:焊条烘烤温度应按焊条包装袋上的使用说明书进行。 当无说明时,可按下表规定进行: 焊条牌 号 烘烤温度 (℃) 恒温时间 (h) 保温温度 (℃) 重复烘烤 次数 j422100-15015-80≤3 e4315350-4001100-150≤2 e5015350-4001100-150≤2 e5515350-4001100-150≤2 t(℃) t(h)t2t1 0 t1 t2 恒温时间 保温温度 烘烤温度

格式:pdf
大小:4.3MB
页数:39P
人气:98
4.6

焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法, 按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号见表
格式:pdf
大小:219KB
页数:未知
人气:98
4.5
C~(+ +)B—样条曲线类之原型设计(英文) 本文利用c++面向对象的特征对非均匀b-样条曲线的定义及绘制过程进行封装,从而极大的简化有关定义和绘制非均匀b-样条曲线的程序设计。
格式:pdf
大小:83KB
页数:3P
人气:98
4.7
C连续的逼近X样条曲线的构造及字型设计中的应用 本文简要介绍了c连续的逼近x样条曲线的构造算法、造型性质及其在字型设计中的应用,并给出用c连续的逼近x样条曲线设计的两个字型实例。
格式:pdf
大小:151KB
页数:8P
人气:98
4.4
C^++B—样条曲线类之原型设计 本文利用c^++面向对象的特征对非均匀b-样条曲线的定义及绘制过程进行封装,从而极大的简化有关定义和绘制非均匀b-样条曲线的程序设计。
格式:pdf
大小:12KB
页数:7P
人气:98
4.6
摆动电弧焊缝跟踪技术的研究现状 摆动电弧焊缝跟踪技术的研究现状 2014-05-23 郭祖魁 lukasguo摆动电弧焊缝跟踪技术的研究现状郭祖魁摘要:随 着生产自动化和智能化技术的迅速发展,各种新技术在焊接 领域得到广泛的应用,焊接自动跟踪系统已成为焊接自动控 制研究领域中的一个重要内容。精确的焊缝跟踪可以快速实 现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过 程自动化的重要研究方向。本文首先对弧焊机器人在工业中 的应用情况做了简要的介绍,然后较全面的介绍了在弧焊机 器人焊缝跟踪系统中常用到的传感器类型,重点论述了电弧 传感器的工作原理以及目前国内外电弧传感器的应用发展 和焊缝跟踪技术的研究现状。关键词:电弧传感器焊缝跟踪 弧焊机器人thesituationofswingarcseamtracking techniczukuiguoabstract:wit
文辑创建者
我要分享 >
职位:铁路工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐