CO2MAG焊接技术在压力管道上应用的工艺特点
2025-04-02
CO2/MAG 焊接技术在压力管道上应用的工艺特点 CO2/MAG 焊接技术在压力管道上应用的工艺特点 1 压力管道焊接工艺的现状 目前国内压力管道现场安装焊接工艺方法仍然以焊条电弧焊为主,重要焊缝采用钨极氩弧焊打底 /焊条电弧焊填充盖面焊工艺; 西气东输工程中大部分采用纤维素焊条打底 /药芯自保焊丝填充盖面焊工艺。 CO2 气体保护焊接方法在压力管道焊接上应用的还不十 分普遍,分析其原因主要存在以下认识误区。 1.1 CO2 焊接过程中有飞溅,焊接接头质量比焊条电弧焊要低; CO2 气体保护防风能力差,不适合压力管道现场安装焊接。 1.2 电弧气氛中具有较强的氧化性,焊缝金属的含氧量较高,焊接接头的冲击韧性值低。 1.3 管道 CO2 全位置焊接,焊工操作难度大,焊缝成形差,焊缝容易产生咬边及未熔合等焊接缺陷。 随着 CO2焊接电源先进控制技术的提高,高品质焊接材料的发展及新型焊

co2/mag焊接技术在压力管道上应用的工艺特点 1压力管道焊接工艺的现 状 目前国内压力管道现 场安装焊接工艺方法仍然 以焊条电弧焊为主,重要焊 缝采用钨极氩弧焊打底/焊条电弧焊填充盖面焊工艺;西气东 输工程中大部分采用纤维素焊条打底/药芯自保焊丝填充盖 面焊工艺。co2气体保护焊接方法在压力管道焊接上应用的 还不十分普遍,分析其原因主要存在以下认识误区。 1.1co2焊接过程中有飞溅,焊接接头质量比焊条电弧焊 要低;co2气体保护防风能力差,不适合压力管道现场安装 焊接。 1.2电弧气氛中具有较强的氧化性,焊缝金属的含氧量较 高,焊接接头的冲击韧性值低。 1.3管道co2全位置焊接,焊工操作难度大,焊缝成形差, 焊缝容易产生咬边及未熔合等焊接缺陷。 随着co2焊接电源先进控制技术的提高,高品质焊接材 料的发展及新型焊接工艺的应用,上述co
 大直径厚壁压力管道用钢的焊接技术
大直径厚壁压力管道用钢的焊接技术 介绍了sa387cr11cl2-b高强钢的焊接技术以及焊接性能,同时也叙述了如何正确使用焊接技术和质量控制,以得到合格的压力管道焊接质量。
编辑推荐下载
格式:pdf
大小:143KB
页数:4P
人气:66
 4.6
4.6
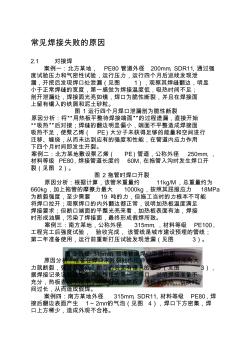
常见焊接失败的原因 2.1对接焊 案例一:北方某地,pe80管道外径200mm,sdr11,通过强 度试验压力和气密性试验,运行压力,运行四个月后巡线发现泄 漏,开挖后发现焊口处泄漏(见图1),观察其焊缝翻边,明显 小于正常焊缝的宽度,第一感觉为焊接温度低,吸热时间不足; 剖开泄漏处,焊接面光亮如镜,焊口为脆性断裂,并且在焊接面 上留有镶入的铁屑和泥土砂粒。 图1运行四个月焊口泄漏剖为脆性断裂 原因分析:将“用热板平整待焊接端面”的过程遗漏,直接开始 “吸热”后对接;焊缝的翻边明显偏小,端面不平整造成焊接面 吸热不足,使聚乙烯(pe)大分子未获得足够的能量和空间进行 迁移、缠绕,从而未达到应有的强度和性能,在管道内应力作用 下四个月时间即发生开裂。 案例二:北方某地敷设聚乙烯(pe)管道,公称外径250mm,, 材料等级pe80,焊接管道长度约60m,在拖管入沟时发
格式:pdf
大小:83KB
页数:5P
人气:66
4.5
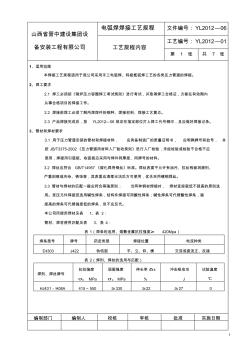
1 山西省晋中建设集团设 备安装工程有限公司 电弧焊焊接工艺规程文件编号:yl2012—06 工艺规程内容 工艺编号:yl2012—01 第1张共7张 1、适用范围 本焊接工艺规程适用于我公司采用手工电弧焊、钨极氩弧焊工艺的各类压力管道的焊接。 2、焊工要求 2.1焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内 从事合格项目的焊接工作。 2.2焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。 2.3产品焊接完成后,按yl2012—06规定在指定部位打上焊工代号钢印,且应做好焊接记录。 3、管材和焊材要求 3.1用于压力管道安装的管材和焊接材料,应具备制造厂的质量证明书,应明确牌号和批号,并 按jb/t3375-2002《压力管道用材料入厂验收规则》进行入厂检验,未经检验或检验不合格不应 使用,焊接用引弧板、收
热门文档 CO2MAG焊接技术在压力管道上应用的工艺特点
格式:pdf
大小:11KB
页数:4P
人气:66
4.5
压力管道焊接施工工艺(一管道焊接一般要求) 1总则 1.1内容及适用范围本工艺适用于管道系统的现场安装焊接及预制场焊接。 本工艺提出了管道焊接的一般要求。 本工艺应同管材相应的焊接标准、《现场设备、工业管道焊接工程施工与验收规范》(gb50236-98)、针 对工程项目编制的施工工艺一同使用。当本工艺与上述文件相矛盾时,应以上述文件为准。 本工艺可以直接用于工程施工,也可以作为编制工程项目施工工艺的依据。 1.2定义业主代表,指业主指派或业主委托的工程监理公司指派的、可以代表业主表态的驻现场代表。 临时焊缝,为了组对焊口或为了其它目的,对管道焊口或管壁进行的非正式焊接所形成的焊缝。 定位焊缝,为了固定两个焊件的相对位置,在焊接坡口内进行少量的焊接,所形成的焊缝。 2焊接准备 2.1坡口制备就使用机械加工或氧乙炔火焰气割的方法进行坡口加工。当使用氧乙炔火焰气割进行坡口加
格式:pdf
大小:44KB
页数:2P
人气:66
4.5

压力管道焊接工艺卡 产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1页 西美中压 管道 gb1hp-1共1页 材料编号20# 材料规格159×4.5 焊接方法gtaw/smaw 焊接 电源 种类直流 极性正接 接头与坡口 型式 对接、双边v型 焊缝位置立焊焊前 预热 加热方式——层间温度—— 温度范围——测温方法—— 焊后 热处 理 种类——保温时间—— 加热方式——冷却方式—— 温度范围——测温方法—— 焊接工艺参数 焊层 焊材 牌号 焊材 直径 (mm) 焊接 电流 (a) 电弧 电压 (v) 焊接速度 (cm/min) 保护气体 流量 (l/min) 1 h08mn 2sia φ2.01101548 2j422φ3.2110217—— 压力管道焊接工艺卡 产品名称
格式:pdf
大小:378KB
页数:6P
人气:66
4.6

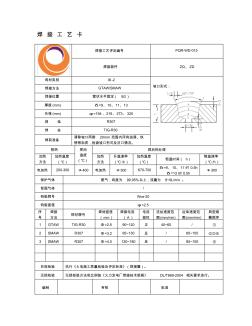
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
格式:pdf
大小:11KB
页数:1P
人气:66
4.6
压力管道焊接技术与质量控制探析 贾猛 (大庆油田工程建设有限公司油建公司,黑龙江大庆163000) 摘要:本文就如何做好压力管道焊接技术与质量控制进行了总结与探讨,从人员、设备、材料以及工艺等多个方面进行了总结和阐 述,并提出了焊接质量控制的方法和要求。 关键词:压力管道焊接质量焊接工艺 在目前的社会发展中,压力管道的应用越来越广泛,其焊 接技术也提出了新的标准和要求。在目前的压力管道焊接中, 除了要求焊接接头能够完全熔透焊接缝之外,对压力管道的耐 腐蚀性以及焊缝的表面质量也具备着明确的要求和标准,对于 焊缝表面的质量也需要进行系统、全面的处置和完善,为此我 们在工作中应当控制好焊接质量,确保管道安装质量和控制质 量。 1压力管道概述 1.1压力管道概念 压力管道主要指的是管道内部或者外部承受的一定压力, 或者内部输送一些可以引起燃烧、爆炸
格式:pdf
大小:378KB
页数:6P
人气:66
4.6
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
精华文档 CO2MAG焊接技术在压力管道上应用的工艺特点
格式:pdf
大小:521KB
页数:31P
人气:66
4.4
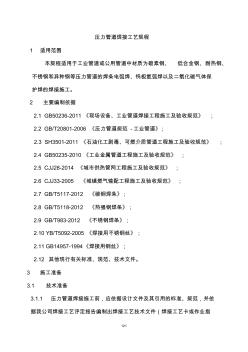
121 压力管道焊接工艺规程 1适用范围 本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、 不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保 护焊的焊接施工。 2主要编制依据 2.1gb50236-2011《现场设备、工业管道焊接工程施工及验收规范》; 2.2gb/t20801-2006《压力管道规范-工业管道》; 2.3sh3501-2011《石油化工剧毒、可燃介质管道工程施工及验收规范》; 2.4gb50235-2010《工业金属管道工程施工及验收规范》; 2.5cjj28-2014《城市供热管网工程施工及验收规范》; 2.6cjj33-2005《城镇燃气输配工程施工及验收规范》; 2.7gb/t5117-2012《碳钢焊条》; 2.8gb/t5118-2012《热强钢焊条》



格式:pdf
大小:119KB
页数:未知
人气:66
4.7
压力管道工程焊接技术与质量控制 焊接技术是压力管理工程安装期间普遍应用的技术。焊接技术应用水平的高低直接关系到压力管理工程安装效果的好坏,因此安装人员十分关注焊接技术的应用。尽管如此,调查人员通过对压力管道事故原因进行分析,发现焊接质量是引发事故的首要原因,从这一点,我国现有的压力管道工程焊接技术人员水平还有待提升。本文首先对压力管道的焊接技术进行了阐释,其次对质量控制措施进行分析,希望能够为压力管理焊接人员提供借鉴。
最新文档 CO2MAG焊接技术在压力管道上应用的工艺特点
格式:pdf
大小:201KB
页数:未知
人气:66
4.5
浅谈石油化工压力管道施工焊接技术 石油化工行业作为我国经济发展的支柱产业,在推动社会的进步发展上发挥着积极的意义。在压力管道的安装过程中的焊接质量直接影响压力管道的使用。就据此展开对这一问题的分析论述。
格式:pdf
大小:10KB
页数:1P
人气:66
4.5
技术研究 123 2015年第4期 在我公司压力管道焊接工艺中,主要采用的是下向焊工 艺,这种工艺在西方发达国家应用比较早,其按照一定的焊 接顺序进行焊接工作,保障了压力管道施工的安全性和可靠 性。 1纤维素下向焊优点 在下向焊焊接工艺中主要采用的焊条为纤维素下向焊焊 条,这种焊条是由独特的配方设计而成的,其不同于传统的 上向焊焊接方法,与传统的上向焊焊接方法相比,其具有的 特点包括以下几个方面: 1.1纤维素下向焊具有焊接速度快以及生产效率高的特点。 其所具有的铁水浓度较低,并且不会出现淌渣的问题,其与 传统的焊接方法相比,在生产效率上更高,是传统焊接工艺 的1/2,纤维素下向焊焊接工艺目前在长输供热管道焊接作业 中应用比较广泛,其作业效果也相对比较突出,在长输供热 管道焊接作业中其能够发挥出更大的技术价值,使得长输供 热管道的施工质量得到有效的提高,为人们的正常供暖提供
格式:pdf
大小:343KB
页数:2P
人气:66
4.5
塑料压力管道焊接技术的发展现状 本文主要对塑料压力管道的焊接技术进行了相应的分析,并且对其发展的过程以及趋势进行探讨,提出了相应的建议,对我国现今在塑料管道焊接领域中的焊接技术进行了研究,同时也提出了一些问题。
格式:pdf
大小:195KB
页数:未知
人气:66
4.7
压力管道焊接技术与质量控制措施分析 压力管道在人们生产生活中的应用随处可见,例如燃气管道、石油运输管道等。此类管道的安全运行,对于人们的生产生活影响意义重大。其中压力管道的焊接技术与质量控制,也引起了较多人群的注意。本文针对压力管道焊接技术与质量控制措施,进行简要的分析。
格式:pdf
大小:362KB
页数:5P
人气:66
4.4
压力管道在线焊接烧穿的预测 运用有限元法对压力管道在线焊接的温度场进行了数值模拟,考虑了内部介质流动对焊接温度场的影响。根据温度计算结果,提出了判定烧穿的方法。焊接时的局部高温使管壁的强度降低,将高温区管壁的承载能力换算成常温下有效壁厚的承载能力,高温引起的强度降低转换成一在管壁上的局部减薄量,继而根据含局部金属损失的管道的极限载荷公式计算出在线焊接时的极限载荷,判定烧穿的发生。

格式:pdf
大小:74KB
页数:未知
人气:66
4.6
探讨0Cr18Ni12Mo2Ti不锈钢压力管道焊接技术 通过对ф60×3.5mm规格0cr18ni12mo2ti不锈钢管材焊接性能分析,制定了正确的焊接工艺,保证了管道的现场焊接质量。
格式:pdf
大小:241KB
页数:7P
人气:66
4.6

bf西安北方热力设备工程有限公司 管道焊接工艺规程 规程编号: 工程编号:工程名称: 用户:管道编号: 编制:审核: 年月日 管道焊接接口编号图 装置型号产品编号材质编制 工程名称生产令号规格审核 b1j接管φ273×12与法兰对接环焊缝hy10-g011-01gp02-ds02smaw-i-5g-5/57-f1100%rt-ⅲ 接头编号接头名称工艺卡编号工艺评定资格焊工无损检测 管道工程焊接工艺卡 q235 1 2 34 56 接头简图: b1 20g(ⅱ) wn250-10tg 工艺“马铁”60×30×5 20g 接管φ273×16 16 2 22±1 2 2 87 1、按左图所示制备坡口并组对,工艺“马铁”焊接工艺卡编号hy10-gd11-01 在公司剪板机上下料,焊前将施焊部位的管道编号
格式:pdf
大小:342KB
页数:12P
人气:66
4.5
\\ 压力管道设计说明书 设计题目:压力管道焊接工艺设计 设计参数: 2.1工作压力:5mpa 2.2工作温度:-10~80摄氏度 2.3外形:圆柱体 2.4工质:原油 2.5材料:l245管线钢 设计要求: 3.1压力管道结构受力分析 3.2强度计算,确定最小壁厚 3.3焊接工艺分析 3.4编写焊接工艺卡 3.5.编写热处理工艺卡 3.6绘制焊接工艺草图 一、总体概述 长输管道作为铁路、公路、海运、民用航空和长输管道五大运输行业之一,其输 送介质除常见的石油、天然气外,还有工业用气体如氧气、二氧化碳、乙烯、液氧等 介质。大部分输送介质管道在国内均有成功建设和运行业绩。 近几年,我国管道建设发展非常迅速。在管线的建设施工中,环焊缝焊接方法从 传统的手工焊、管道下向手工焊、半自动下向焊到现在的全自动焊,管线的钢级从 q235、16mn、l290(x42)、l360(x52)
格式:pdf
大小:69KB
页数:3P
人气:66
4.4

压力管道焊接工艺卡 (ylgd-101) 工程名称单元名称工艺管道安装 材质tp321规格φ114*16保护气体ar 预热温度/层间温度∠100°c后热温度850-900 热处理温度及时间 焊道/ 焊层 焊接 方法 填充金属焊接电源电弧电压 (v) 焊接速度 (cm/min) 线能量 (kj/cm)牌号直径极性电流(a) 1gtawer321φ2.5正90-11015-175-8/ 2-7smawa132φ3.2正90-13021-246-14/ 焊条(焊剂)烘干参数 焊条(焊剂)牌号烘干温度(°c)烘干时间(h)恒温温度(°c) a1322001100 焊接工艺评定编号: 简图及说明: 65±5 2-3 项目质量保证师:
文辑创建者
我要分享 >
职位:农林水利建设机械员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐