CS6140卧式车床电路图
2025-05-03


目录 1零件的工艺性分析.......................................................................................................................1 1.1零件的功能.结构及特点..................................................................................................1 1.2主要加工表面及其要求.....................................................................................................1 2毛坯的选择.................
本科毕业设计(论文)任务书 题目:ca6140车床进给箱设计 专题题目:离合器m3所连接轴上的一双联滑移齿轮设计与 校核 原始依据(包括设计(论文)的工作基础、研究条件、应用环 境、工作目的等): ca6140型车床是我国自行设计制造的一种卧式车床,具 有以下特点:机床刚性好,抗振性能好,可进行高速强力切 削和重载荷切削;机床操纵手柄集中,安排合理,溜板箱有 快速移动机构,进给操纵较直观,操作方便,可减轻劳动强 度;机床具有高速细进给量,加工精度高,表面粗糙度小(公 差等级能达到it6一it7,表面粗糙度可达ral.25):机床 溜板刻度盘有照明装置,尾座有夹紧机构,操作方便等等。 c6140车床是我国设计制造的典型的卧式车床,在我国 机械制造类工厂中使用极为广泛。近年来又在机床结构上进 行改革,并在此机床的基础上,开发出来新的先进的系列产
编辑推荐下载
格式:pdf
大小:234KB
页数:13P
人气:59
 4.3
4.3

1 目录 第一章cw6136卧式车床简介及运动分析..................................................................................2 一、cw6136a卧式车床..............................................................................................................2 二、cw6136a卧式车床运动分析..........................................................................................2 第二章控制方案设计..................................

热门文档 CS6140卧式车床电路图
格式:pdf
大小:743KB
页数:62P
人气:59
4.4
1 ca6140车床的plc改造、mcgs制作动画 目录部分由老师最终修改定稿打印时添加!!! 摘要 随着可编程序控制器(简称plc)技术的发展,由于其功能强 大、容易使用、高可靠性,广泛的工业现场适应性和方便的工艺扩 展性能,plc在工业自动控制过程中得到了越来越广泛的应用,常 常被用来作为现场数据的采集和设各的控制。组态软件技术作为用 户可定制功能的软件平台工具,在pc机上可开发出友好人机界面, 通过plc可以对自动化设备进行“智能”控制。 本次设计正是在这种背景下,运用西门子s7-200plc对普通机 床进行的现代化程控改造,讨论了控制流的选择,然后运用组态软 2 件对plc控制系统进行人机界面的监控。 关键词:可编程序控制器,控制流,组态软件 abstract withtheprogrammablelogiccontroller(pl
格式:pdf
大小:65KB
页数:10P
人气:59
4.6
ca6140车床纵向进给数控化改造 目录 目录 设计内容与要求 设计参数 一、浅谈数控改造的目的与意义 二、总体方案的设计 三、进给伺服系统机械部分设计与计算 3.1进给系统机械结构改造设计 3.2进给伺服系统机械部分的计算与选型 3.2.1确定系统的脉冲当量 3.2.2纵向滚珠丝杠螺母副的副的型号择雨核步骤 3.2.3纵向滚珠丝杠的校核 3.3齿轮的有关计算 3.4绘制进给伺服系统的机械装配图 四、步进电动机的计算与选择 4.1步进电动机选用的基本原则 4.2步进电动机的 五、结论与发展 设计内容与要求 具体设计内容: 一、浅谈数控改造的目的与意义 二、总体方案的设计 (一)伺服系统的拟定:1、伺服系统的选择 2、纵向进给机构的改造 (二)总体方案的确定(附总体方法装配图) 三、纵向进给伺服系统机械部分设计计算------计算纵向进给伺服系统 1、确定系统的脉冲当
格式:pdf
大小:662KB
页数:12P
人气:59
4.4

长春职业技术学院 毕业论文(设计) 系别工程分院 专业机电一体化 班级100222 姓名孟玲利 学号02 课题ca6140车床电气控制线路设计 指导教师于颖 1 目录 【摘要】⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 【关键词】⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 1.ca6140车床的主要功能、结构及型号意义 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 1.1主要功能⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 1.2型号意义⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 2.ca6140卧式车床的主要运动形式及控制要 求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 2.1主运动⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

格式:pdf
大小:377KB
页数:10P
人气:59
4.4

2012全国中小学“教学中的互联网搜索”优秀教学案例评选 教案设计 课题:ca6140车床电气控制线路及检修 姓名:徐登峰 单位:广东省佛山市顺德区胡宝星职业技术学校 邮箱:18988691366@189.cnqq:495127348 联系电话:0757-27382621/18988691366 邮编:528325 联系地址:广东省佛山市顺德区杏坛镇新涌工业区 课题:ca6140车床电气控制线路及检修 一、教案背景 1、面向学生:职业高中 2、学科:机床维修 3、课时:6 4、学生课前准备:(提前一周准备) (1)到学校车间收集有关ca6140车床的相关文字、图册和参数,并到互联网(百度 搜索引擎)收集文字、图片和视频资料,并制作ppt展示课件,课前教师审核并提出修改 建议; (2)通过专业老师协助,利用学校现有的资源,网上搜索,总结ca614
精华文档 CS6140卧式车床电路图
格式:pdf
大小:403KB
页数:6P
人气:59
4.7
班 级 日 期 模块:下厂实习 项目二:ca6140型车床电气控制线路及 安装、检修 教学目标 知识点:①主要结构及运动特 点 ②ca6140型车床 的控制线路 能力培养:①ca6140型车床电气控制线路的安装 ②ca6140型车床电气控制线路的检修 教学方式:讲练结合 教具:ca6140型车床 课时:2+8 教学过程 项目二ca6140型车床电气控制线路及安装、检修 ca6140型车床电气控制线路及安装、检修(知识点部分) ca6140型车床是普通车床的一种,它的加工范围较广,但自动化程度低,适于小批量生产及修配车间使用。 一、主要结构及运动特点 普通车床主要由床身、主轴变速箱、进给箱、溜板箱、刀架、尾架、丝杠和光杠等部件组成。下图是ca6140型 普通车床外观结构图 主轴变速箱的功能是支承主轴和传动其旋转,包含主轴及其轴承、传动机构、起停
格式:pdf
大小:2.8MB
页数:33P
人气:59
4.7
ca6140车床电气控制改造plc控制系统 1 1绪论 1.1设计目的及意义 20世纪初,由于电动机的出现,使得机床的拖动发生了变革,用电动机代替蒸 汽机,机床的电气传动随电动机的发展而发展。电气传动的控制方式亦经历了一个从 低级到高级的发展过程。最初采用手动控制。最早的自动控制是20世纪20、30年 代出现的继电接触器控制,它可以实现对控制对象的起动、停车、凋速、自动循环以 及保护等控制。它所使用的控制器件结构简单、价廉、控制方式直观、易掌握、工作 可靠、易维护,因此在机床控制卜得到长期、广泛的应用。它的缺点是体积大、功耗 大、控制速度慢、改变控制程序困难,由于是有触点控制,在控制复杂时可靠性降低。 为了解决复杂和程序可变控制对象的需要,在20世纪60年代出现了顺序控制器。 它是继电器和半导体元件综合应用的控制装置,具有程序改变容易、通用性较强等优 点,
格式:pdf
大小:155KB
页数:4P
人气:59
4.5
通过对plc控制系统的一般电气系统的比较,得出plc控制系统的优势所在.基于plc控制系统的优势,采用plc控制原理对ca6140车床进行改造,并实现了该机床的控制系统.
格式:pdf
大小:61KB
页数:1P
人气:59
4.7
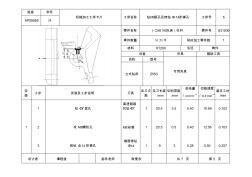
班级学号 机械加工工序卡片工序名称钻m8底孔及锪钻φ14阶梯孔工序号5 ap0908528 零件名称(ca6140车床)杠杆零件号831009 零件数量10万/年同时加工零件数1 材料ht200毛坯铸件 设备夹具辅助工具 名称型号 专用夹具 立式钻床z550 安 装 工步安装及工步说明刀具 走刀次 数 走刀长度 /mm 切削深度 /mm 进给量 /1mmr 切削速度 /1minm 基本工时 /min 1 1 2 3 钻φ7底孔 攻m8螺纹孔 锪钻φ14阶梯孔 高速钢麻 花钻φ7 m8丝锥 端面锪钻 φ14 1 1 1 20.5 20.5 9 3.5 0.5 3 0.40 0.40 0.28 10.99 12.56 5.50 0.103 0.103 0.257 设计者
最新文档 CS6140卧式车床电路图
格式:pdf
大小:57KB
页数:1P
人气:59
4.3
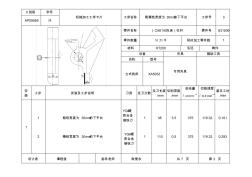
0班级学号 机械加工工序卡片工序名称粗精铣宽度为30mm的下平台工序号3 ap0908528 零件名称(ca6140车床)杠杆零件号831009 零件数量10万/年同时加工零件数1 材料ht200毛坯铸件 设备夹具辅助工具 名称型号 专用夹具 立式铣床xa5032 安 装 工步安装及工步说明刀具走刀次数 走刀长度 /mm 切削深度 /mm 进给量 /1mmr 切削速度 /1minm 基本工时 /min 1 1 2 粗铣宽度为30mm的下平台 精铣宽度为30mm的下平台 yg6硬 质合金 端铣刀 yg6硬 质合金 端铣刀 1 1 38 110 3.5 0.5 375 375 119.32 119.32 0.101 0.293 设计者谭程俊指导老师耿爱农共7页第3页
格式:pdf
大小:21KB
页数:5P
人气:59
4.7
2ca6140车床后托架加工工艺及夹具设计.txt如果你同时爱几个人,说明你年轻;如果你只 爱一个人,那么,你已经老了;如果你谁也不爱,你已获得重生。积极的人一定有一个坚持 的习惯。 普通车工安全操作规程-操作规程-设备管理制度 1.必须遵守机床工一般安全规程,高速切削时要戴好防护眼镜。 2.装卸卡盘及大的工、夹具时,床面要垫木板,不准开车装卸卡盘。装卸工件后应立即 取下扳手。禁止用手刹车。 forpersonaluseonlyinstudyandresearch;notforcommercialuse 3.床头、小刀架、床面不得放置工、量具或其它东西。 4.装工件要牢固,夹紧时可用接长套筒,禁止用榔头敲打。滑丝的卡爪不准使用。 5.加工细长工件要用顶针、跟刀架。车头前面伸出部分不得超过工件直径的20~25倍, 车头后面伸出超过300毫米
格式:pdf
大小:21KB
页数:5P
人气:59
4.7
2ca6140车床后托架加工工艺及夹具设计.txt如果你同时爱几个人,说明你年轻;如果你只 爱一个人,那么,你已经老了;如果你谁也不爱,你已获得重生。积极的人一定有一个坚持 的习惯。 普通车工安全操作规程-操作规程-设备管理制度 1.必须遵守机床工一般安全规程,高速切削时要戴好防护眼镜。 2.装卸卡盘及大的工、夹具时,床面要垫木板,不准开车装卸卡盘。装卸工件后应立即 取下扳手。禁止用手刹车。 forpersonaluseonlyinstudyandresearch;notforcommercialuse 3.床头、小刀架、床面不得放置工、量具或其它东西。 4.装工件要牢固,夹紧时可用接长套筒,禁止用榔头敲打。滑丝的卡爪不准使用。 5.加工细长工件要用顶针、跟刀架。车头前面伸出部分不得超过工件直径的20~25倍, 车头后面伸出超过300毫米
格式:pdf
大小:416KB
页数:13P
人气:59
4.6
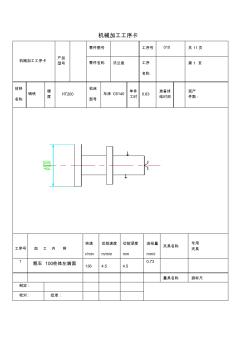
机械加工工序卡 机械加工工序卡 产品 型号 零件图号工序号010共11页 零件名称法兰盘工序 名称 第1页 材料 名称 铸铁 硬 度 ht200 机床 型号 车床c6140单件 工时 0.63 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1粗车100柱体左端面1364.54.5 0.73 量具名称游标尺 制定: 校对:批准: 2 机械加工工序卡 机械加工工序卡 产品 型号 零件图号工序号020共11页 零件名称法兰盘工序 名称 第2页 材料 名称 铸铁 硬 度 ht200 机床 型号 车床c6140单件 工时 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/m
格式:pdf
大小:1.4MB
页数:21P
人气:59
4.5

目录 1.课程设计任务书·········································2 2.设计进度计划表·········································2 3.工艺规程编制···········································3 3.1分析加工零件的工艺性·································3 3.2毛坯的选择···········································7 3.3工艺规程制定·········································9 4.工艺装备(机床专用夹具)设计··························16 4.1夹具总体方案设计····················
格式:pdf
大小:140KB
页数:12P
人气:59
4.6
湘潭大学兴湘学院 毕业设计任务书 毕业设计题目:ca6140普通车床的数控改装与设计 学号:2008963036姓名:龚林专业:机械设计制造及其自动化 指导教师:周里群系主任:周友行 一、主要内容及基本要求 主要内容:1.机床数控化改造的意义,国内外研究的发展现状及应用情况; 2.对ca6140普通车床结构的基本了解及熟知其如何工作; 3.ca6140普通车床横向、纵向进给机构的改造设计及其步进电机的选择; 4.ca6140普通车床电机的主轴电机的选择及其刀架部分的改造; 5.微机控制系统的设计以及其它部分的设计与安装。 基本要求:1.ca6140车床改造后的纵向进给机构装配图; 2.ca6140车床改造后的横向进给机构装配图; 3.ca6140车床改造后的总体布置图; 4.ca6140车床自动刀架装配图; 5.说明书一份,要求条例性强,语句通顺,无错别字,不少
格式:pdf
大小:133KB
页数:2P
人气:59
4.3
 基于MCGS组态监控的CA6140车床PLC控制设计
基于MCGS组态监控的CA6140车床PLC控制设计 根据plc控制要求,选用plcfx2n-16mr对普通机床进行现代化程控改造,结合mcgs人机界面设计ca6140车床监控系统,实现对ca6140机床自动控制和与plc的通信,为工业生产提供成本低、效率高的实用机具。
格式:pdf
大小:222KB
页数:未知
人气:59
4.5
大型卧式车床附件机动装置的设计 目前国内外卧式车床导轨上可移动部件往往采用独立驱动或手动吊运的方式,这样无疑增加了成本和增加了加工辅助时间。为避免现有技术的不足,设计了一种利用机床已有动力源拖拽附件移动的装置。
格式:pdf
大小:437KB
页数:18P
人气:59
4.7
![CA6140车床法兰盘[831004]加工工艺及车Φ45外圆面的夹具设计](https://files.zjtcn.com/group1/M00/2C/5C/CgoBZ2AcYcKABdSQAAAnVGMMH_w344.jpg)
1 序言 机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业 课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也 是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训 练,从中锻炼自己分析问题、解决问题的能力,为今后毕业设计打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。 2 一、零件的工艺分析及生产类型的确定 1零件的分析 ca6140卧式车床上的法兰盘,为盘类零件,用于卧式车床上。车床的变速箱固定在主 轴箱上,靠法兰盘定心。法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配, 以保证主轴三个轴承孔同心,使齿轮正确啮合。主要作用是标明刻度,实现纵向进给。零件 的
格式:pdf
大小:1.5MB
页数:43P
人气:59
4.5

“ca6140普通车床后托架(831001)”零件的机械加 工工艺规程的编制及工艺装备设计 目录 前言+.................................................................................................2 一、零件的分析:....................................................................................2 (二)零件的作用:................................................................................2 (三)零件的工艺分析:.........................................
文辑创建者
我要分享 >
职位:造价高级经理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐