DN300以上空调水管焊接施工方案
2024-05-17
DN300以上空调水管焊接施工方案 本工程对于管径 DN300以上的空调水管连接方式采用焊接,而本工程的空调管道规格最 大直径达到 D530*10,故对于大管径管道焊接质量的把控将显得尤为重要。我公司将对 DN300 以上的空调水管连接采用手工氩弧焊打底,自动焊接机器人焊接。 焊接过程 DN300以上空调水管焊接流程图如下图所示: 管口清理 检查焊缝 打坡口 保护焊盖面 对口并检验平直 度 氩弧焊打底 对焊接处点焊固 定 校正平直度 管子切断 防腐涂料 焊接流程图 序 号 步 骤 示意图 内容 1 管 道 切 割 采用管道自动切割机运 用氧乙炔焰切割,切割后必 须打磨除去影响焊接质量的 坡口表面层,并将凹凸不平 处打磨平整,如局部有缺 口,应进行补焊,然后打磨 平整,直至发出金属光泽。 序 号 步 骤 示意图 内容 2 坡 口 加 工 本工程管道直接采用半 自动氧乙炔焰切割坡口,坡 口

昆明市轿子雪山旅游公路建设工程 第一合同段 dn300给水管迁改施工方案 中铁十六局集团 二〇一〇年十二月 昆明市轿子雪山旅游公路建设工程第一合同段 dn300给水管迁改施工方案 一、编制依据 1、昆明市轿子山旅游专线公路1合同(k0+000-k18+457.7)施工图设计 2、建设单位提供的给水管管线图纸资料 3、设计图纸提供的施工红线 二、工程概况 昆明市轿子雪山旅游公路建设工程第一合同段起点桩号k0+000位于昆沙 路与昆禄公路交叉口,过西北沙河水库、桃园、三多大村、烟子哨,然后过干塘 子垭口、小清塘,与普东公路平交后经青龙水库西侧、厂口西侧,止点k18+457.70 位于太平哨以西,全长18.462970公里,为一级公路。本标 段起点连接线、k0+340-k0+890路基段、k0+960~k1+120

------精选范文、公文、论文、和其他应用文档,如需本文,请下载----- 精选范文、公文、论文、和其他应用文档,希望能帮助到你们! 2020焊接施工方案 一、焊接概况 1、本工程管道材料主要为碳素钢管。 2、焊接施工执行dl/t869-2004《火力发电厂焊接技术规程》。 二、焊工 1、担任锅炉受压元件焊接的焊工,须持有按《锅炉压力容器压力管道焊工考试与管理规 则》考试合格的合格证,持证焊工所承担的焊接项目必须与持证项目相符。 2、参加焊接的焊工应有较强的责任心,能认真执行国家的各项标准和规范,严格遵守工 艺纪律,按给定的焊接作业指导书或焊接工艺卡的要求施焊。 3、焊工应对所焊焊缝质量负责。当焊口组对不符合要求时,焊工有权拒绝焊接并及时向 焊接检查员报告。当出现重大质量问题时,报告有关人员,不得自行处理。 4、焊缝焊接完毕,应清理焊接飞溅,做好自检工作,并按规定打上焊工钢
编辑推荐下载
格式:pdf
大小:33KB
页数:10P
人气:54
 4.8
4.8

兰州市七里河区脱贫攻坚农村饮水安全 巩固提升工程(六标段) 管道安装专项施工方案 审定: 审核: 编制: 甘肃正德工程建设集团有限公司 二0一八年八月 目录 第一节编制依据 第二节工程概况 第三节管道安装工程 第四节安全技术措施 第五节环境保护措施 第六节安全管理措施 第七节施工现场临时用电安全措施 第一节编制依据 1、依据招标文件、设计图纸。 2、依据我公司有关项目施工工程质量、技术、安全等管理文件。 3、依据施工现场踏勘情况。 4、依据我公司同类工程的施工综合经验。 5、依据我公司对工程的施工总体部署和管理目标。 6、依据我公司的技术力量、机械设备条件。 7、依据国家现行建筑、水利水电工程施工技术规范、规程和标准。 8、依据《中华人民共和国建筑法》、《中华人民共和国投标法》。 9、依据《甘肃省工程建设施工招投标管理办法》。 10、《给水排水工
格式:pdf
大小:488KB
页数:10P
人气:54
4.5
页眉内容 页脚内容 河南水建集团有限公司 清丰县南水北调配套工程施工ⅰ标 钢管焊接工艺试验方案 编制: 审核: 批准: 河南水建集团有限公司 清丰县南水北调配套工程施工ⅰ标项目部 2016年8月 页脚内容 目录 一、工程概况............................................0 二、编制依据............................................0 三、施工准备............................................1 四、焊接材料的使用......................................1 五、定位焊要求..........................................1 六、操作.........
热门文档 DN300以上空调水管焊接施工方案
格式:pdf
大小:24KB
页数:6P
人气:54
4.4

钢管及钢筋焊接施工方案作业 安全施工专项方案 编制: 审核: 审批: 信阳河川水利建筑有限公司 2016年3月 钢筋焊接施工方案 1、管道组对拼装 1.1组装前,对管子内壁进行清扫,对管端内、外20mm范围内及坡口内的 油污和锈蚀清除干净,露出金属光泽。 1.2本工程采用外对口器进行对口,管口组对时避免强力组对且应保护钢管 防腐绝缘层。 1.3管道对口应检查对口接头各部尺寸,管端整园、管道找直、错口找平等, 全部符合要求后即可进行定位焊固定,拆除外对口器再全面施焊。 1.4管件、管子组对时,应检查坡口质量,坡口表面不得有裂纹,夹层等缺 陷,管件与法兰组对时,法兰密封面应保持平行,管口应凹进法兰1.3~1.5倍管 壁厚度,不得与法兰接触面平齐。 2、焊接施工设计要求 2.1燃气管道,管件均采用焊接连接。 2.2在确定了材料的焊接性能后,应在工程焊接前对被焊材料进
格式:pdf
大小:209KB
页数:27P
人气:54
4.6

海门市大千热电2#机技改工程 汽轮机组主蒸汽等有关管道 焊接施工方案 编制: 审核: 批准: 2011-7-28发布2011-8-9实施 湖南省工业设备安装有限公司 前言 一、编制说明: 为确保2#机组安全运行,保证机组主蒸汽、排气管道等焊接质量,特制定本方案。本方 案仅适用于海门市大千热电2#机组有关管道的安装施工。本工程主要管道有:主蒸汽管道、排 气管道、汽机本体润滑油系统管道、汽轮机轴封系统管道、汽机本体及汽封冷却器疏水管道、 汽机房除盐水管道、循环冷却水管道等,焊接工艺较为复杂。焊接工作将是管道施工的重中之 重。 二、编制依据: 1、《工业管道工程施工及验收规范》(gbj235-82); 2、《火力发电厂焊接技术规程》dl/t869-2004; 3、《管道焊接接头超声波检验技术规程篇》dl/t820-2002; 4、《钢制承压管道对接焊接接头射线检验技术规程》
格式:pdf
大小:488KB
页数:13P
人气:54
4.5
给排水(空调水管)施工方案 1.通用技术要领: 1)工程所用的管件、管材、阀件等入库前须经监理、业主按要求验明材质、核对质保书、规格、 型号等,入库前还应作外观检查,合格后方能入库,并分门别类做好标识。 2)严格做好隐蔽工程和中间交工工程验收工作,验收工作应由有关方签证认可方为有效,中间 交工应做好接口工作,与土建装修工程的交接应办好交接手续。 3)管道安装前,清除内部污垢和杂物,安装中断或完毕的敞口处,一定要临时封闭好,以免杂 物进入。 4)组装好的管线必须检查管道的标高、坐标及附件是否符合设计要求,连接的平行度垂直度应 符合标准。 5)对关键部位要注意“五防”,即防倒坡、防错接、防松动、防堵塞、防渗漏。 6)管子丝扣连接,套丝时与使用的管件实际情况检查配合情况,加工时,管子螺纹应规则,如 有断丝或缺丝,不得大于螺纹全扣数的10%,管件紧固后,外露2~3牙,并应将外露螺纹
格式:pdf
大小:5KB
页数:2P
人气:54
4.5
布心路北侧dn300给水管方案 原设计布心路北侧东乐路以西段dn300给水管保留,东乐路 以东段dn300给水管由于管位不足不作保留,用户管接dn1000给 水管。根据2015年4月28日和5月8日在项目部各方两次与水务 集团协商,明确以下两个个原则:1)施工期间dn300给水管可废除, 永久恢复dn300给水管,管位根据实际情况布置。2)dn300给水 管废除期间,布心路北侧几个用水点设置临时给水管与现状dn1000 给水管接通。根据以上两个原则我院完善了dn300给水管迁改方案。 (一)永久恢复dn300给水管方案 布心路北侧桩号bxfdk0+146以西段和bxfdk0+546以东段 dn300给水管保留,bxfdk0+146以东至bxfdk0+546段dn300给水 管在施工期间废除,后期恢复一根dn300给水管
格式:pdf
大小:16KB
页数:2P
人气:54
4.5
空调水管施工方案 来源:45#无缝钢管http://www.***.*** 空调水管施工方案 安装准备孔洞、埋件预留管道预制加工防腐处理刷漆保温管道冲洗设备安装水压试验卡架 安装套管安装管道安装 填堵孔洞 系统冲洗 调试 竣工验收 质量控制点及控制措施 分项工程孔洞预留套管安装管道安装防腐处理填堵孔洞质量控制点位置、标高准确套管类型 正确套管水平度、垂直度准确位置、标高、坡度正确消除管道交叉和矛盾除锈、防腐处理砌底根据工 艺确定填堵方法质量控制措施绘制管道留洞图、洞口检查表套管类型根据使用部位进行明确立管套管 管道完成后再固定套管分系统编制专项施工方案绘图解决施工交叉问题认真检查套管调正后固定牢固 分项工程 质量控制点套管与管道的间隙均匀套管出地面高度不一分层分区打压根据做法表要求进行稳固 冲洗砌底
精华文档 DN300以上空调水管焊接施工方案
格式:pdf
大小:1.6MB
页数:22P
人气:54
4.8
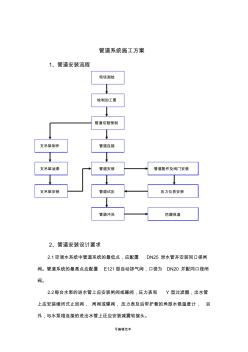
可编辑范本 管道系统施工方案 1、管道安装流程 2、管道安装设计要求 2.1空调水系统中管道系统的最低点,应配置dn25泄水管并安装同口径闸 阀。管道系统的最高点应配置e121型自动排气阀,口径为dn20并配同口径闸 阀。 2.2每台水泵的进水管上应安装闸阀或碟阀,压力表和y型过滤器,出水管 上应安装缓闭式止回阀,闸阀或碟阀,压力表及后带护套的角型水银温度计,另 外,与水泵相连接的进出水管上还应安装减震软接头。 绘制加工图 管道切割预制 管道连接 现场测绘 管道安装 管道试压 管道冲洗 管道配件及阀门安装 压力仪表安装 支吊架制作 支吊架油漆 支吊架安装 防腐保温 可编辑范本 2.3所有阀门的位置,应设置在便于操作与维修的部位,主管上、下部的阀 门,务必安装在平顶下和地面上便于操作维修处。 2.4安装调节阀,碟阀等调节配件时,应注意将操作手柄配置在便于操作的 部位。
格式:pdf
大小:1.7MB
页数:22P
人气:54
4.7
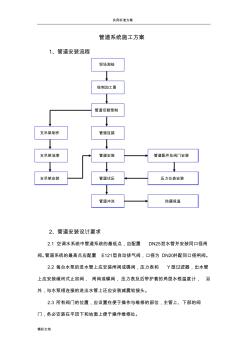
实用标准方案 精彩文档 管道系统施工方案 1、管道安装流程 2、管道安装设计要求 2.1空调水系统中管道系统的最低点,应配置dn25泄水管并安装同口径闸 阀。管道系统的最高点应配置e121型自动排气阀,口径为dn20并配同口径闸阀。 2.2每台水泵的进水管上应安装闸阀或碟阀,压力表和y型过滤器,出水管 上应安装缓闭式止回阀,闸阀或碟阀,压力表及后带护套的角型水银温度计,另 外,与水泵相连接的进出水管上还应安装减震软接头。 2.3所有阀门的位置,应设置在便于操作与维修的部位,主管上、下部的阀 门,务必安装在平顶下和地面上便于操作维修处。 绘制加工图 管道切割预制 管道连接 现场测绘 管道安装 管道试压 管道冲洗 管道配件及阀门安装 压力仪表安装 支吊架制作 支吊架油漆 支吊架安装 防腐保温 实用标准方案 精彩文档 2.4安装调节阀,碟阀等调节配件时,应注意将操作手柄配置在
格式:pdf
大小:1.7MB
页数:22P
人气:54
4.8
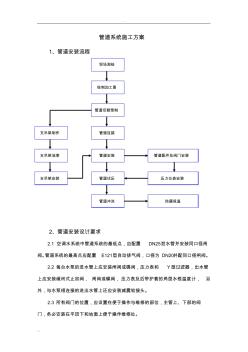
. ... 管道系统施工方案 1、管道安装流程 2、管道安装设计要求 2.1空调水系统中管道系统的最低点,应配置dn25泄水管并安装同口径闸 阀。管道系统的最高点应配置e121型自动排气阀,口径为dn20并配同口径闸阀。 2.2每台水泵的进水管上应安装闸阀或碟阀,压力表和y型过滤器,出水管 上应安装缓闭式止回阀,闸阀或碟阀,压力表及后带护套的角型水银温度计,另 外,与水泵相连接的进出水管上还应安装减震软接头。 2.3所有阀门的位置,应设置在便于操作与维修的部位,主管上、下部的阀 门,务必安装在平顶下和地面上便于操作维修处。 绘制加工图 管道切割预制 管道连接 现场测绘 管道安装 管道试压 管道冲洗 管道配件及阀门安装 压力仪表安装 支吊架制作 支吊架油漆 支吊架安装 防腐保温 . ... 2.4安装调节阀,碟阀等调节配件时,应注意将操作手柄配置在便于操作的 部位
格式:pdf
大小:92KB
页数:9P
人气:54
4.7

施工单位:枣庄矿业集团元创机电工程公司 焊接作业指导书 编制: 审核: 审定: 批准: 焊接施工方案 一、焊接概况 1、本工程管道材料主要为碳素钢管。 2、焊接施工执行869-2004《火力发电厂焊接技术规程》。 二、焊工 1、担任锅炉受压元件焊接的焊工,须持有按《锅炉压力容器压力管道焊工考试与管理规 则》考试合格的合格证,持证焊工所承担的焊接项目必须与持证项目相符。 2、参加焊接的焊工应有较强的责任心,能认真执行国家的各项标准和规范,严格遵守工 艺纪律,按给定的焊接作业指导书或焊接工艺卡的要求施焊。 3、焊工应对所焊焊缝质量负责。当焊口组对不符合要求时,焊工有权拒绝焊接并及时向 焊接检查员报告。当出现重大质量问题时,报告有关人员,不得自行处理。 4、焊缝焊接完毕,应清理焊接飞溅,做好自检工作,并按规定打上焊工钢印,及时填写 焊接记录,上报焊接施工员。 三、焊接材料的管理 1、
格式:pdf
大小:46KB
页数:10P
人气:54
4.4
19 焊接施工方案 一、工程概况: 宁夏圣花米来生物工程有限公司20t链条锅炉改造25t低速循环 流化床锅炉工程,锅炉为dhxf-2.45/400-h型循环流压床锅炉,由江 南诚誉锅炉有限公司设计制造。 dhxf-2.45/400-h型锅炉系采用循环流化床洁净燃烧技术的中温 中压蒸汽锅炉,汽水系统自然循环,“∏”型布置,框架结构,炉膛为 膜式壁,屋部设蛇行管受热面和炉顶包覆管受热面及一次风空气予热 器,燃烧系统由旋风分离器、u型返料器等系统组成。 锅炉在原锅炉房内布置,运转层标高7m,锅炉构架全部为金属结 构。 锅炉焊接工程按《蒸汽锅炉安全技术监察规程》以及《电力建设 施工及验收技术规范》焊接篇dl5007-927施工验收。 二、焊接接工程量: (一)焊接工程概况: 本锅炉主要焊接工作量主要包含省煤器、水冷壁、水冷套、下降 管、上升管、顶棚管、吊管、低温过热
最新文档 DN300以上空调水管焊接施工方案
格式:pdf
大小:241KB
页数:10P
人气:54
4.7

给排水(空调水管)施工方案 1.通用技术要领: 1)工程所用的管件、管材、阀件等入库前须经监理、业主按要求验明材质、 核对质保书、规格、型号等,入库前还应作外观检查,合格后方能入库, 并分门别类做好标识。 2)严格做好隐蔽工程和中间交工工程验收工作,验收工作应由有关方签证认 可方为有效,中间交工应做好接口工作,与土建装修工程的交接应办好交 接手续。 3)管道安装前,清除内部污垢和杂物,安装中断或完毕的敞口处,一定要临 时封闭好,以免杂物进入。 4)组装好的管线必须检查管道的标高、坐标及附件是否符合设计要求,连接 的平行度垂直度应符合标准。 5)对关键部位要注意“五防”,即防倒坡、防错接、防松动、防堵塞、防渗 漏。 6)管子丝扣连接,套丝时与使用的管件实际情况检查配合情况,加工时,管 子螺纹应规则,如有断丝或缺丝,不得大于螺纹全扣数的10%,管件紧固 后,外露2~3
格式:pdf
大小:719KB
页数:7P
人气:54
4.4
管道焊接施工方案 一、工程概况 本工程为山东莱钢永锋钢铁有限公司制冷站管道安装,主要是无缝钢管和螺 旋焊管,碳钢管道主要为焊接。 二、编制依据 1、设计图纸,甲方现场要求; 2、《金属管道焊接工艺手册》。 三、管道施工要求 1、管道切口质量应符合下列规定: ⑴切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、 铁屑等; ⑵切口端面倾斜偏差不应大于管子外径的1%,且不得超过3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案规定进行。 2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并 按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。 3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实 测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。 4、管道对接焊缝位置应符合下列规定: ⑴管道位置距离弯管的弯曲起点不得小于管
格式:pdf
大小:374KB
页数:33P
人气:54
4.5

第1页 目录 1、编制说明.............................................................2 2、工程概况.............................................................2 3、工程主要实物量.......................................................3 4、施工组织.............................................................4 5、主要施工机具及材料计划...............................................7 6、工艺管道焊接程序..................................
格式:pdf
大小:21KB
页数:5P
人气:54
4.5
钢管焊接施工方案 钢管安装前,对进入现场的钢管必须检查验收。检查钢管是否有合格 证,无合格证者不得进入施工现场。对钢管几何尺寸、外防腐进行检查, 几何尺寸不合格和外防腐破损的与业主联系进行返修。返修合格后进入现 场。焊接人员必须具有锅炉压力容器焊工合格证。钢管吊装时严禁破坏防 腐层,采用尼龙编织带吊装。 管道安装前,管节应逐根测量、编号,宜选用管径相差最小的管节组 对焊接。管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚及 下管方法确定。 一、接口焊接 钢管部分采用先在槽边进行组焊,将三节管组装焊接后再进行下管组 装的方法,钢管吊装用25t吊车。本工程钢管安装采用现场手工电弧焊接, 双面焊形式,坡口形式为“v”型坡口,管节焊接前先修口,端面的坡口角 度、钝边、间隙等要满足规范要求,不得在对口间隙夹焊帮条或用加热法 缩小间隙施焊。纵向焊缝放在管道中心垂线上半圆的45度左右处。对口
格式:pdf
大小:33KB
页数:13P
人气:54
4.8

兰州市七里河区脱贫攻坚农村饮水安全 巩固提升工程(六标段) 管道安装专项施工方案 审定: 审核: 编制: 甘肃正德工程建设集团有限公司 二0一八年八月 目录 第一节编制依据 第二节工程概况 第三节管道安装工程 第四节安全技术措施 第五节环境保护措施 第六节安全管理措施 第七节施工现场临时用电安全措施 第一节编制依据 1、依据招标文件、设计图纸。 2、依据我公司有关项目施工工程质量、技术、安全等管理文件。 3、依据施工现场踏勘情况。 4、依据我公司同类工程的施工综合经验。 5、依据我公司对工程的施工总体部署和管理目标。 6、依据我公司的技术力量、机械设备条件。 7、依据国家现行建筑、水利水电工程施工技术规范、规程和标准。 8、依据《中华人民共和国建筑法》、《中华人民共和国投标法》。 9、依据《甘肃省工程建设施工招投标管理办法》。 10、《给水排水工程管道施
格式:pdf
大小:16KB
页数:5P
人气:54
4.3
. 精选范本 钢管焊接施工方案 一、焊接要求 1、一般规定 凡参加工业管道焊接的焊工,应按《现场设备、工业管道焊接工 程施工及验收规范》的规定,进行焊工考试,并取得所施焊范围的合 格资格。取得施焊合格资格的焊工,在施焊过程中应按批准(或规定) 的焊接工艺指导书进行焊接,工序间应有交接手续。 焊接对材料的要求:焊接工程中所用的母材和焊接材料应具有出 厂质量合格书或质量复验报告,应优选用列入国家标准或部颁标准的 母材和焊接材料。 焊接对设计文件的要求:设计文件必须标明母材、焊接材料、焊 缝级别及接头形式并对焊接方法、焊前预热、焊后处理及焊接检验提 出明确要求。 2、焊接工艺要求 (1)焊缝的设置应避开应力集中区,并便于焊接和热处理。一般 应符合下列要求: 钢板卷同一管节上两相邻纵缝之间的距离不应小于300mm;钢板 卷管相邻管节组对时,纵缝之间的距离应大于3倍壁厚,且不应小于
格式:pdf
大小:16KB
页数:4P
人气:54
4.4
钢管焊接施工方案 钢管安装前,对进入现场的钢管必须检查验收。检查钢管是否有合格证,无合格证 者不得进入施工现场。对钢管几何尺寸、外防腐进行检查,几何尺寸不合格和外防腐破 损的与业主联系进行返修。返修合格后进入现场。焊接人员必须具有锅炉压力容器焊工 合格证。钢管吊装时严禁破坏防腐层,采用尼龙编织带吊装。 管道安装前,管节应逐根测量、编号,宜选用管径相差最小的管节组对焊接。管节 组成管段下管时,管段的长度、吊距,应根据管径、壁厚及下管方法确定。 一、接口焊接 钢管部分采用先在槽边进行组焊,将三节管组装焊接后再进行下管组装的方法,钢 管吊装用25t吊车。本工程钢管安装采用现场手工电弧焊接,双面焊形式,坡口形式为 “v”型坡口,管节焊接前先修口,端面的坡口角度、钝边、间隙等要满足规范要求, 不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。纵向焊缝放在管道中心垂线上半圆 的45度左右处。对口时外
格式:pdf
大小:488KB
页数:10P
人气:54
4.6

页眉内容 页脚内容 河南水建集团有限公司 清丰县南水北调配套工程施工ⅰ标 钢管焊接工艺试验方案 编制: 审核: 批准: 河南水建集团有限公司 清丰县南水北调配套工程施工ⅰ标项目部 2016年8月 页脚内容 目录 一、工程概况............................................0 二、编制依据............................................0 三、施工准备............................................1 四、焊接材料的使用......................................1 五、定位焊要求..........................................1 六、操作.........
格式:pdf
大小:23KB
页数:6P
人气:54
4.6

兰州市七里河区脱贫攻坚农村饮水安全 巩固提升工程(六标段) 管道安装专项施工方案 审定: 审核: 编制: 甘肃正德工程建设集团有限公司 二0一八年八月 最新可编辑word文档 目录 第一节编制依据 第二节工程概况 第三节管道安装工程 第四节安全技术措施 第五节环境保护措施 第六节安全管理措施 第七节施工现场临时用电安全措施 最新可编辑word文档 第一节编制依据 1、依据招标文件、设计图纸。 2、依据我公司有关项目施工工程质量、技术、安全等管理文件。 3、依据施工现场踏勘情况。 4、依据我公司同类工程的施工综合经验。 5、依据我公司对工程的施工总体部署和管理目标。 6、依据我公司的技术力量、机械设备条件。 7、依据国家现行建筑、水利水电工程施工技术规范、规程和标准。 8、依据《中华人民共和国建筑法》、《中华人民共和国投标法》。 9、依据《甘
格式:pdf
大小:63KB
页数:10P
人气:54
4.3

管道焊接施工方案 管道焊接施工方案 <2012c版> 管道焊接施工方案 1、目的 为保证焊接这一特殊工序的全过程能得到有效的控制和顺利的实施,确保管 道焊接的质量和施工进度,特编制管道焊接方案用以指导现场的焊接工作。 2、适用范围 本方案的适用范围:宁波##扩能项目硝苯工程的工艺管道(碳钢、不锈钢、 合金钢)的焊接施工(包含预制),不包含消防管道的焊接施工。 3、编制依据及引用标准 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备工业管道焊接工程施工及验收规范》 sh3501-2002《石油化工有毒、可燃介质管道工程施工及验收规范》 gb50184-93《工业金属管道的检查及评定标准》 jb4708-2000《钢制压力容器焊接工艺评定》 4、工程概况 4.1见管道预制方案。 5、工作条件 5.1人员要求: 5.1.
文辑创建者
我要分享 >
职位:项目管理工程师助理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐