Fe-VC复合材料与钢的钨极氩弧焊焊接
2025-03-12
采用钨极氩弧焊(TIG)和奥氏体不锈钢焊丝ER309L作为填充金属,对Fe-VC复合材料与45~#钢的可焊性进行了研究。借助X衍射仪、扫描电镜分析焊缝金属的物相结构和组织形貌;应用电子探针测试了合金元素在焊缝中的成分分布;按照国家标准,测试了焊接接头的拉伸强度。结果表明:复合材料与45~#钢实现了良好的冶金结合,合金元素在焊缝中呈梯度分布,拉伸试样的断裂位置均在复合材料处,表明所采用的焊接方法可靠,能够满足异种金属的焊接要求。

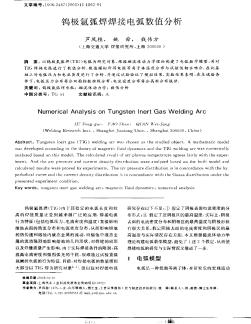
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
编辑推荐下载
格式:pdf
大小:486KB
页数:14P
人气:63
 4.6
4.6
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
格式:pdf
大小:41KB
页数:5P
人气:63
4.6
1/5 手工钨极氩弧焊焊接作业指导书 一、焊接接头及坡口形式 焊接接头主要有对接接头、角接接头两种型式。 为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成v型坡口。坡 口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调 整焊缝的性能。 二、管道焊前准备 1、焊接工艺评定及焊工考试 焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道 焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设 备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担 任合格项目范围内的压力管道焊接工作。 2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任 工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导 3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管 道组对时,对坡口及其内表面进行清理,将表
热门文档 Fe-VC复合材料与钢的钨极氩弧焊焊接
格式:pdf
大小:204KB
页数:3P
人气:63
3
钨极氩弧焊重熔堆焊层的空蚀性能——采用tig(钨极氩弧焊)表面重熔工艺对耐空泡腐蚀堆焊材料进行改性加工,与磨削表面加工对比研究了tig表面重熔对空泡腐蚀的影响。结果表明:在45h空泡腐蚀试验后,磨削试样的累积失重量是tig表面重熔试样的1.57倍;相变产生的...
格式:pdf
大小:88KB
页数:2P
人气:63
3
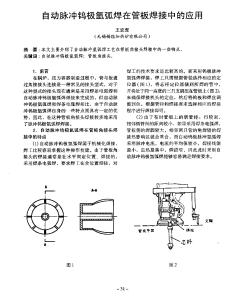
自动脉冲钨极氩弧焊在管板焊接中的应用——本文主要介绍了自动脉冲氩弧焊工艺在管板角接头焊接中的一些特点。
格式:pdf
大小:595KB
页数:4P
人气:63
3
以空气为舱内加压气体的钨极氩弧焊接——研究了1~700kpa空气作用下的钨极氩弧焊接。气体爆炸试验表明,压缩空气虽然不爆炸但是显著助燃,高压焊接试验舱舱内设备需要采取防燃措施。采用较大的氩气流量,可以实现高压空气之下良好的电弧和熔池保护。自动焊机用...
精华文档 Fe-VC复合材料与钢的钨极氩弧焊焊接
格式:pdf
大小:542KB
页数:4P
人气:63
3
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrodetig,t-tig)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极tig电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...
格式:pdf
大小:289KB
页数:3P
人气:63
3
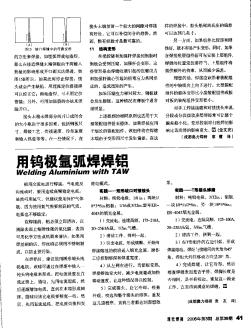
防锈铝合金的钨极氩弧焊——防锈铝合金是用于焊接铝结构件的主要材料,在焊接生产中常常遇到一些困难。文中详细介绍几种常用防锈铝音金的焊接特点及实用的焊接技术,包括焊丝选用、坡1:2准备、焊前清理以及焊接过程中应注意的一些问蹉。
格式:docx
大小:62KB
页数:未知
人气:63
3

 钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测 钨极氩弧焊熔透熔池塌陷倾向的预测——对钨极氩弧焊(gtaw)全熔透熔池进行受力分析,建立熔透熔池的力学模型,提出熔池塌陷的力学判据。利用所建立模型计算并讨论影响熔池塌陷的各个作用力的动态变化、大小和百分比组成,并预测钨极氩弧焊焊接不锈钢和低碳钢薄板...
格式:pdf
大小:135KB
页数:3P
人气:63
3

脉冲钨极氩弧焊控制电路的研究——通过对电流波形,程控流程、电路原理的阐述,介绍了一咱脉冲氩弧焊机的控制方案。

最新文档 Fe-VC复合材料与钢的钨极氩弧焊焊接
格式:pdf
大小:168KB
页数:3P
人气:63
3
大型铝排的钨极氩弧焊——通过对大型铝排焊接特点的分析、熔化极与非熔化极氩弧焊方法的比较,提出了应用非熔化极氩孤焊方法焊接大型铝的可行性,并通过一系列焊接试验完善了焊接工艺,为大型铝排的焊接开创了一条经济实用的途径。
格式:pdf
大小:47KB
页数:1P
人气:63
3
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。
格式:pdf
大小:157KB
页数:3P
人气:63
3
手工钨极氩弧焊焊接铝及铝合金焊缝气孔的研究——手工钨极氩弧焊焊接铝及铝合金焊缝气孔的研究
格式:pdf
大小:194KB
页数:4P
人气:63
3
电极因素对钨极氩弧焊焊接工艺性的影响——电极因素是决定tig焊电弧物理特性的重要因素,进而直接影响到焊接的工艺性,影响到焊缝成形质量和焊接生产效率。介绍了tig焊不同的电极因素在相同规范下所表现出不同的工艺性。
格式:docx
大小:36KB
页数:未知
人气:63
3
钨极氩弧焊的焊接安全与卫生防护 钨极氩弧焊的焊接安全与卫生防护——本文结合钨极氩弧焊的焊接特点,介绍了焊接作业中存在的主要危险因素和有害因素;并对钨极氩弧焊的焊接安全要点和卫生防护的必要性进行了概括总结。
格式:docx
大小:44KB
页数:未知
人气:63
3
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。
格式:pdf
大小:101KB
页数:2P
人气:63
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。
格式:pdf
大小:126KB
页数:3P
人气:63
4.4
磁极线圈铜排钨极氩弧焊焊接工艺改进 通过对t2纯铜进行焊接性分析,对厚截面磁极线圈t2铜排的tig焊接工艺进行合理的改进。通过改进,实现了厚截面t2铜排不需高温预热就可进行tig焊接,并经外观检查、渗透探伤及力学性能检验,各项指标均合格,达到标准要求。
格式:pdf
大小:284KB
页数:未知
人气:63
4.6
自制简易钨极氩弧焊机在铝制容器焊接中的应用 一、问题的提出我厂为北京造纸总厂制作两台过氧化氢罐车用铝罐,其结构型式如图1所示。罐体材料:l_1工业纯铝;罐体板厚:8mm;罐体规格:3980×1630×1190mm。根据图纸技术要求,若采用氧-乙炔气焊,是很难保证产品焊接质量的。焊接铝及其铝合金时,最为理想的焊接方法是采用手工交流钨极氩弧焊。因为采用手工交流钨极氩弧焊焊铝,具有许多优点:如热量集中、电弧稳定,另外,由于氩气的保护作用和氩离子对氧化膜的阴极
文辑创建者
我要分享 >
职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐