GBT2828在可锻铸铁管件标准中的应用
2025-02-18
GB/2828.1-2003标准 在 GB/T3287-2011标准中的应用 可锻铸铁管路连接件标准( GB/T3287-2011)在第七章 中表述了管件的检验项目及规则,并按照检验项目依据 GB/T2828 标准给出了相应的条件和说明。但是,单单依据 GB/T3287或 GB/T2828 标准是无法实施抽样检测的。因为, GB/T3287-2011 标准中出厂检验规则和型式检验规则只是引 用了 GB/T2828 标准中的某些条款,并不是一个可以直接操 作的抽样检验方案。 要想既准确无误又方便快捷地执行 GB/T3287-2011 标准 第七章的条款,就必须认真阅读深入理解 GB/T3287-2011 的 第七章和 GB/T2828.1-2003 标准。并将这两个标准按照相对 应的条款紧密结合起来一并使用才具备可操作性。 例如, GB/T3287-2011 中 7.1.2 规定出厂检验采用

 提高可锻铸铁管件工艺出品率实践
提高可锻铸铁管件工艺出品率实践 提高可锻铸铁管件工艺出品率实践
改进浇冒系统 减少可锻铸铁管件废品的体会 我厂是可锻铸铁管件铸造厂,生产中规格较大的管件(3″,4″)合格率偏低。通过分析,废品主要为冲砂和渣眼等。原工艺布置简图如图1所示。
编辑推荐下载
格式:pdf
大小:130KB
页数:未知
人气:77
 4.5
4.5
CJ/T 137-2008 给水衬塑可锻铸铁管件 住房和城乡建设部于2008年6月5日批准发布了《给水衬塑可锻铸铁管件》(cj/t137—2008)城镇建设行业标准,于2008年11月1日起实施。现将标准主要技术内容介绍如下:
格式:pdf
大小:119KB
页数:1P
人气:77
4.5
浅谈可锻铸铁管件的综合工艺改善 可锻铸铁管件在日常生活中得到了越来越广泛的应用。从水暖接头、石油管路到高精密设备的管路安装,人们对管件的质量提出了更高的要求,因此可锻铸铁管件的综合性能改善迫在眉睫。本文从常用的三通管件入手,列出了工厂目前存在的技术工艺问题,分析了影响管件性能的根本原因,并从原材料控制、熔炼工艺、造型工艺、热处理方式等几方面探讨改善性能的途径。
热门文档 GBT2828在可锻铸铁管件标准中的应用
格式:pdf
大小:201KB
页数:未知
人气:77
4.3
可锻铸铁管件热浸镀锌工艺 热浸镀锌应用较广泛,具有工艺简单,经济实用等优点,是理想的防锈蚀措施。如可锻铸铁管件和钢质架构件的表面防锈蚀处理,多采用热浸镀锌来代替涂漆和化学镀锌。热浸镀锌的工艺方法是把被镀件浸入高温的锌液中,停留数秒钟使两者之间的原子相互
格式:pdf
大小:76KB
页数:5P
人气:77
4.4

pn10pn16pn25月份(元/kg)pn10 dn8077.47.47.41308.8265.27 dn1007.2999.51308.8279.38 dn1257.811.511.512.11358.82101.43 dn15014.214.215.21358.82125.24 dn2008.420.520221408.82180.81 dn25092827.531.51458.82246.96 dn3009.63736.5421508.82326.34 dn35010.24548561558.82396.9 dn40010.85560711608.82485.1 dn45011.466.576.587.51658.82586.53 dn
精华文档 GBT2828在可锻铸铁管件标准中的应用
格式:pdf
大小:285KB
页数:3P
人气:77
4.4
铸铁管件镀层研究 铸铁管件是广泛应用于生活和工业生产的输送液体(水、油等)的工具,由于铸铁管件的耐腐蚀性差,易于生锈,刁利于长期使用。为了防止铸铁管件的锈蚀,延长其使用寿命,可将铸铁管件的表面进行镀层处理,本文对铸铁管件表面镀层实验逆行研究和讨论(镀层为钛—镍—磷合金,另加有少量lud3)。
格式:pdf
大小:25KB
页数:1P
人气:77
4.4
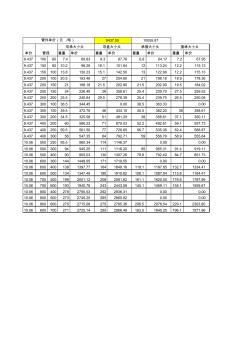
重量单价重量单价重量单价重量单价 9.437100807.469.839.387.766.864.177.267.95 9.4371508010.296.2616.1151.9412113.2412.2115.13 9.43715010013.8130.2315.1142.5013122.6812.2115.13 9.43720010020.5193.4627254.8021198.1818.9178.36 9.43720015021198.1821.5202.9021.5202.9019.5184.02 9.43725015024226.4938358.6125.4239.7027.5259.52 9.43725020025.5240.6429.
格式:pdf
大小:1.4MB
页数:12P
人气:77
4.4

45°弯头 公称口径 dg 尺寸,mm lr 507076 757689 10079102 12598114 150103127 200127152 250151178 300160203 返回列表下一页 90°短弯头 公称口径 dg 尺寸,mm lr 5011476 7512789 100140102 125165114 150178127 200216152 250254178 300279203 上一页返回列表下一页 90°中弯头 公称口径 dg 尺寸,mm lr 50165127 75178140 100191152 125216165 150229178 200267203 250305229 上一页返回列表
格式:pdf
大小:6KB
页数:2P
人气:77
4.8
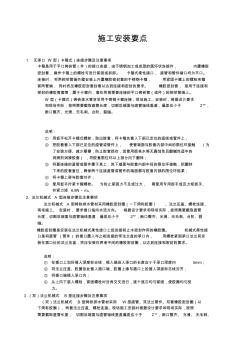
施工安装要点 1.无承口w型(卡箍式)连接步骤及注意事项 卡箍是用于平口铸铁管(件)的接口连接,由不锈钢加工或成型的圆环状连接件,内置橡胶 密封套,操作卡箍上的螺栓可进行紧固或拆卸。卡箍式柔性接口,直管和管件端口均为平口。 连接时,将两相邻管端外壁安装上内置橡胶密封套的不锈钢卡箍,用紧固卡箍上的螺栓来箍 紧两管端,同时挤压橡胶密封套封套以达到连接和密封的要求。橡胶密封套,是用于连接和 密封的橡胶管套筒,置于卡箍内,套在两根需要连接的平口铸铁管(或件)的相邻管端上。 w型(卡箍式)铸铁排水管材采用不锈钢卡箍连接,现场施工、安装时,根据设计要求 和现场实际,按照需要截取直管长度,切割后端面与直管轴线垂直,偏差应小于2°, 断口整齐、光滑、无毛刺、台阶、裂缝。 说明: ①用扳手松开卡箍式螺栓,取出胶套,将卡箍先套入下部已定位的直线或管件上; ②把胶套套入下部已定位的直
最新文档 GBT2828在可锻铸铁管件标准中的应用
格式:pdf
大小:1.4MB
页数:12P
人气:77
4.8

个人收集整理仅供参考学习 45°弯头 公称口径 dg 尺寸,mm lr 507076 757689 10079102 12598114 150103127 200127152 250151178 300160203 返回列表下一页 90°短弯头 公称口径 dg 尺寸,mm lr 5011476 7512789 100140102 125165114 150178127 200216152 250254178 300279203 上一页返回列表下一页 90°中弯头 公称口径 dg 尺寸,mm lr 50165127 75178140 100191152 125216165 150229178 200267203 个人收集整理
格式:pdf
大小:415KB
页数:未知
人气:77
4.6
铸铁管件中性铵盐滚镀锌 铸铁管件在5%hf和15%hcl的溶液中酸洗6min,再在5~10%h_2so_4与5~7%hf中活化5~15s,然后在中性铵盐镀液中滚镀及镀后处理。镀液稳定,分散能力和覆盖能力均较好,内壁全部镀上锌,经盐雾试验3周期,不泛白点,达到部颁标准。镀层结合力好,光亮度好。
格式:pdf
大小:206KB
页数:2P
人气:77
4.5
浅谈铸铁管件在盐水工序的应用 简要探讨盐水工序碱液、灰乳的输送对管线材质的要求,介绍铸铁管件的性质及在盐水工序的应用。
格式:pdf
大小:908KB
页数:51P
人气:77
4.4

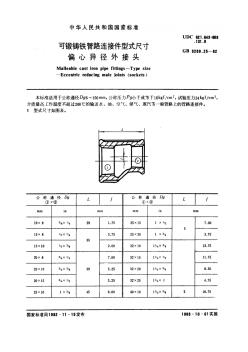
本标准参照采用iso2531—86《耐压管道用球墨铸铁直管、管件及附件》,球墨铸铁管件的使用应参照有 关管道设计、施工规范。 1主题内容与适用范围 本标准规定了柔性接口球墨铸铁管件的分类、尺寸、外形、重量、技术要求、试验方法、检验规则、 标志、包装和质量证明书等。 本标准适用于输送水、煤气及其他流体管道用柔性接口球墨铸铁管件(以下简称管件)。 2引用标准 gb223钢铁及合金化学分析方法 gb228金属拉伸试验方法 gb231金属布氏硬度试验法 gb1348球墨铸铁件 gb8715柔性机械接口铸铁管件 gb13295离心铸造球墨铸铁管 3分类 管件采用柔性接口、按接口形式分为机械、滑入式两类。机械接口形式分为n1型、x型和s型三种。 滑入式接口形式为t型。根据需方要求,亦可采用其他接口形式。 接口形式应在合同中注明。 管件所用的压兰、螺栓、螺母、胶圈、
格式:pdf
大小:514KB
页数:28P
人气:77
4.4
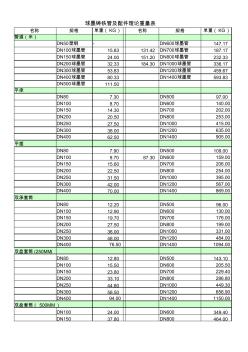
名称规格单重(kg)名称规格单重(kg) 管道(米) dn50塑钢-dn600球墨管147.17 dn100球墨管15.83131.42dn700球墨管187.17 dn150球墨管24.00151.20dn800球墨管232.33 dn200球墨管32.33184.30dn1000球墨管336.17 dn300球墨管53.83dn1200球墨管459.67 dn400球墨管80.33dn1400球墨管593.83 dn500球墨管111.50 平承 dn807.30dn50097.00 dn1008.70dn600140.00 dn15014.30dn700202.00 dn20020.50dn800253.00 dn25027.50dn1000415.00 dn30038.00dn120063
格式:pdf
大小:425KB
页数:2P
人气:77
4.8
薄壁高铬铸铁管件的铸造工艺 高铬铸铁具有良好的耐磨性,但它是一种脆性材料,薄壁的高铬铸铁还有巨大的开裂倾向,铸造难度较高。本文介绍了通过成分选择和工艺控制,成功铸造出外观无缺陷、不开裂、尺寸合格和硬度达标的薄壁高铬铸铁管件。
格式:pdf
大小:250KB
页数:未知
人气:77
4.4
薄壁高铬铸铁管件铸造工艺研究 近年来,我公司承接了几个国外公司的疏浚管件生产任务,作为过流部件要求质量很高,铸件材质采用高铬白口铸铁,铸件表面必须没有缩孔、气孔、夹砂、裂纹等缺陷,热处理后硬度大于58hrc,又因为此铸件壁厚很薄,铸造难度较高,因此,制定合理的铸造工艺和选择合适的化学成分是生产出质量合格管件的关键。
格式:pdf
大小:324KB
页数:未知
人气:77
4.5
美国际贸易委员会对中国非可锻性铸铁管件启动快速日落复审 2013年10月21日,美国际贸易委员会发布公告,决定对适用于中国非可锻性铸铁管件(non—malleablecastironpipefittings)的反倾销税令进行快速日落复审,以确定取消上述反倾销税是否有可能导致损害继续或再度发生。
文辑创建者
我要分享 >
职位:建筑环境与设备工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐