GHS70级气体保护焊丝用盘条研制及焊接性能
2024-06-01
为保证低合金高强度钢(HSLA)焊接结构的安全性,研究生产具有相应强度并有优良的抗裂性能和足够的塑韧性的焊材,以满足低合金高强度钢的焊接性能。采用真空感应炉冶炼,将原材料进行除锈、去水分、去油污,控制浇注温度在熔点偏上30~50℃,并严格控制钢锭和盘条的表面质量、化学成分和金相组织。所研制的气体保护焊丝非金属夹杂物中氧化物和硫化物分别为1.0级和0.5级,焊接后熔敷金属在-20℃的低温冲击功大于120J,抗拉强度790 MPa,断面收缩率67.5%,焊缝金相组织为先共析铁素体、针状铁素体和少量贝氏体,保证了焊接金属的强韧性。

酒钢研制生产er70s-6co2气体保护焊丝用盘条——酒钢研制生产er70s-6co2气体保护焊丝用盘条
气体保护焊丝用钢盘条er70s—6试制工艺初探——本文介绍r气体保护焊丝用钢盘条er70s~6钢采用转炉冶炼、方坯连铸、lf钢包精炼及高线轧制工艺试制情况,并对er70s~6钢的试制工艺进行了分析和研究。
编辑推荐下载
格式:pdf
大小:114KB
页数:18P
人气:80
 4.6
4.6

co2气体保护焊丝 符合:gber49-1 ) 说明:mg49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的mnsi联合 脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊 缝力学性能。 用途:主要用于低碳钢、低合金钢如16mn、15mnv钢制造的车辆、船舶、 建筑机械等结构件气体保护焊。 焊丝化学成分:(%) csimncrnispcu ≤0.110.65~0.951.80~2.10≤0.20≤0.30≤0.030≤0.030≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)常温 ≥490≥372≥20≥47 焊丝规格: 直径(mm)0.81.01.21.62.02.53.2 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。 mg49
格式:pdf
大小:102KB
页数:2P
人气:80
3
耐候富氩混合气体保护焊丝的研制——介绍耐候富氩混合气体保护焊丝的冶炼、轧制、拉拔及检测的过程。所试制的焊丝与母材匹配良好,其焊接性能试验表明:dh≥440mpa,眠(一40℃)≥47j,agv(常温)~>80j,兼具其他优良性能,适用于机车车辆等耐大气腐蚀用钢的焊接...
热门文档 GHS70级气体保护焊丝用盘条研制及焊接性能
格式:pdf
大小:106KB
页数:未知
人气:80
4.8
 CO_2气体保护焊丝焊接飞溅原因及预防措施
CO_2气体保护焊丝焊接飞溅原因及预防措施 介绍co2气体保护焊丝焊接飞溅原因及预防措施。以er50-6为例,从co2气体保护焊丝原料成分、焊丝生产工艺过程控制和焊接工艺参数3方面分析引起焊接飞溅的因素,给出co2气体保护焊丝焊接时金属飞溅的预防措施:(1)严格控制焊丝原料各成分含量,尤其是c的质量分数不能超过0.08%;(2)加强焊丝生产工艺过程控制,模具6h更换一次,拉拔油12h彻底更换一次;(3)选择合适的焊接工艺参数,焊枪倾斜角度不能超过20°,焊丝的伸出长度为直径的10~12倍;(4)在焊丝表面涂覆活性剂;(5)在co2中加入氩气。以上措施可有效减少焊接过程焊接飞溅的产生。
格式:pdf
大小:1.2MB
页数:3P
人气:80
4.8
金属粉芯型气体保护焊丝在管道焊接中的应用 金属粉芯型气体保护焊丝被评价为\"代替实芯焊丝的焊接材料\
格式:pdf
大小:12KB
页数:1P
人气:80
4.6
co2气体保护焊在工程机械结构件中的使用率占有70%,对于co2气体保护焊的焊接结构件的提升研究还在不断的进行中。目前我国工程机械中使用来那个最大的是er50-6型焊丝。本文将通过对co2气体焊接保护焊技术的特点进行概述,又对此技术在焊接时产生的最大缺点金属材料焊接时飞溅的原因以及预防措施进行分析。
格式:pdf
大小:951KB
页数:6P
人气:80
4.4
X80管线钢用气体保护焊丝的研制 为了满足x80管线钢焊接时的强度、冲击韧性等性能要求,设计了以mn-ni-mo-ti-b为合金系的焊丝。确定了x80管线钢用气体保护焊丝熔敷金属组织应以大量针状铁素体和少量粒状贝氏体的复合组织为主,同时明确了焊丝的化学成分。试验分析表明,所用焊丝熔敷金属强度、冲击韧性和硬度等均达到了要求值。焊缝熔敷金属显微组织也达到了设计目标,即获得了以针状铁素体为主,其间弥散析出少量粒状贝氏体的焊缝复合组织。同时利用扫描电镜对冲击断口形貌进行了分析,断口具有典型的韧窝。最后利用透射电镜探究了针状铁素体在夹杂物表面的形核机理。
格式:pdf
大小:54KB
页数:1P
人气:80
3
“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺——“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺
精华文档 GHS70级气体保护焊丝用盘条研制及焊接性能
格式:pdf
大小:10KB
页数:1P
人气:80
4.6
co2气体保护焊丝的焊接应用技术 【摘要】co2气体保护焊是一种以二氧化碳气为保护气体进行焊接的方法, 在应用和操作方面相对简单,适合自动焊和全方位焊接,因此在建筑、机械制造 等多个领域得到了广泛应用。本文对co2气体保护焊的优点进行了分析,并针 对其焊接过程中存在的金属飞溅现象进行了讨论,提出了有效的解决措施。 【关键词】co2气体保护焊;焊接;应用 1前言 co2气体保护焊是一种以二氧化碳气为保护气体的高效焊接技术,凭借其 自身较高的施工效率、较低的施工成本和能耗等特点,在石油、化工、电力、船 舶、机械等领域得到了广泛应用,可以实现对于低碳钢、低合金等钢铁材料的高 效焊接,更可以针对不同厚度工件的任意位置进行焊接,有利于实现自动化生产。 co2气体保护焊在应用操作方面非常简单,适合自动焊和全方位焊接,但是在 焊接过程中,抗风能力相对较差,因此一般都是在室内作业
格式:pdf
大小:12KB
页数:1P
人气:80
4.6
co2气体保护焊在工程机械结构件中的使用率占有70%,对于co2气体保护焊的焊接结构件的提升研究还在不断的进行中。目前我国工程机械中使用来那个最大的是er50-6型焊丝。本文将通过对co2气体焊接保护焊技术的特点进行概述,又对此技术在焊接时产生的最大缺点金属材料焊接时飞溅的原因以及预防措施进行分析。
格式:pdf
大小:93KB
页数:未知
人气:80
4.4
CO2气体保护焊丝焊接应用技术探讨 co2气体保护焊具有高效、节能、焊接变形小、焊缝成形美观等优点,且随着国产co2气体保护焊机和焊丝开发应用,只要合理使用co2气体保护焊,其在汽车工业中有很大的使用价值。
格式:pdf
大小:61KB
页数:8P
人气:80
4.7
二氧化碳气保焊丝,气体保护焊丝 符合:gber50-6 awser70s-6 相当:dinsg 2 bsa18 jisygm12 说明:mg50-6是镀铜低合金钢气体保护焊丝,采用co2或富氩作保护气体进 行施焊。具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊 缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。 用途:适用于碳钢及500mpa级低合金钢的单道及多道焊(如车辆、桥梁、 建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。 焊丝化学成分:(%) cmnsispcu 0.06~ 0.15 1.40~1.850.80~1.15≤0.035≤0.025≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)-30℃ ≥500≥420≥22≥27
格式:pdf
大小:152KB
页数:3P
人气:80
3

富氩混合气体保护焊用焊丝的研制——在进行富氩混合气体保护焊与co气体保护焊对比试验的基础上·研制开发了耐候钢和普通低合金钢用富氩焊丝,并成功地应用在铁路货车的帝l造上。
最新文档 GHS70级气体保护焊丝用盘条研制及焊接性能
格式:pdf
大小:154KB
页数:2P
人气:80
4.8
二氧化碳气体保护焊丝与埋弧焊剂配合焊接方法探索 传统埋弧焊机只用于自动焊,平时利用率较低,而目前co2气保焊机(co2气保焊机的单价是埋弧焊机的1/3左右)普遍用于手工焊接,几乎每个焊工一台,采用埋弧焊剂+co2气保焊丝混合焊接方法是一种打破常规的创新,既可充分利用现有资源,节约生产成本,提高经济效益,又能大大减轻员工的劳动力,同时还能取得较好的焊缝力学性能及焊缝外观质量外,提高焊缝的整体质量。
格式:pdf
大小:1.0MB
页数:3P
人气:80
4.4
2008年气体保护焊丝及酸性碳钢焊条产品质量国家监督抽查工作概要 1气体保护焊丝及酸性碳钢焊条国家监督抽查情况概述为保证各类焊接结构的安全性、促进国内焊接材料制造行业的技术进步,加强国家对焊接材料产品质量的监督管理,2008年第4季度国家质检总局组织了
格式:pdf
大小:38KB
页数:5P
人气:80
4.6

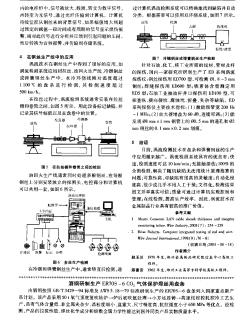
设备购置技术标书审批表 2014年5月4日 设备名称co2气体保护焊丝购置数量300kg 计划来源2014年5月生产计划 主要技术参数 1、焊丝类型:实芯 2、焊丝型号:er50-6 3、焊丝直径:1.2mm 项目提报单位 设备管理 中心 技术部 分管领导 第一节供货范围、技术规格、参数与要求 一、货物需求一览表 序号名称规格型号单位数量交货时间交货地点备注 1 co2气体 保护焊丝 er50-6kg300 每盘 20kg 2. 3. 4. 5. 6. ⋯⋯ 二、使用环境 1.工作环境 1.1周围环境温度:-10℃~35℃。 1.2设备安装场所海拔高度:不低于1200m。 1.3周围空气相对湿度:95%(在25℃时)。 1.4使用电源:ac380v,50hz。 1.5使用地点:室内、外使用。 1.6使用
格式:pdf
大小:38KB
页数:5P
人气:80
4.8

设备购置技术标书审批表 2014年6月12日 设备名称co2气体保护焊丝购置数量300kg 计划来源2014年5月生产计划 主要技术参数 1、焊丝类型:药芯 2、焊丝型号:e501t-1 3、焊丝直径:1.2mm 项目提报单位 设备管理 中心 技术部 分管领导 第一节供货范围、技术规格、参数与要求 一、货物需求一览表 序号名称规格型号单位数量交货时间交货地点备注 1 co2气体 保护焊丝 e501t-1kg300 每盘 15kg 2. 3. 4. 5. 6. ⋯⋯ 二、使用环境 1.工作环境 1.1周围环境温度:-10℃~35℃。 1.2设备安装场所海拔高度:不低于1200m。 1.3周围空气相对湿度:95%(在25℃时)。 1.4使用电源:ac380v,50hz。 1.5使用地点:室内、外使用。 1.6
格式:pdf
大小:851KB
页数:3P
人气:80
4.6
金属粉型药芯焊丝气体保护焊焊接试验及应用 金属粉型药芯焊丝气体保护焊具有高的焊接效率及优良的焊接质量,通过焊接试验和焊接工艺评定,确定了金属粉型药芯焊丝气体保护焊合理的焊接工艺参数,现已在溪洛渡电站机座等部件上得到成功应用。本文介绍了金属粉型药芯焊丝焊接试验过程及应用情况。
格式:pdf
大小:789KB
页数:5P
人气:80
4.5
X80管线钢气体保护焊用焊丝的研制 对所研制的焊丝进行了气体保护焊试验,测试了焊缝金属的化学成分、金相组织、冲击韧度、强度、硬度和接头的抗拉强度。金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体,用扫描电镜分析了冲击断口的形貌和夹杂物的组成,用透射电镜分析了焊缝金属的微观结构。结果表明,在焊丝中加入微量的ti-b,可以有效地抑制先共析铁素体的形成,使焊缝获得细小、均匀的针状铁素体组织。焊缝中合金元素形成了弥散分布的细小夹杂物,成为了针状铁素体(af)的形核质点。针状铁素体内有许多位错团,可以有效地阻止裂纹的扩展,提高冲击韧度。
格式:pdf
大小:114KB
页数:2P
人气:80
3
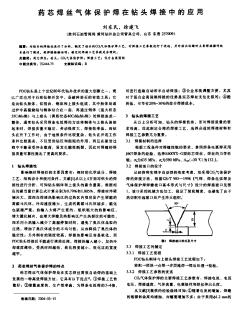
药芯焊丝气体保护焊在钻头焊接中的应用——对钻头的焊接性进行了分析,.1定了钻头的c02气体保护焊工艺,对焊接工艺参敦进行了优选,并对钻头环缝的主要焊接操作技术进行了阐述。经焊缝检验证明:.1定的焊接工艺参敦是合理的。
格式:pdf
大小:175KB
页数:3P
人气:80
4.7
碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用 结合我公司在工程项目施工过程中熔化极气体保护焊采用碳钢实芯焊丝进行封底、填充、盖面的焊接过程,阐述了工程施工中熔化极气体保护焊施焊的优越性。

格式:pdf
大小:1.7MB
页数:5P
人气:80
4.3
XSO管线钢环焊缝气体保护焊焊丝的研制 针对x80管线钢的组织与性能特点,研究设计了适用于管线钢现场焊接用mn—ni—mo—ti合金系气体保护焊焊丝;测试了焊缝金属的化学成分、金相组织、冲击韧性、抗拉强度和硬度。该焊丝的熔敷金属屈服强度600mpa,抗拉强度645mpa,-30℃夏比冲击功105j。该焊丝用于x80管线钢现场焊接结果表明,焊缝抗拉强度645mpa,-10℃夏比冲击功平均值145j,焊缝具有很好的强韧性匹配。采用金相显微镜和sem对使用该焊丝焊缝微观组织和断口形貌分析表明,焊缝金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体的组织,断口为韧窝状,呈现典型的塑性断裂特征。
文辑创建者
我要分享 >
职位:水利工程标准员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐