H型钢开坯机压下丝杆自动旋松分析及改进
2025-02-18

 H型钢开坯辊材使用及维护
H型钢开坯辊材使用及维护 介绍了h型钢开坯辊的主要材质、使用及维护方法。
热轧H型钢开坯机导卫系统探讨 介绍了长钢热轧h型钢生产线开坯机导卫系统的装配形式和设计原则。
编辑推荐下载
热门文档 H型钢开坯机压下丝杆自动旋松分析及改进
格式:pdf
大小:21KB
页数:3P
人气:72
 4.5
4.5

水平方向使用时选型计算 使用工况 工作台质量m1(kg)20 工件质量(kg)10 行程长度ls(mm)650 驱动马达伺服 电机转速r/min3000 加速时间t1(s)0.5 减速机减速比i1 无效行程mm0.15 定位精度0.3/1000mm 重复定位精度0.1 匀速运动时最低速度mm/s500 减速时间s0.15 直线导轨的摩擦系数μ=0.003 导向面的阻力f(n)15 需要选型确认的内容 滚珠丝杆的直径 导程 精度 轴向间隙 滚珠丝杆支撑方式 驱动马达 导程精度的选择 通常,滚珠丝杠的导程精度是规定的300mm的精度 为了得到±0.1/1000mm的则300mm的精度为0.03 因精度等级c6既有轧制滚珠丝杠,又有精密滚珠丝杠,在此首先选择价格 低廉的轧制滚珠丝杠。 为了满足0.15mm无效行程的要求,必须选择轴向间隙
格式:pdf
大小:173KB
页数:5P
人气:72
4.4

丝杠水平运动选型计算表格 机械结构参数: 速度:vl=20m/min 滑动部分质量m=15kg 丝杠长度lb=0.4m 丝杠直径db=0.016m 丝杠导程pb=0.01m 连轴器质量mc0.2kg 连轴器直径dc0.04m 摩擦系数μ=0.1 移动距离l=0.4m 机械效率η=0.9 定位时间t=1s 加减速时间比a=5% 外力fa=0n 移动方向与水平轴夹角a=0° 1)速度曲线 加速时间t0=t*a =0.05s 2)电机转速 nm=vl/pb =2000rpm 3)负荷转矩计算 fa+ =14.7n =0.025995247nm 4)克服惯量的加速转矩计算(也称做:启动转矩) 直线运动平台与负载惯量jl= =3.79953e-05kgm2 轴向负载f= 负载转矩t
格式:pdf
大小:439KB
页数:3P
人气:72
4.7
热轧H型钢开坯过程的粘塑性有限元分析 在gleeble1500热模拟机上试验得到q235b材料在高温和不同应变速率条件下的真实应力应变曲线,并以此建立刚-粘塑性有限元模型。运用商业有限元软件abaqus模拟热轧h型钢的开坯过程。通过计算可以分析轧件开坯过程中的应力场分布规律和压下力的大小,了解轧件开坯过程中的金属变形和流动情况。为h型钢开坯工艺的改进和预测产品外形和质量提供参考。
格式:doc
大小:23KB
页数:6P
人气:72
3.9

h型钢自动组立机主要由门架总成、拉杆系统总成、液压系统总成、输入和输出滚道总成、电控系统等组成。本机主要部件均系焊接结构件,其强度大,重量轻。且重要部件均已作消除应力处理,不易变形。
格式:pdf
大小:888KB
页数:4P
人气:72
4.4
H型钢初轧机推床翻钢机技术改进 对h型钢热连轧生产线原推床翻钢机在使用过程中出现的问题进行了分析,对其重要部件即翻钢机、推床本体、推床护板等做了技术改进,从而解决了原设备在生产中存在的不足,使翻钢机的翻钢时间从原来的21s减少为2.3s,大大提高了轧制节奏,降低了维修成本,提高了产能。
精华文档 H型钢开坯机压下丝杆自动旋松分析及改进
格式:pdf
大小:23KB
页数:2P
人气:72
4.6
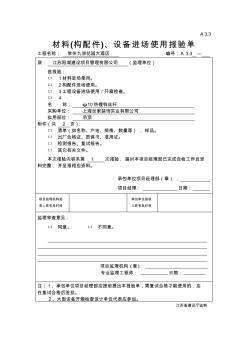
a3.3 材料(构配件)、设备进场使用报验单 工程名称:常州九洲花园大酒店编号:a3.3— 致:江苏阳湖建设项目管理有限公司(监理单位) 兹报验: □1材料进场使用。 □2构配件进场使用。 □3工程设备进场使用/开箱检查。 □4 名称:φ10热镀锌丝杆 采购单位:上海世家装饰实业有限公司 拟用部位:吊顶 附件(共2页): □清单(如名称、产地、规格、数量等)、样品。 □出厂合格证、质保书、准用证。 □检测报告、复试报告。 □其它有关文件。 本次报验内容系第1次报验,届时本项目经理部已完成自检工作且资 料完整,并呈报相应资料。 承包单位项目经理部(章): 项目经理:日期: 项目监理机构签 收人姓名及时间 承包单位签收 人姓名及时间 监理审查意见: □同意。□不同意。 项目监理机构(章):
格式:pdf
大小:16KB
页数:1P
人气:72
4.4
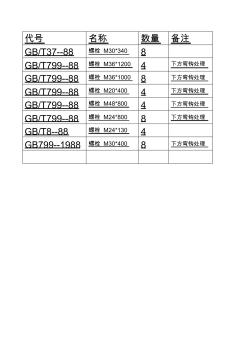
代号名称数量备注 gb/t37--88螺栓m30*3408 gb/t799--88螺栓m36*12004下方弯钩处理 gb/t799--88螺栓m36*10008下方弯钩处理 gb/t799--88螺栓m20*4004下方弯钩处理 gb/t799--88螺栓m48*8004下方弯钩处理 gb/t799--88螺栓m24*8008下方弯钩处理 gb/t8--88螺栓m24*1304 gb799--1988螺栓m30*4008下方弯钩处理
格式:pdf
大小:24KB
页数:3P
人气:72
4.4

. '. 滑动螺旋工作时,主要承受转矩及轴向拉力(或者压力)的作用,同时在螺杆和 螺母的旋合螺纹间有较大的相对滑动,其失效形式主要是螺纹磨损,因此,滑动 螺旋的基本尺寸,通常的根据耐磨性条件确定。下面计算丝杆的耐磨性。 已知:f=41048(n) 查《机械设计》有: d2 ][ph pf 对于梯形螺纹有h=0.5p,《查机械设计》有p=22mp 则 p fd8.02 式中:在传动精度较高,载荷较大,寿命长时,取4 ][p为材料的许用压力,查《机械设计》1可得][p=22mpa p f d8.02=17.28mm 可以取d2=50.5mm,满足d2的要求。 其公称直径d=55mm 外螺纹mmd453 内螺纹 mmd mmd 46 56 1 4 螺距p=9mm 螺母高度h=202mm (3)丝杆强度计算 由扭矩 t=f0
格式:pdf
大小:1.2MB
页数:2P
人气:72
4.4
大H型钢BD压下抱闸系统改造 莱钢型钢厂大h型钢生产线bd轧机随着生产节奏的加快,bd轧机轧制时辊缝跳变现象逐渐增多,由此产生了大量的废钢;通过分析和计算找出bd辊缝跳变的原因,并进行抱闸系统增加制动器改造方案的设计;改造实施后,杜绝了因bd辊缝跳变造成的废钢。
格式:pdf
大小:128KB
页数:2P
人气:72
4.8
H型钢推钢机液压系统改进 通过对加热炉推钢机液压系统设计及外部环境影响分析,阐述了h型钢生产线推钢机同步的条件,为生产一线液压系统维护人员开辟设备改进新思路。
最新文档 H型钢开坯机压下丝杆自动旋松分析及改进
格式:pdf
大小:27KB
页数:2P
人气:72
4.7
特殊螺距丝杆及螺母的加工 说明特殊螺纹的加工难点和加工方法。反弹锤击法校直,刀托的应用,螺母小径尺寸变小量的确定是在目前设备条件下的较好加工方法。
格式:pdf
大小:127KB
页数:2P
人气:72
4.6
特殊螺距丝杆及螺母的加工 丝杆、螺母结构是机械制造行业常用的传动、锁紧机构,而细长轴结构的丝杆、螺纹超长的螺母的加工,就成为机械行业单件小批量生产加工中的重点和难点。我公司为鞍钢生产1780轧机上的压下螺母、丝杆正是典型的此类部件,该部件尺寸、形状及位置精度要求较
格式:pdf
大小:93KB
页数:2P
人气:72
4.8
H型钢冷床防扭技术改进 针对h型钢冷床在高温段运行中存在的变形扭钢问题展开研究,对步进梁冷床齿条进行改进,提高步进梁冷床齿条运行过程中的稳定性,克服了型钢冷却中的扭曲现象,提高了产品的合格率和生产效率。
格式:pdf
大小:369KB
页数:3P
人气:72
4.4
热轧H型钢腹板偏心原因分析及改进措施 分析了马鞍山钢铁股份有限公司h型钢厂热轧h型钢腹板偏心缺陷产生的原因,并提出了相应的改进措施。经实际应用,h型钢腹板偏心现象得到较好的控制。
格式:pdf
大小:895KB
页数:2P
人气:72
4.6
热轧H型钢腹板偏心原因分析及改进措施 结合大型h型钢生产线的工艺特点,确定了影响轧件偏心的显著因子,分别是agc没有调试、加热操作不当、精轧宽展系数计算不准、滑板更换不及时、立辊装配轴向间隙过大、开轧温度波动、精轧轧制线调整不当、轧机轴向调整不当。通过相应的改进措施,腹板偏心合格率由94.6%提高至99%。
格式:pdf
大小:280KB
页数:未知
人气:72
4.7
马钢小H型钢立辊丝杆螺母技改应用 本文介绍马钢小h型钢立辊丝杆螺母所存在的问题,针对h型钢轧制过程中实际存在的问题,通过对立辊丝杆螺母以及相关装配设备进行改造,成功的解决了立辊丝杆螺母在轧机装配时不能有效锁紧,以及在轧制过程中螺母回松问题,在从而保证了生产线的顺利进行以及轧制质量的提高。
格式:pdf
大小:302KB
页数:未知
人气:72
4.4
H300×150 H型钢开坯机轧制工艺的改进 介绍h300×150型钢开坯机轧制工艺的改进,重点介绍了h300×150型钢开坯机最初孔型及轧制程序表设计、更改设计方案选择、第一改进设计方案实施情况及第二改进设计方案实施情况。
格式:pdf
大小:144KB
页数:未知
人气:72
4.8
热轧H型钢腹板偏心原因分析及改进 通过对热轧h型钢的腹板偏心产生原因进行了分析,并结合现场生产实际,从管理及技术上提出了有针对性的解决措施,突破了现场生产瓶颈,取得了良好效果。
格式:pdf
大小:187KB
页数:未知
人气:72
4.5
蜗轮丝杆升降机优化设计 针对某产品升降系统特殊载荷的要求,对传统的蜗轮丝杆升降机内部轴承进行校核计算,提出了内部轴承的优化设计方案。基于升降机蜗轮的安全磨损量的计算,设计了一种磨损检测装置用于检测螺母的磨损量。
文辑创建者
我要分享 >
职位:装修室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐