J507焊条焊接气孔形成原因及防止措施
2024-09-20
J507焊条焊接气孔形成原因及防止措施 气孔就是焊接时,溶池中的气泡在凝固时未能逸出,而留下来形成的孔穴。 J507碱性焊条焊时多为氮气孔、氢气孔和 CO气孔。平焊位置要较其他位置气孔 多;打底层要比填充、盖面多;长弧焊要比短弧多; 断弧焊要比连弧焊多; 引弧、 收弧和接头处要比焊缝其它位置多。 由于气孔的存在,不但会降低焊缝的致密性, 削弱焊缝的有效截面积,还会降低焊缝的强度、塑性和韧性。根据 J507焊条溶 滴过渡的特点、选择焊接电源、合适的焊接电流、合理的引弧和收弧、短弧操作、 直线运条等方面加以控制,在焊接生产中得到了很好的质量保证。 1.气孔的形成 熔化金属在高温时溶解大量气体,随着温度的下降,这些气体以气泡形式 逐渐自焊缝中逸出, 来不及逸出的气体残留在焊缝内就形成气孔。 形成气孔的气 体主要有氢气和一氧化碳。 从气孔的分布状态看有单个气孔、 连续气孔、密集气 孔;从气孔的部位

肇j507焊条焊接气孔形成原因及防止措施 芆j507是低氢钠型焊条,它是一种碱性焊条,可以焊接结构钢材中典型的q235、 q245r、q345r等钢材,其抗拉强度相对于e4315普通焊条大得多,所以一般焊接受力 较大或受动载荷的钢结构。但由于该种焊条的溶滴过渡状态为粗溶滴短路状态,加之焊条 本身制造中出现的偏心,焊药药皮脱落等原因以及对焊条烘干状态要求比较高,因而往往 在操作中溶池保护不良形成了气孔缺陷,这种气孔缺陷往往存在于搭肩焊据哦第一层焊缝 中。不但对焊接质量有影响,而且还给返修工作带来困难。而我在通过多次的焊接学习以 及实践中,能够有效的防止其气孔的形成,而要防止j507焊条焊接气孔形成,应从以下 几个措施入手: 羁(1)选择焊接电源,确保电弧稳定由于j507焊条药皮中含有电离电位较高的 氟化物,造成了电弧气份不稳定因素,因此选择合适的焊接电源相

焊接气孔原因和防止措施
编辑推荐下载

格式:pdf
大小:1.5MB
页数:12P
人气:64
 4.3
4.3
1 j507焊条降尘的研究 田银宝王亚磊蒋克动张颍利任炳炳曹培远 佳木斯大学材料科学与工程学院 1:前言 j507是低氢钠型焊条,它是一种碱性焊条中比较典型的一种也是应用非 常广泛的一种,可以焊接结构钢材几典型的q235等钢材,其抗拉强度相对于 e4315等普通焊条大得多,所以一般应用在焊接受力较大或受动载荷的钢结构 焊接。但是其应用广泛的背后我们应该看到它的不足之处。 j507焊条焊接时,产生大量的烟尘,这是因为在它的配方设计中用大量的 大理石、萤石作为造气造渣剂所致。在焊接过程中药皮中的萤石和水玻璃会产 生k,na的氟化物由于k,na的氟化物沸点低(naf1700度,kf1500度),致使 碱性焊条的发尘量几乎为酸性焊条的两倍。因此,为了既能保证工艺性能,又 能有效降低烟尘,保护焊工的身体健康,改善焊工的工作环境,就必须对焊条 加以改制。
热门文档 J507焊条焊接气孔形成原因及防止措施
格式:pdf
大小:13KB
页数:1P
人气:64
4.3
j507焊条 简介及一些注意事项 j507(e5015)是低氢钠型焊条,它是一种碱性焊条,可以焊接结构钢材中典型的 q235、q245r、q345r等钢材,其抗拉强度相对于e4315(j427)普通焊条大得多, 所以一般焊接受力较大或受动载荷的钢结构。 j507焊条直径从到不等,可以进行全位置焊接,焊接时选用直流焊机,极性为 反接。当然如果在野外只有交流焊机的情况下也可以用交流焊机,但是电流需要 开得大些。 j507焊接后的焊缝成型较酸性焊条难看,如果在钢结构盖面时可以用酸性焊条。 熔敷金属化学成分(%) j507成分cmnsicrmnps抗拉强度 含量百分数≤ 参考电流 焊条直径mm 选用电流a70-9090-130130-150150-190 注意事项: ⒈焊前焊条须经300~350℃烘焙1h,随烘随用。 ⒉焊前必须清除焊件的铁锈、油污、水分等杂质。
格式:pdf
大小:189KB
页数:4P
人气:64
3
高纤维素型焊条的焊接气孔——高纤维素型焊条因其本身固有的特性对焊接气孔根敏感,本文对该焊条产生气孔的类型、规律进行了分析,并提出了防止气孔产生的有效措施。
格式:pdf
大小:13KB
页数:1P
人气:64
4.3

j422焊条和j507焊条都是低碳结构钢焊条,只不过两者的抗拉强度有所不同j422焊条焊缝金属 抗拉强度不低于42kgf/mm2(约为420mpa), j507焊条焊缝金属抗拉强度不低于50kgf/mm2(约为500mpa), j422是钛钙型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优良的焊接工艺性能及良好的力 学性能;电弧稳定,飞溅小,脱渣易,再引弧容易;焊缝成型美观,焊波可宽、可窄、可薄、可厚,焊接 轻松,效率高。用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如q235、09mnv、 09mn2等 j507是低氢钠型药皮的碳钢焊条。直流反接,可进行全位置焊接。具有优良的焊接工艺性能,电弧稳定, 飞溅少,易脱渣,其熔敷金属具有优良的力学性能和抗裂性能,抗低温冲击韧性好。用途:用于焊接重要 的中碳钢和低合金

格式:pdf
大小:1.1MB
页数:3P
人气:64
4.5
 焊条电弧焊触电原因分析及其防止措施
焊条电弧焊触电原因分析及其防止措施 在我国,焊条电弧焊是一种使用最广泛的作业方法,但是由于焊接作业属于低电压(指电焊机输出端)、大电流的带电作业,用电安全往往容易被忽视,甚至有"焊接电压不打人"的错误认识,故给工业生产造成了很大的安全隐患。为此,提高焊
精华文档 J507焊条焊接气孔形成原因及防止措施
格式:pdf
大小:23KB
页数:2P
人气:64
4.4

vgh常见焊接缺陷产生原因与防止措施 来源:未知时间:2010-04-2811:38点击:7收藏我要投稿 1)焊缝尺寸不符合要求 角焊缝的k值不等—一般发生在角平焊,也称偏下。偏下或焊缝没有圆滑过渡会引起应力集中,容易产生焊接裂纹。焊条角度问题, 应该考虑铁水瘦重力影响问题。许多教授在编写教材注重理论性而忽略实用性。焊条角度适当上抬,48/42度合适。另外,在k值要求 较大时,尽量采用斜圆圈型运条方法。 焊缝宽窄不一致:一是运条速度不均匀,忽快忽慢所致;二是坡口宽度不均匀,焊接时没有进行调整。三是在熔池边缘停留时间不均 匀。所以焊接时焊接速度均匀、考虑坡口宽度、熔池边缘停留时间合适。 焊缝高低不一致:与焊接速度不均匀有关外,与弧长变化有关。所以采用均匀的焊接速度、保持一定的弧长,是防止焊缝高低不一致 的有效措施。 弧坑:息弧时过快。与焊接电流过大、收弧方
格式:pdf
大小:112KB
页数:1P
人气:64
3
长输管道纤维素型焊条焊接常见缺陷及防止措施——根据纤维素型焊条的特点和要求,对其在长输管道焊接时常见缺陷分析提出了相应的防止措施,从而保证了长输管道的焊接质量.提高了施工进度。
格式:pdf
大小:30KB
页数:4P
人气:64
4.5
焊接缺陷及防止措施 1、外观缺陷:外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。 常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。单面焊的 根部未焊透等。 a、咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽,它是由于电弧将焊缝边缘的母材熔化后没有得到熔敷金 属的充分补充所留下的缺口。产生咬边的主要原因是电弧热量太高,即电流太大,运条速度太小所造成的。焊条 与工件间角度不正确,摆动不合理,电弧过长,焊接次序不合理等都会造成咬边。直流焊时电弧的磁偏吹也是产 生咬边的一个原因。某些焊接位置(立、横、仰)会加剧咬边。 咬边减小了母材的有效截面积,降低结构的承载能力,同时还会造成应力集中,发展为裂纹源。 矫正操作姿势,选用合理的规范,采用良好的运条方式都会有利于消除咬边。焊角焊缝时,用交流焊代替直 流焊也能有效地防止咬边。 b、焊瘤焊缝中的液态金属
格式:pdf
大小:113KB
页数:1P
人气:64
4.8
不锈钢焊条焊接气孔影响因素分析 系统分析了不锈钢焊条工艺性能改进中所产生焊接气孔的一系列影响因素,总结出改善不锈钢焊条焊接工艺及解决由此引发的焊接气孔问题的主要方法。
最新文档 J507焊条焊接气孔形成原因及防止措施
格式:pdf
大小:121KB
页数:10P
人气:64
4.6

实用标准文档 文案大全 焊接缺陷产生原因及防止措施(必须收藏!) 原创2015-08-27土豆工程客 焊接缺陷焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。这些缺陷减少焊缝截面积, 降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。一缺陷名称:气孔(blowhole) 焊接方式发生原因防止措施 手工电弧焊 (1)焊条不良或潮湿. (2)焊件有水分、油污或锈. (3)焊接速度太快. (4)电流太强. (5)电弧长度不适合. (6)焊件厚度大,金属冷却过速. (1)选用适当的焊条并注意烘干. (2)焊接前清洁被焊部份. (3)降低焊接速度,使内部气体容易逸出. (4)使用厂商建议适当电流. (5)调整适当电弧长度. (6)施行适当的预热工作
格式:pdf
大小:68KB
页数:1P
人气:64
4.6

j507焊条 简介及一些注意事项 j507(e5015)是低氢钠型焊条,它是一种碱性焊条,可以焊接结构钢材中典型的 q235、q245r、q345r等钢材,其抗拉强度相对于e4315(j427)普通焊条大得多, 所以一般焊接受力较大或受动载荷的钢结构。 j507焊条直径从2.5mm到6.0mm不等,可以进行全位置焊接,焊接时选用直流 焊机,极性为反接。当然如果在野外只有交流焊机的情况下也可以用交流焊机, 但是电流需要开得大些。 j507焊接后的焊缝成型较酸性焊条难看,如果在钢结构盖面时可以用酸性焊条。 熔敷金属化学成分(%) j507成分cmnsicrmnps抗拉强度 含量百分数≤0.120.8-1.4≤0.07≤0.040≤0.035490mpa 参考电流 焊条直径mm2.53.24.06.0 选用电流a70-9090-130
格式:pdf
大小:176KB
页数:9P
人气:64
4.3
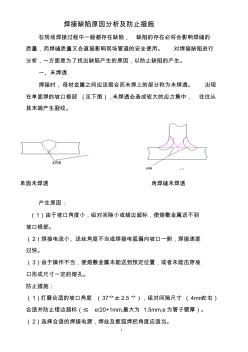
1 焊接缺陷原因分析及防止措施 在现场焊接过程中一般都存在缺陷,缺陷的存在必将会影响焊缝的 质量,而焊缝质量又会直接影响现场管道的安全使用。对焊接缺陷进行 分析,一方面是为了找出缺陷产生的原因,以防止缺陷的产生。 一、未焊透 焊接时,母材金属之间应该熔合而未焊上的部分称为未焊透。出现 在单面焊的坡口根部(见下图),未焊透会造成较大的应力集中,往往从 其末端产生裂纹。 单面未焊透角焊缝未焊透 产生原因: (1)由于坡口角度小,组对间隙小或错边超标,使熔敷金属送不到 坡口根部。 (2)焊接电流小、送丝角度不当或焊接电弧偏向坡口一侧,焊接速度 过快。 (3)由于操作不当,使熔敷金属未能送到预定位置,或者未能击穿坡 口形成尺寸一定的熔孔。 防止措施: (1)打磨合适的坡口角度(37°±2.5°),组对间隙尺寸(4mm左右) 合适并防止错边超标(≤e/20+1mm,最大为1
格式:pdf
大小:122KB
页数:1P
人气:64
4.4
铝镁合金管道焊接气孔产生原因及防止措施 分析了铝镁合金管道交流钨极惰性气体保护焊气孔产生的基本原因及影响因素,介绍了焊前准备、焊接工艺、操作技术等方面的要求和经验,对防止铝镁合金管道焊接气孔,保护焊缝质量具有一定的参考价值。
格式:pdf
大小:106KB
页数:2P
人气:64
4.6
水工闸门的焊接变形及防止措施 水工闸门的焊接变形及防止措施 大冶有色金属公司建安公司(黄石市 435005) 刘卫民 黄石老虎头大闸门是目前黄石地区最大的闸门, 它由中孔闸门和两块边孔闸门组成,中孔闸门宽 15.818m,高5.43m,3块闸门共重80.42t,其中中孔闸 门重43.5t。闸门的构造和尺寸图1。从结构上看它全 部是由钢板拼焊成的h型钢和箱型边框组成,其焊缝就有 836条,最长的焊缝达15.8m。在闸门制作与安装中,控制 焊接变形,保证焊缝质量是十分重要的。 图1 闸门的构造和几何尺寸示意图 1 结构特点和变形分析 由图1可见,闸门虽然属于框架结构,但从门厚方 向看,面板是由16mm厚的钢板铺成,所以闸门的重心 偏向面板一侧。面板与梁是通长的连续焊缝,而面板 的对应面,除框架之间的连接外,无其它焊缝,其焊缝
格式:pdf
大小:439KB
页数:未知
人气:64
4.7
铸铁冷焊焊缝端头裂纹的产生原因及防止措施 本文针对手工电弧焊冷焊铸铁时常出现的焊缝端头裂纹进行全面分析,指出了促成焊缝端头裂纹形成的各种影响因素,制定了适宜的焊接工艺,提出采用应力转移法,有效地防止了手工焊铸铁时焊缝端头裂纹的产生。
格式:pdf
大小:20KB
页数:1P
人气:64
4.6
che507焊条就是j507,抗拉强度是500mpa,药皮是低氢钠型,用它焊接zg230-450 当然可以,焊前烘烤。 大西洋che507焊条碳钢焊条使用说明 碳钢焊条(其熔敷金属抗拉强度均小于等于500mpa即50kgf/mm2)适用碳钢及低强度的低合金钢焊接。 选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件, 受力状况及焊接设备性能等方面因素。必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。通常对要 求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。对焊接位置有特殊要求者可选用相应的专用焊条,为提高 焊接效率,选用铁粉焊条等。 说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少1 0%左右,立焊及仰焊比平焊小10~15%左右。 对低氢型、铁粉型焊条,
文辑创建者
我要分享 >
职位:机电设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐