JS铝合金压铸零部件技术要求培训
2024-05-15
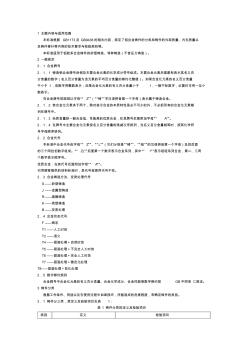
JS压缩机头盖 /外壳 /油分离器体 等压铸零件技术要求 重庆建设技术中心 15- 03- 2011 A 成 FH CS CB 耐 耐 头 铸造缺陷规定 压 ① 传动轮轴承安装部 ② 传动轮中心距控制安装面 ③ 轴封安装部 ④ 密封端面 ⑤ 与FB轴颈配合部 FH关键尺寸要求 ①② ④ ③ ⑤ ① FB的O- ring 安装部 ② CS与FH结合面 O- ring 安装部 ③ 轴封安装部 ? ④ RB的O- ring 安装部 CS关键尺寸要求 ①② ③ ④ ① 安装支耳的间距 ② 皮带轮中心距 ③ 吸排气口位置 ④ 吸排气口方向 与客户相关的安装尺寸要求 ① 吸气口尺寸及形位公差 ② 排气口尺寸及形位公差 与客户相关的接口尺寸要求 http://www.jscomp.com.cn Thanks for your attention!

湖北德科雷米公司编号:es-301 产品规范铝合金压铸件技术条件版本:07 页号:1/8 1、范围 本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。 本标准适用于汽车发电机铝合金端盖压铸件。 2、引用标准 gb6414铸件尺寸公差 gb6987.1-gb6987.16铝及铝合金化学分析方法 gb288-87金属拉力试验法 gb/t13822-92压铸有色合金试样 gb6060.5表面粗造度比较样块抛(喷)丸、喷吵加工表面 3、技术要求 3.1压铸铝合金的牌号 压铸铝合金采用uns-a03800(美国a380.0,日本adc10) 可选用材料uns-a03830(美国383.0,日本adc12) 化学成份见表1 表1 牌号化学成份(重量百分比)标准号uns编号 a380.0
湖北德科雷米公司编号:es-301 产品规范铝合金压铸件技术条件版本:07 页号:1/8 1、范围 本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。 本标准适用于汽车发电机铝合金端盖压铸件。 2、引用标准 gb6414铸件尺寸公差 gb6987.1-gb6987.16铝及铝合金化学分析方法 gb288-87金属拉力试验法 gb/t13822-92压铸有色合金试样 gb6060.5表面粗造度比较样块抛(喷)丸、喷吵加工表面 3、技术要求 3.1压铸铝合金的牌号 压铸铝合金采用uns-a03800(美国a380.0,日本adc10) 可选用材料uns-a03830(美国383.0,日本adc12) 化学成份见表1 表1 牌号化学成份(重量百分比)标准号uns编 号 a380.0si7.5-9.5,cu3
编辑推荐下载
格式:pdf
大小:88KB
页数:8P
人气:77
 4.5
4.5
湖北德科雷米公司编号:es-301 产品规范铝合金压铸件技术条件版本:07 页号:1/8 1、范围 本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。 本标准适用于汽车发电机铝合金端盖压铸件。 2、引用标准 gb6414铸件尺寸公差 gb6987.1-gb6987.16铝及铝合金化学分析方法 gb288-87金属拉力试验法 gb/t13822-92压铸有色合金试样 gb6060.5表面粗造度比较样块抛(喷)丸、喷吵加工表面 3、技术要求 3.1压铸铝合金的牌号 压铸铝合金采用uns-a03800(美国a380.0,日本adc10) 可选用材料uns-a03830(美国383.0,日本adc12) 化学成份见表1 表1 牌号化学成份(重量百分比)标准号uns编号 a380.0
格式:pdf
大小:1.4MB
页数:26P
人气:77
4.6
0 0 对组件e1的外壳模具设计 指导老师:熊伟 组长:高科文 组员:任伯韬韩钊王建康马晓骁 王定刚赵造标贺泽成吴昌军 班级:成型112班 2014年6月10日 1 1 一前言及分组⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 二e1组件形状及尺寸⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 三e1组件外壳对组件的保护和美观⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 四外壳的初步设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 1结构密封分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 2e1件固定与上下板连接分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 3散热
热门文档 JS铝合金压铸零部件技术要求培训
格式:pdf
大小:913KB
页数:3P
人气:77
4.4
 再生铝合金与铝合金压铸相得益彰
再生铝合金与铝合金压铸相得益彰 一、概述再生铝合金应用的优势已不言而喻,作为一个制造和资源消耗大国,再生铝的回收利用,无论从降低产品成本、节能减排、缩短生产周期及改善环境等方面都是有益的,笔者作为一个长期从事铝业的工作者感触颇
格式:pdf
大小:247KB
页数:8P
人气:77
4.5

q/jg056-2001 1 铝合金压铸件 1范围 本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性 要求和表面质量。 本标准适用于照相机、光学仪器等产品的铝合金压铸件。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研 究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t6414—1999铸件尺寸公差与机械加工余量 gb/t11334—1989圆锥公差 jish5302—1990压铸铝合金 3压铸铝合金 3.1压铸铝合金选用jish5302—1990中的adc10。 3.2adc10的化
格式:pdf
大小:39KB
页数:1P
人气:77
4.5
铝合金零部件对整车减重的影响 如今,汽车已经走进了普通百姓的家庭,这意味着汽车不再是一种奢侈品.当前,汽车的功能越发完善,拥有汽车的人越来越多,由此带来的负面影响同样不容忽视.汽车保有量的增多加剧了城市的堵塞现象,也带来了环境污染问题.这就需要采取合理的手段减少环境污染和油耗,主要介绍了在整车减重中应用铝合金零部件的影响,旨在说明实现汽车轻量化需要充分发挥铝合金零部件的优势,这样就可以实现节能降耗,保护环境.
格式:pdf
大小:59KB
页数:未知
人气:77
4.4
用于铝合金压铸用的金属液供应管 美国专利us8333920本专利发明了一种铝合金压铸用的金属液供应管,用于由保温炉向压铸机的压室内定量输送铝合金液。本发明铝合金液输送管的抗机械冲击性能很好,抗铝合金液流冲蚀性能也极佳,和现有同类产品比,使用寿命显著提高。这种管的结构包括内层的陶瓷管和外部的钢管,钢管的内侧还附着有一层镍合金涂层,这层镍合金的成分(质量分数)为:
精华文档 JS铝合金压铸零部件技术要求培训
格式:pdf
大小:474KB
页数:1P
人气:77
4.4
本专利涉及一种采用压铸的方法生产发动机铝合金活塞的方法,同时还提供了一种改进的压铸铝合金,其主要化学成分如下(质量分数,%):11-14.5si、3.6-5.0ni、3.7-5.2cu、0.5-1.5mg、0.6-1.5fe、0.2-0.4mn、0.04-0.10zr、0.04-0.10v,余量为铝.该合金所生产的活塞的等温疲劳强度以及热-机械疲劳性、使用寿命都有较大程度提高,且抗疲劳微裂纹产生的能力也较强.
格式:pdf
大小:75KB
页数:8P
人气:77
4.3
铝合金门窗施工技术要求 1、技术要求 1.1铝合金型材 1.1.1铝合金门窗型材的选用应符合下表要求: 1.1.2上表型材壁厚为最低要求,承包人应依据国家有关标准: 1.1.2.1玻璃幕墙工程技术规范jgj102-2003 1.1.2.2铝合金门gb/t8478-2003 1.1.2.3铝合金窗gb/t8479-2003 1.1.2.4铝合金型材,除应满足国家规范要求外,尚应满足《节能计算报告》中的有关传热系数的要求 的规定,按照设计要求确定,并提供门窗主要构件的设计计算书,必要时可以在铝型材内加衬 钢确保刚度要求。 1.1.3铝型材选用 型材为,发包人指定选用品牌的铝材或相同档次的产品。 1.1.4主要型材结构式样参见招标图纸,承包人也可依据指定的型材厂家选择最恰当的型材系列,部 分型材断面有可能需要新开模具,承包人应对生产厂商进行
格式:pdf
大小:117KB
页数:12P
人气:77
4.6
铝合金门窗施工技术要求 1、技术要求 1.1铝合金型材 1.1.1铝合金门窗型材的选用应符合下表要求: 1.1.2上表型材壁厚为最低要求,承包人应依据国家有关标准: 1.1.2.1玻璃幕墙工程技术规范jgj102-2003 1.1.2.2铝合金门gb/t8478-2003 1.1.2.3铝合金窗gb/t8479-2003 1.1.2.4铝合金型材,除应满足国家规范要求外,尚应满足《节能计算报告》 中的有关传热系数的要求的规定,按照设计要求确定,并提供门窗 主要构件的设计计算书,必要时可以在铝型材内加衬钢确保刚度要 求。 1.1.3铝型材选用 型材为,发包人指定选用品牌的铝材或 相同档次的产品。 门窗类型型材要求型材壁厚mm表面涂层 推拉窗 固定窗 平开窗 上悬窗 平开门 推拉门 1.1.4主要型材结构式样参见招标图纸,承包
格式:pdf
大小:362KB
页数:8P
人气:77
4.7
精心整理 铝合金门窗施工技术要求 1、技术要求 1.1铝合金型材 1.1.1铝合金门窗型材的选用应符合下表要求: 1.1.2上表型材壁厚为最低要求,承包人应依据国家有关标准: 1.1.2.1玻璃幕墙工程技术规范jgj102-2003 1.1.2.2铝合金门gb/t8478-2003 1.1.2.3铝合金窗gb/t8479-2003 1.1.2.4铝合金型材,除应满足国家规范要求外,尚应满足《节能计算报告》中的有关传热系数的 要求的规定,按照设计要求确定,并提供门窗主要构件的设计计算书,必要时可以在铝型 材内加衬钢确保刚度要求。 1.1.3铝型材选用 型材为,发包人指定选用品牌的铝材或相同档次的产品。 1.1.4主要型材结构式样参见招标图纸,承包人也可依据指定的型材厂家选择最恰当的型材系列, 部分型材断面有可能需要新开模具,承包人应对生产厂商进行了解,投标时视为
格式:pdf
大小:8KB
页数:4P
人气:77
4.8
铝合金压铸件的标准 2010-01-2510:08 铝合金压铸件gb/t15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和 交货条件等. 本标准适用于铝合金压铸件. 2.引用标准 gb1182形状和位置公差代号及其标准 gb2828逐批检查计数抽样程序及抽样表(适用于连续的检查) gb2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) gb6060.1表面粗糙度比较样块铸造表面 gb6060.4表面粗糙度比较样块抛光加工表面 gb6060.5表面粗糙度比较样块抛(喷)丸,喷砂加工表面 gb6414铸件尺寸公差 gb/t11350铸件机械加工余量 gb/t15115压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合gb/t15115的规
最新文档 JS铝合金压铸零部件技术要求培训
格式:pdf
大小:151KB
页数:22P
人气:77
4.4

温州昊轩金属制品有限公司 熔铝压铸机烟气处理系统 初步设计方案 (风量15000m 3 /h) 温州斯普达环保涂装设备有限公司 二零一柒年六月 目录 一、概述....................................................1 二、熔铝压铸机产生的烟气特点................................3 三、工艺选择................................................4 四、设计计算................................................9 五、公辅设施...............................................13 六、电气仪表设计.................
格式:pdf
大小:26KB
页数:1P
人气:77
4.6

ansiastmunssifecumnmgniznsnti 除铝以外 的其他成 分(总量) 铝ai 360sg100ba036009.0-10.020.60.350.40-0.600.50.50.150.25余量 a360.0sg100aa136009.0-10.01.30.60.350.40-0.600.50.50.150.25余量 380sc84ba038007.5-9.523.0-4.00.50.10.530.350.5余量 a380.0esc84aa138007.5-9.51.33.0-4.00.50.10.530.350.5余量 383.0esc102aa038309.5-11.51.32.0-3.00.50.10.330.150.5余量
格式:pdf
大小:846KB
页数:4P
人气:77
4.5
电机箱体铝合金压铸模设计 分析了箱体零件由锌合金改铝合金的优点,论述了模具的工作过程和设计要点。该模具采用了侧面滑块抽芯机构,侧面成型和底面分型,提高了压铸件的合格率和经济效益。
格式:pdf
大小:226KB
页数:8P
人气:77
4.7
铝合金压铸件 1范围 本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性 要求和表面质量。 本标准适用于照相机、光学仪器等产品的铝合金压铸件。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注明日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研 究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t6414—1999铸件尺寸公差与机械加工余量 gb/t11334—1989圆锥公差 jish5302—1990压铸铝合金 3压铸铝合金 压铸铝合金选用jish5302—1990中的adc10。 adc10的化学成分表1给出。其中铜的含量控制在不大于%。 表1
格式:pdf
大小:174KB
页数:11P
人气:77
4.3

. . 1主题内容与适用范围 本标准根据gb1173及gb9438的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量 以及铸件修补等内容的技术要求与检验规则等。 本标准适用于铝硅系合金铸件的砂型铸造、特种铸造(不含压力铸造)。 2一般规定 2.1合金牌号 2.1.1铸造铝合金牌号由铝及主要合金元素的化学成分符号组成。主要合金元素后面跟有表示其名义百 分含量的数字(名义百分含量为该元素的平均百分含量的修约化整值)。如果合金化元素的名义百分含量 不小于1,该数字用整数表示;如果合金化元素的名义百分含量小于1,一般不标数字,必要时可用一位小 数表示。 在合金牌号前面冠以字母“z”(“铸”字汉语拼音第一个字母)表示属于铸造合金。 2.1.2若合金化元素多于两个,除对表示合金的本质特性是必不可少的外,不必把所有的合金化元素都 列在牌号中。 2.1.3杂质含
格式:pdf
大小:159KB
页数:11P
人气:77
4.4

1主题内容与适用范围 本标准根据gb1173及gb9438的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量 以及铸件修补等内容的技术要求与检验规则等。 本标准适用于铝硅系合金铸件的砂型铸造、特种铸造(不含压力铸造)。 2一般规定 2.1合金牌号 2.1.1铸造铝合金牌号由铝及主要合金元素的化学成分符号组成。主要合金元素后面跟有表示其名义百 分含量的数字(名义百分含量为该元素的平均百分含量的修约化整值)。如果合金化元素的名义百分含量 不小于1,该数字用整数表示;如果合金化元素的名义百分含量小于1,一般不标数字,必要时可用一位小 数表示。 在合金牌号前面冠以字母“z”(“铸”字汉语拼音第一个字母)表示属于铸造合金。 2.1.2若合金化元素多于两个,除对表示合金的本质特性是必不可少的外,不必把所有的合金化元素都 列在牌号中。 2.1.3杂质含
格式:pdf
大小:151KB
页数:11P
人气:77
4.6
1主题内容与适用范围 本标准根据gb1173及gb9438的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量以 及铸件修补等内容的技术要求与检验规则等。 本标准适用于铝硅系合金铸件的砂型铸造、特种铸造(不含压力铸造)。 2一般规定 2.1合金牌号 2.1.1铸造铝合金牌号由铝及主要合金元素的化学成分符号组成。主要合金元素后面跟有表示其名义百 分含量的数字(名义百分含量为该元素的平均百分含量的修约化整值)。如果合金化元素的名义百分含量 不小于1,该数字用整数表示;如果合金化元素的名义百分含量小于1,一般不标数字,必要时可用一位小 数表示。 在合金牌号前面冠以字母“z”(“铸”字汉语拼音第一个字母)表示属于铸造合金。 2.1.2若合金化元素多于两个,除对表示合金的本质特性是必不可少的外,不必把所有的合金化元素都 列在牌号中。 2.1.3杂质含量较一般合金低、
格式:pdf
大小:968KB
页数:4P
人气:77
4.5
汽车变壳铝合金压铸模设计 通过对典型的汽车变速器壳体压铸模进行开发,阐述了该压铸模从前期研究到结构设计以及最新的加工工艺综合运用,总结了重要的工艺参数数据,解决了成型此类零件的压铸模在设计开发中遇到的难点,对汽车动力总成压铸模的开发有一定的参考作用。
格式:pdf
大小:4.2MB
页数:6P
人气:77
4.7
铝合金压铸车身前减振塔座的设计 以某前减震器塔座为研究对象,以铝合金一体铸造替代传统钣金焊接总成减轻质量为目的,确定铝合金压铸塔座的设计方案。在满足所有功能要求和制造可行性要求的前提下,实现减重25%的目标。从未来发展趋势来看,汽车的用材正向低密度、高性能的方向发展。高强钢、铝镁合金和复合材料等都在车身上有具体的应用案例,未来车身发展的主要趋势也将是多
文辑创建者
我要分享 >
职位:房建工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐