LED制作工艺及LED节能灯制作工艺
2025-04-14
LED 制造工艺流程及细节 随着 20世纪 90年代 , 人类对氮化物 LED 的发明 ,LED 的效率有了非常快的发 展 . 随着相关技术的 发展 , 不久的未来 LED 会代替现有的照明灯泡 . 近几年人们制 造 LED 芯片过程中首先在衬底上制作氮 化镓 (GaN基的外延片 , 外延片所需的材 料源 (碳化硅 SiC 和各种高纯的气体如氢气 H2或氩气 Ar 等惰 性气体作载体之后 , 按照工艺的要求就可以逐步把外延片做好 . 接下来是对 LED-PN 结的两个电极进行 加工 , 并对 LED 毛片进行减薄 , 划片 . 然后对毛片进行测试和分选 , 就可以得到所 需的 LED 芯片 . 由于制作 LED 芯片设备的造价都比较昂贵 , 同时也是生产的一个 投资重点 , 具体的工艺做法 , 不作详细的说明 . 下 面简单介


led发光字制作流程 目录 一、led灯串产品介绍及比较 1、led灯串产品的概述 2、led产品的应用范围 3、led防水灯串的描述及特点 4、led产品性能参数 5、led照明与普通霓虹灯照明运营成本比较 6、户外广告载体性能比较 二.led发光字相关材料介绍 1、发光字字体材料及加工方法 2、发光字线材 3、发光字控制单元 4、发光字变电箱 三、发光字前期设计 1、绘画字体并排孔 2、制作效果图 3、绘制施工图 四、发光字制作和组装 1、led灯串安装插式及配线 2、控制单元的组装 五、发光字现场施工 1、招牌的安装 2、电力系统的安装 六、完成发光字案例 一、led灯串产品介绍 1、led灯串产品的概述 led灯串产品,是采用先进的led半导体芯片作为发光组件,通过科
 高压强分子泵在节能灯制作工艺中的应用
高压强分子泵在节能灯制作工艺中的应用 本文主要介绍高压强分子泵在节能灯圆排车制造中的替代罗茨泵应用,经实验,减能增效效果显著,具有较大的推广意义;并以此抛砖引玉,促进分子泵在照明行业的应用,提高生产效能,降低能耗和制造成本,保证产品质量。
编辑推荐下载
格式:pdf
大小:8KB
页数:3P
人气:95
 4.3
4.3

led灯箱制作工艺流程 一、步骤: ⑴先用木条钉一个外观宽80cm、高40cm、厚5cm的木框(或者直接用电子灯箱专用型材,快捷美观)。 ⑵在一个平整的工作台上,用钩刀和钢尺裁割一块80cm×40cm的有机板 ⑶到复印店里用刻字机刻两个“烟酒”大小粗细适中的字,转移到有机板上。 ⑷顺着字的笔画,居中画线,每隔左右用电钻打孔(φ5mm钻头),也可根据实际情况而定,不必拘泥于形式,孔的大小能让发光二极管 的前部进去,而后部(帽沿)进不去。 ⑸将发光二极管一个个插入到孔内。(注意:正负极要首尾相连,用手扭紧,不能有松动的地方,或用40w以下的电烙铁焊接也可) ⑹计算电阻值。发光二极管的发光电压为~(根据所购二极管的电压确定)。关键的因素要把每组的工作电流调整在15-20ma,测量电流 的方法要将电流表串入电路(最安全、快捷的方法是用电子灯箱测试仪)。每组的数量可依实际情况
格式:pdf
大小:159KB
页数:2P
人气:95
4.7
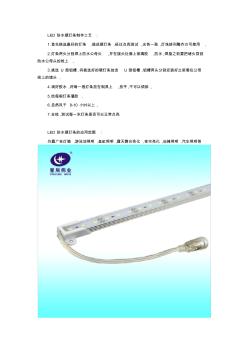
led防水硬灯条制作工艺: 1.首先挑选最好的灯珠,做成硬灯条,经过点亮测试,光色一致,灯珠排列整齐方可使用, 2.灯条两头分别焊上防水公母头,并在接头处滴上玻璃胶,防水,焊接之前要把堵头穿到 防水公母头的线上, 3.挑选u型铝槽,将挑选好的硬灯条放进u型铝槽,铝槽两头分别安装好之前套在公母 线上的堵头, 4.调好胶水,将每一根灯条放在制具上,放平,不可以倾斜, 5.给每根灯条灌胶, 6.自然风干8-10小时以上, 7.全检,测试每一米灯条是否可以正常点亮 led防水硬灯条的应用范围: 外露广告灯箱,游泳池照明,鱼缸照明,露天舞台亮化,夜市亮化,地摊照明,汽车照明等
热门文档 LED制作工艺及LED节能灯制作工艺
格式:pdf
大小:31KB
页数:5P
人气:95
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
格式:pdf
大小:8KB
页数:4P
人气:95
4.4
led发光字的制作工艺及规范 一.材料 1.底板:一般的小字体使用厚5mm的亚克力板或pvc板(上海 “绿川”),特殊的大字体采用厚2mm以上的镀锌钢板或冷轧钢板 (武钢)做底板,并做烤漆或静电喷塑防腐处理。 2.箱体:小型的发光字箱体采用5mm的亚克力板(上海“绿川”), 大型的发光字箱体采用厚2mm以上的镀锌板或冷轧钢板(武钢), 并做烤漆或静电喷塑防腐处理。 3.面板:黑色字采用国产(台湾“伸春”)或进口(英国“阿卡 图”“路彩特”、德国“德固赛”)的亚克力黑白板(厚3mm或5mm), 红色字及红色装饰条使用国产(台湾“伸春”)的红色亚克力板 (厚3mm或5mm)。 4.光源:采用三珠“食人鱼”光源led模块(成都“景致”、上 海“大峡谷”),模块规格:76mm×18mm×15mm,外壳:abs, 功率白色0.3w、红色0.5w,光束角1
格式:pdf
大小:74KB
页数:20P
人气:95
4.7
9钢结构制造工艺 提要:本章介绍钢结构制造的各个工艺流程,其中包括详图绘制、备料、加工准备及放样、矫正、切割、制孔、弯形、端部及剖,加工、装配、 焊接等各道加工工序,和涂装、运输等环节。最后简要介绍钢结构安装和设计中应注意的一些问题。 9.1概述 钢结构是由多种规格尺寸的钢板、型钢等钢材,按设计要求裁剪加工成众多的零件,经过组装、连接、校正、涂漆等工序后制成成品,然后再 运到现场安装建成的。 随着科技进步和工业发展,制造工艺和加工设备也不断改进、更新。以钢结构的连结方法为例,它经历了销接、栓接、铆接、焊接、栓接与焊 接联合使用等几个历程。目前,国内外绝大多数连接方法采用焊接和栓接与焊接联合使用两种。后者是在工厂制造的结构杆件或单元采用焊接,而在 工地进行整体拼装的节点连接采用高强度螺栓。加工工艺及质量保证中采用了高新技术,在各工序中采用了程控自动机具,大大加速了制造过程,保 证了产品
格式:pdf
大小:129KB
页数:4P
人气:95
4.7
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门分类及制作工艺大全 1、全实木榫拼门(原木门) 全实木榫拼门是用实木加工制作的装饰门,是以取材自森林的天然原 木作门芯,然后经下料、刨光、开榫、打眼、雕刻、定型等工序科学加 工而制成的。 全实木门所选用的木材多是名贵木材,如樱桃木、胡桃木、柚木等。具 有不变形、耐腐蚀、无裂纹及隔热保温等特点。同时,实木门具有良好 的吸音性,有效的起到了隔声的作用。全实木门的工艺质量要求很高, 其优点是豪华美观、造型厚实。但市场价格偏高,是室内门市场上最高 档的木门产品。 2、实木复合门 实木复合门的门扇边框使用的是杉木或松木,中间填充蜂窝纸、密度 板网格、桥洞力学板、实木等结构,一般高级的实木复合门,其门芯多 为优质白松,表面则为实木单板。由于白松密度小、质量
精华文档 LED制作工艺及LED节能灯制作工艺
格式:pdf
大小:34KB
页数:7P
人气:95
4.7
铜排制作工艺及规程 目录 1.目 的······································ ·······1 2.制作人员要 求····································· 2 3.铜排加工设备的操作及维 护·························2 4.铜排的移动和存 放·································3 5.铜排的制 作····································· 4 6.带电母线的安全防 护·······························6 7.铜排的现场安 装···································6 8.附 表······································
格式:pdf
大小:72KB
页数:3P
人气:95
4.5
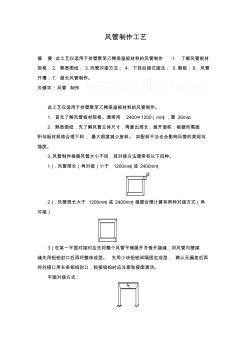
风管制作工艺 摘要:此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作:1.了解风管板材 规格;2.熟悉图纸;3.风管对接方法;4.下挂后接式接法;5.割板;6.风管 开槽;7.超长风管制作。 关键字:风管制作 此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作。 1.首先了解风管板材规格。通常用2400×1200(mm),厚20mm。 2.熟悉图纸,先了解风管立体尺寸,再算出周长,展开面积,根据所需面 积与板材规格合理下料,最大限度减少废料。如配料不当也会影响风管的美观与 强度。 3.风管制作根据风管大小不同,其对接方法通常有以下四种。 1).风管周长(角对接)小于1200mm(或2400mm) 2).风管周长大于1200mm(或2400mm)根据合理计算有两种对接方式(角 对接) 3)在某一平面对接时应先将整个风管平铺展开并错开接缝,将风管内壁接
最新文档 LED制作工艺及LED节能灯制作工艺
![风管部件制作工艺[详细]](https://files.zjtcn.com/group1/M00/90/27/CgoBZ2A_gmGATofaAAAttaucHZs242.jpg)
格式:pdf
大小:28KB
页数:9P
人气:95
4.5
门头制作工艺介绍 0/9 门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石
格式:pdf
大小:29KB
页数:9P
人气:95
4.5
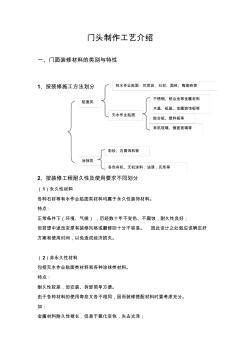
门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石屑饰料等 各色有机、无机涂料;油
格式:pdf
大小:175KB
页数:4P
人气:95
4.6
钢管冷弯制作工艺探究 通过分析钢结构建筑工程中常用普通低碳钢管壁厚度、力学性能及含s夹杂物等相关因素对钢管冷弯性能的影响,对诸多工程大跨度桁架主弦杆的弯制工艺采取合理的技术措施,制定出弯管制作方案,通过计算机对弯钢管模型进行实体放样、对弯管机器模板进行精确调试,以达到设计要求的尺寸精度。
格式:pdf
大小:239KB
页数:18P
人气:95
4.6
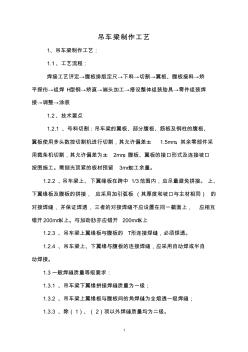
1 吊车梁制作工艺 1、吊车梁制作工艺: 1.1、工艺流程: 焊接工艺评定→腹板排版定尺→下料→切割→翼板、腹板接料→矫 平探伤→组焊h型钢→矫直→端头加工→搭设整体组装胎具→零件组装焊 接→调整→涂装 1.2、技术要点 1.2.1、号料切割:吊车梁的翼板、部分腹板、筋板及钢柱的腹板、 翼板使用多头数控切割机进行切割,其允许偏差±1.5mm。其余零部件采 用裁条机切割,其允许偏差为±2mm。腹板、翼板的接口形式及连接坡口 按图施工。需刨光顶紧的板材预留3mm加工余量。 1.2.2、吊车梁上、下翼缘板在跨中1/3范围内,应尽量避免拼接。上、 下翼缘板及腹板的拼接,应采用加引弧板(其厚度和坡口与主材相同)的 对接焊缝,并保证焊透,三者的对接焊缝不应设置在同一截面上,应相互 错开200mm以上。与加劲肋亦应错开200mm以上 1.2.3、吊车梁上翼缘板与腹板的t形
格式:doc
大小:58KB
页数:4P
人气:95
4.9
 庭院灯制作工艺
庭院灯制作工艺 本文将对比介绍建设工程领域中庭院灯制作工艺的不同方案和技术,包括材料选择、加工工艺、安装方式等方面的对比,并详细说明各种方案的优缺点。通过本文的阅读,读者将能够了解不同制作工艺对庭院灯的影响,从而在实际项目中做出更合理的选择。
格式:pdf
大小:329KB
页数:18P
人气:95
4.7
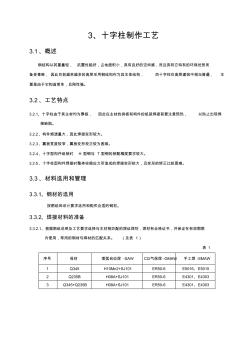
3、十字柱制作工艺 3.1、概述 钢结构以其重量轻,抗震性能好,占地面积小,具有良好的空间感,而且具有它特有的环保优势而 备受青睐,因此目前越来越多的高层采用钢结构作为其主体结构,而十字柱在高层建筑中相当普遍,主 要是由于它构造简单,且刚性强。 3.2、工艺特点 3.2.1、十字柱由于其主材均为厚板,因此在主材的拼板和构件的组装焊接前要注意预热,以防止出现焊 接缺陷。 3.2.2、构件熔透量大,因此焊接变形较大。 3.2.3、翼板宽度较窄,翼板变形校正较为困难。 3.2.4、十字型构件组装时h型钢与t型钢的装配精度要求较大。 3.2.5、十字柱型构件焊接时整体收缩应力所造成的焊接变形较大,且变形的矫正比较困难。 3.3、材料选用和管理 3.3.1、钢材的选用 按图纸和设计要求选用和购买合适的钢材。 3.3.2、焊接材料的准备 3.3.2.1、根据图纸说明及工艺要求选择与
格式:pdf
大小:10KB
页数:4P
人气:95
4.8
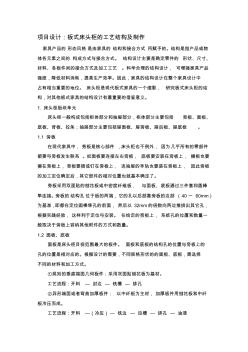
项目设计:板式床头柜的工艺结构及制作 家具产品的形态风格是由家具的结构和接合方式所赋予的。结构是指产品或物 体各元素之间的构成方式与接合方式。结构设计主要是确定零件的形状、尺寸、 材料、各板件间的接合方式及加工工艺。科学合理的结构设计,可增强家具产品 强度,降低材料消耗,提高生产效率。因此,家具的结构设计在整个家具设计中 占有相当重要的地位。床头柜是现代板式家具的一个缩影,研究板式床头柜的结 构,对其他板式家具的结构设计有着重要的借鉴意义。 1.床头柜板块单元 床头柜一般构成包括柜体部分和抽屉部分,柜体部分主要包括旁板、面板、 底板、背板、拉条;抽屉部分主要包括屉面板、屉旁板、屉后板、屉底板。 1.1旁板 在现代家具中,旁板是核心部件,床头柜也不例外,因为几乎所有的零部件 都要与旁板发生联系。如面板要连接左右旁板,底板要安装在旁板上,搁板也要 搁在旁
格式:pdf
大小:11KB
页数:7P
人气:95
4.7
窗帘的制作工艺 窗帘布艺的种类、款式风格、面料及制作工艺等```` 窗帘的种类概括起来有以下几种:开合帘(平开帘)、罗马帘(升降 帘)、卷帘、百叶帘、遮阳帘(天棚帘及户外的遮阳帘)。 2、窗帘的款式、风格及作用 (1)开合帘(平开帘)--沿着轨道的轨迹或杆子作平行移动的窗帘。 a、欧式豪华形:上面有窗幔,窗帘的边沿饰有裙边,花型以色彩 浓郁的大花为主显得比较华贵富丽。 b、罗马杆式:窗帘的轨道是用各种造型或材质的罗马杆,花型和 做发的变化多,有窗幔和无窗幔的,花型可以用色彩浓郁的大花, 也可用比较素雅条格形或素色等。 c、简约式:这种窗帘突出面料的质感和悬垂性,不添任何辅助的 装饰手段,以素色、条格形或色彩比较淡雅的小花草为素材,显得 比较时尚和大气。 d、实惠形(日式):根据窗户的大小来制作,色彩或花型选用比较 清淡、经济实惠。 (2)罗马帘(升降帘)--
文辑创建者
我要分享 >
职位:水利工程标准员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐