M12螺母凸焊工艺探讨
2025-05-06
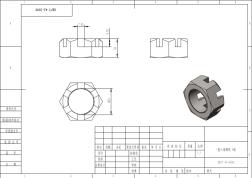
M12 螺母凸焊工艺探讨 【摘要】介绍了凸焊螺母 M12 与 5mm 厚 B510L 钢板焊接的试验过程,确 定了最优工艺参数。 关键词凸焊螺母正交试验工艺参数 随着产品质量的不断提高,凸焊螺母、螺栓已越来越广泛的应用于汽车行 业。好多资料对凸焊工艺参数进行了分析和研究, 取得了显著成果, 为后来者提 供了具有非常实用的参考价值,但采用的试件多为 2mm~2.5mm 板料和 M6、 M8 螺母,而在底盘大梁、变速箱、安全带等重要部位好多采用大厚度钢板和 M10、M12 的大螺母,国内一些小厂,主要是一些小的配套厂,由于工艺参数选 择不正确,导致凸焊螺母焊接不牢, 半成品件在运输过程中或转运过程中凸焊螺 母容易脱落,有时不得不采取 CO2气体保护焊进行加固,不但浪费人力、财力, 也使凸焊失去了本来意义。 1大螺母、厚板凸焊的主要质量缺陷 焊接不牢,半成品件在运输过程中或转运过程中凸焊螺母脱落


凸焊螺母的焊接工艺研究
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
编辑推荐下载
格式:pdf
大小:1.5MB
页数:9P
人气:97
 4.4
4.4
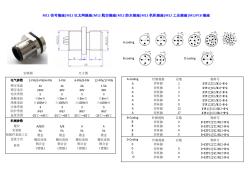
M12信号插座、M12以太网插座、M12航空插座、M12防水插座、M12机柜插座、M12工业插座、M12PCB插座
热门文档 M12螺母凸焊工艺探讨
格式:pdf
大小:2.9MB
页数:7P
人气:97
4.7

本文档由上海科迎法电气科技有限公司李工编辑,文档仅供参考。 m12防水插座,m12传感器插座,m12面板pcb插座 m12防水插座,m12传感器插座,m12面板pcb插座 产品 名称 m12,针型,扁法兰,安装螺纹m12*1, 焊杯脚 m12,孔型,扁法兰,安装螺纹m12*1, 焊杯脚 产品 图片 产品 尺寸图 产品 描述 m12x1-3针、4针、5针、8针、12针/扁法 兰-安装螺纹m12*1。有a.b.d键位。环保材料预 制方式,防护性能ip67,产品符合rohs标准。 m12x1-3孔、4孔、5孔、8孔、12孔/扁法兰-安 装螺纹m12*1。有a.b.d键位。环保材料预制方式,防 护性能ip67,产品符合rohs标准。 a键位 物料 型号 芯数键位物料号芯数键位物料号 4akyf12j4z/m12-n-q4akyf1

格式:pdf
大小:421KB
页数:11P
人气:97
4.4
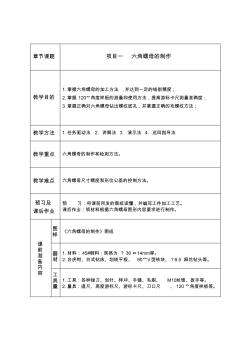
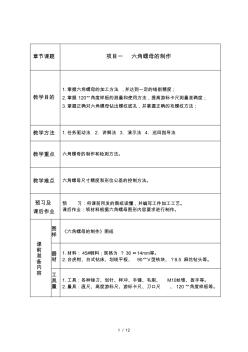
章节课题项目一六角螺母的制作 教学目的 1.掌握六角螺母的加工方法,并达到一定的锉削精度; 2.掌握120°角度样板的测量和使用方法,提高游标卡尺测量准确度; 3.掌握正确对六角螺母钻出螺纹底孔,并掌握正确的攻螺纹方法; 教学方法1.任务驱动法2.讲解法3.演示法4.巡回指导法 教学重点六角螺母的制作和检测方法。 教学难点六角螺母尺寸精度和形位公差的控制方法。 预习及 课后作业 预习:将课前所发的图纸读懂,并编写工件加工工艺。 课后作业:领材料根据六角螺母图形内容要求进行制作。 课 前 准 备 内 容 图 样 《六角螺母的制作》图纸 器 材 1.材料:45#钢料;规格为?36×14mm等。 2.台虎钳、台式钻床、划线平板、90°v型铁块、?8.5麻花钻头等。 工 具 量 1.工具:各种锉刀、划针、样冲、手锤、毛刷、m10丝锥、扳手
精华文档 M12螺母凸焊工艺探讨
格式:pdf
大小:1.9MB
页数:5P
人气:97
4.4
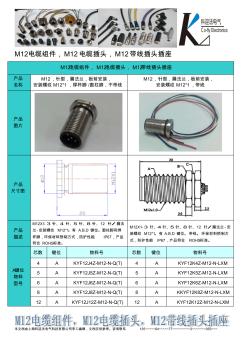
本文档由上海科迎法电气科技有限公司李工编辑,文档仅供参考。咨询联系135~~~~~64~~~~~77~~~~~~~~~3~~~~~~~053~~~ m12电缆组件,m12电缆插头,m12带线插头插座 m12电缆组件,m12电缆插头,m12带线插头插座 产品 名称 m12,针型,扁法兰,板前安装, 安装螺纹m12*1,焊杯脚/圆柱脚,不带线 m12,针型,扁法兰,板前安装, 安装螺纹m12*1,带线 产品 图片 产品 尺寸图 产品 描述 m12x1-3针、4针、5针、8针、12针/扁法 兰-安装螺纹m12*1。有a.b.d键位。圆柱脚和焊 杯脚,环保材料预制方式,防护性能ip67,产品 符合rohs标准。 m12x1-3针、4针、5针、8针、12针/扁法兰-安 装螺纹m12*1。有a.b.d键位。带线。环保材料预制方 式,防护性能ip67,产
格式:pdf
大小:433KB
页数:12P
人气:97
4.4
1/12 章节课题项目一六角螺母的制作 教学目的 1.掌握六角螺母的加工方法,并达到一定的锉削精度; 2.掌握120°角度样板的测量和使用方法,提高游标卡尺测量准确度; 3.掌握正确对六角螺母钻出螺纹底孔,并掌握正确的攻螺纹方法; 教学方法1.任务驱动法2.讲解法3.演示法4.巡回指导法 教学重点六角螺母的制作和检测方法。 教学难点六角螺母尺寸精度和形位公差的控制方法。 预习及 课后作业 预习:将课前所发的图纸读懂,并编写工件加工工艺。 课后作业:领材料根据六角螺母图形内容要求进行制作。 课 前 准 备 内 容 图 样 《六角螺母的制作》图纸 器 材 1.材料:45#钢料;规格为?36×14mm等。 2.台虎钳、台式钻床、划线平板、90°v型铁块、?8.5麻花钻头等。 工 具 量 1.工具:各种锉刀、划针、样冲、手锤、毛刷、
格式:pdf
大小:158KB
页数:5P
人气:97
4.6
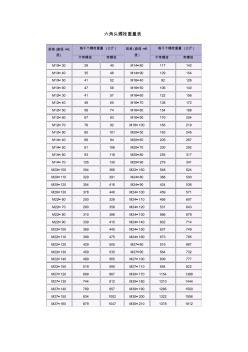
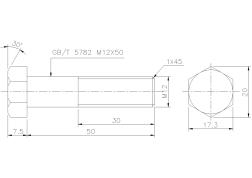
六角头螺栓重量表 规格(直径×长 度) 每千个螺栓重量(公斤)规格(直径×长 度) 每千个螺栓重量(公斤) 不带螺母带螺母不带螺母带螺母 m10×302940m14×80117142 m10×403546m14×90129154 m10×504152m16×4092126 m10×604758m16×50106140 m12×304157m16×60122156 m12×404965m16×70138172 m12×505874m16×80154188 m12×606783m16×90170204 m12×707692m16×100185219 m12×8085101m20×50183245 m14×406994m20×60205267 m14×50811
格式:pdf
大小:10KB
页数:1P
人气:97
4.7
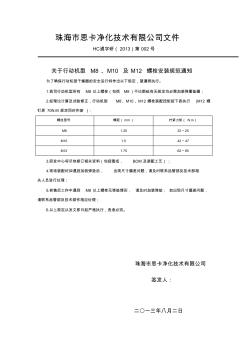
珠海市思卡净化技术有限公司文件 hc通字研(2013)第002号 关于行动机型m8、m10及m12螺栓安装规范通知 为了确保行动机型干燥器的安全运行特作出以下规定,望遵照执行。 1.我司行动机型所有m8以上螺栓(包括m8)不论图纸有无规定均必需加装弹簧垫圈; 2.经理论计算及试验修正,行动机型m8、m10、m12螺栓装配扭矩按下表执行(m12螺 钉原70n.m规定同时作废): 螺丝型号螺距(mm)拧紧力矩(n.m) m81.2522~25 m101.542~47 m121.7562~65 3.研发中心将尽快修订相关资料(包括图纸,bom及装配工艺); 4.现场装配时如遇到加装弹垫后,出现尺寸偏差问题,请及时联系品管部及技术部相 关人员进行处理; 5.若售后工作中遇到m8以上螺栓无弹垫情形,请及时加装弹垫;如出现尺寸偏
格式:pdf
大小:60KB
页数:5P
人气:97
4.7

第三部分螺母 产品分类 一、产品大类(一)、英制螺母1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机 械螺母)、bsw916、jisb1181。按其特性又可分为:普通螺母(finishedhexnuts)(1/4 以上含1/4规格)––fin薄型螺母(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺母(heavyhexnuts)(1/4以上含1/4规格)––hvy机械螺母(machinescrew nuts)(#4-40-3/8规格)––m/s2、美制螺母之区别:普通型、重型、薄型螺母其可制造规格 为1/4-11/2,机械型螺母可制造规格为3/8以下。英制螺母相互区别主要在厚度,对边上也 略有不同。a、薄型螺母和普通型对边一样
最新文档 M12螺母凸焊工艺探讨
格式:pdf
大小:2.3MB
页数:62P
人气:97
4.4
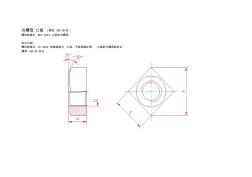
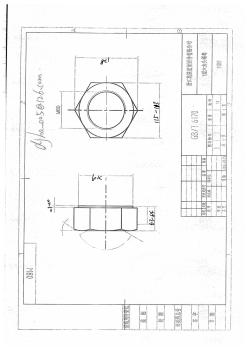
方螺母c级(摘自gb39-88) 螺纹规格为m3~m24、c级的方螺母。 标记示例: 螺纹规格为d=m16、性能等级为5级、不经表面处理、c级的方螺母的标记: 螺母gb39m16 焊接方螺母(摘自gb13680-92) 螺纹规格为m4~m16的焊接方螺母的型式、尺寸和技术条件。 标记示例: 螺纹规格d=m10、材料为含碳量不大于0.25%的钢、不经表面处理的a型焊接方螺母的标记: 螺母gb/t13680m10 1型六角螺母(摘自gb/t6170-2000) 螺纹规格为m1.6~m64、性能等级为6、8、10、a2-50、a2-70、a4-50、a4-70、cu2、cu3和al4级、产品等级为a和b级的1型六角螺母。a级用于d ≤16mm;b级用于d>16mm的螺母。 标记示例: 螺纹规格d=m12、
格式:pdf
大小:60KB
页数:5P
人气:97
4.4

第三部分螺母 产品分类 一、产品大类(一)、英制螺母1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机 械螺母)、bsw916、jisb1181。按其特性又可分为:普通螺母(finishedhexnuts)(1/4 以上含1/4规格)––fin薄型螺母(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺母(heavyhexnuts)(1/4以上含1/4规格)––hvy机械螺母(machinescrew nuts)(#4-40-3/8规格)––m/s2、美制螺母之区别:普通型、重型、薄型螺母其可制造规格 为1/4-11/2,机械型螺母可制造规格为3/8以下。英制螺母相互区别主要在厚度,对边上也 略有不同。a、薄型螺母和普通型对边一样
格式:pdf
大小:8KB
页数:1P
人气:97
4.4
一.螺母、垫片类 1.螺母 描述:名称大小(内牙径×牙距×厚)表面处理 范例:六角螺母m3.8×0.5×t0.5镀金 备注: ni表示镀镍;o表示镀黑锌;zn表示镀彩锌;z表示镀白锌cr表示镀铬 2.垫圈 描述:名称大小(外径×内径×厚)材质 范例:弹垫圈φ1.8×φ8.5×t0.2弹簧钢 二.螺丝 描述:名称头型带介子牙型表面处理外径×长度材质(铁省略) 范例:scrpwmni3×5不锈钢 备注: 头型:p=平圆头,f=沉头,h=外六角头,w=带介子头(盆垫圈头),c=无头,i=内六角 螺丝牙型:m=机械牙,a=尖头自攻牙,b=平头自攻牙 表面处理:ni=镀镍o=镀黑锌zn=镀彩锌z=镀白锌
格式:pdf
大小:482KB
页数:3P
人气:97
4.5
 提高M12螺帽冷镦模具耐磨性的研究
提高M12螺帽冷镦模具耐磨性的研究 cr12mov钢制造的m12螺帽冷镦模经超低温改性处理后,其显微组织发生了转变:钢组织中的残留奥氏体向马氏体转变,析出大量高弥散的碳化物微粒,强化了模具性能,尤其是耐磨性能显著增加,从而提高了冷镦模具的使用寿命
格式:pdf
大小:446KB
页数:未知
人气:97
4.7
浅述焊接螺帽及板状件的凸焊工艺 一、前言凸焊工艺在电器产品生产中用途广泛,如双金属片与支架的焊接、空气断路器侧板螺帽的焊接、脱扣轴上的杠杆、横梁上侧板与槽钢的焊接等。在其它行业,如汽车、飞机的仪表盘上固定仪表的螺帽等的焊接,都得到了广泛的运用。凸焊工艺简单易行,成本低,操作者易于掌握。本文着重从凸焊工艺理论与电器板状件、焊接螺帽的焊接工艺实践进行阐述。
格式:pdf
大小:503KB
页数:未知
人气:97
4.4
用正交试验法对螺栓凸焊工艺的研究 本文对rq1980825凸焊螺栓的电阻焊工艺参数:压力、加压时间、焊接时间、维持时间的量值,采用正交试验法中的l_9(3~4)表进行多次工艺试验,并定量评价焊接接头强度,获得较满意的结果.
格式:pdf
大小:128KB
页数:未知
人气:97
4.4
厚大螺母与镀锌薄钢板环凸焊接头组织与性能 通过大量试验,探讨了厚大螺母与镀锌薄板环凸焊接头的组织与性能,结果表明:当接头具有良好的性能时,结合面存在微区熔化并凝固的细小等轴晶,其接头的连接机制属于微区熔化和固态塑性变形+动态再结晶的混合连接模式。相反,如全部为固态连接模式,接头组织中存在连续的锌夹杂,机械应力较大,接头性能较差,漏气率较高。工艺参数对接头的组织与性能有较大的影响,为了得到性能良好的接头,最好采用马鞍形压力和多脉冲电流的焊接规范。
格式:pdf
大小:187KB
页数:1P
人气:97
4.7
用焊接方形螺母代替焊接六角螺母的优越性 焊接方形螺母是由长春汽车研究所、长春第一汽车厂的车身厂与吉林汽车标准件厂等单位联合试制试验成功,通过广泛使用调查分析研究、多次反复试验,确定了焊接螺母的最小剥离扭矩,并由长春汽车研究所参考日本三菱公司标准制订了q364、
格式:pdf
大小:191KB
页数:1P
人气:97
4.7
用焊接方形螺母代替焊接六角螺母的优越性 焊接方形螺母是由长春汽车研究所、长春第一汽车厂的车身厂与吉林汽车标准件厂等单位联合试制成功,通过广泛使用,调查分析研究及多次反复试验,确定了焊接螺母的最小剥离扭矩,并由长春汽车研究所参考日本三菱公司标准制订了q364、q365焊接方形螺母工厂标准。目前该厂标已被多种车型广泛采用。焊接方型螺母可用在汽车上发动机罩、车门骨架、前围骨架及盖板、曲轴箱、通风装置、汽油管路、散热器悬
文辑创建者
我要分享 >
职位:测量监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐