PQ产品外观检验标准
2025-01-20
PQ 产品外观检验标准 1. 目的 为生产和检验提供判定依据 ,并确保产品达到国内外客户的要求而制定本标准 2. 范围 适用于硅钢片堆叠的电抗器 ,滤波器和变压器产品 3. 检验条件 表 1给出了对每个指定区域或表面的目测距离和时间,零件和产品的检验应遵循 以下目测条件。应使用均布 ,无方向性 ,至少 400~600 勒克司的照明以避免检查不当 4.定义: 标准要求:工艺目标,一种近乎完美的情况。但对于改组件被客户接收和使用的非 必要条件 允收要求:组件并没有达到完美,但是被客户接收或者使用的必要条件 制程警示:需要反馈给工程师处理,工程师通过检查或者分析查出与本标准不符合 原因并在后续生产中避免 拒收要求:组件不足以确保客户接收和使用。生产部门必须对每个缺陷进行处理 Table1 Time and Distance 时间及距离 Category 类别 Viewing Dista

1目的 本标准定义维盛冲压件产品外观品质的基本要求,并确立允收/拒收之准则。 2适用范围 本标准适用于维盛生产的所有冲压件产品。 3相关文件 《**产品外观检验标准》。 4定义 a级面:客户经常看到的面,如面板,机箱的上表面、正面,出给客户的零件,马口铁生 产的产品等。 b级面:不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面等。 c级面:产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等。 5检测条件 5.1所有检验均应在正常照明,并模拟最终使用条件下进行。检测过程中不使用放大镜, 所检验表面和人眼呈45°角。a级面在检测时应转动,以获得最大反光效果。b级 面和c级面在检测期间不必转动。 光源=40w荧光灯 零件表面人眼 距离500毫米 5.2a级面停留10秒,b级面停留5秒,c级面停留3秒。 6

xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第1页共11页 版本号:1.0修订日期:发行日期:2016.4.21 工作程序指引类文件 编制人: 受控标识 副本: □总经理室 □管理者代表 □业务部 □财务部 □研发部 □验证部 □人资部 □采购部 □资材部 □品管部 □工程部 □制造部 □其它: 签 署 日期: 审核人: 签 署 日期: 批准人: 注意: 1.未印有“文件受控”标识的文件不可使用。 2.已印有“文件作废”标识的文件不可使用。 3.已印有“文件受控”标识的文件不可复印。 4.没有批准人签名的文件为无效文件。 签 署 日期: 序 号 修订 章节 版本 号 修订内容修订日期修订人审核人批准人 xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第2页共11页 版本号:1
编辑推荐下载
格式:pdf
大小:9.6MB
页数:28P
人气:72
 4.6
4.6
深圳市和为顺网络科技有限公司 标题 制订部 门 文件名 称 smt焊接外观检验标准 版次修订内容 001新版本发行 编号e-sip-098 修改页次修订日期修订者备注 2011-3-19王景龙 批准:刘泽洪 文件修订记录 smt焊接外观检验标准 制定:王景龙 审核:李华志 smt焊接外观检验标准 品质部001 e-sip-098页次 制订日期 14 2011-3-19 第1页,共30页 深圳市和为顺网络科技有限公司 标题 制订部 门 smt焊接外观检验标准 品质部001 e-sip-098页次 制订日期 14 2011-3-19 7.3移位或偏位:元件在焊盘的平面内横向(水平)、纵向(垂直)或旋转方向偏离预定位置;(以元件的中 线和焊盘的中心线为基准)。 5.2将待测pcb置于执行检测者面前,目距20cm内(约手臂长). 6.检验工具:
格式:pdf
大小:507KB
页数:5P
人气:72
4.3
电镀产品外观检验标准 1.0目的 为所有电镀的原材料、半成品、成品的外观检验提供依据。 2.0范围 适用于提供给客户的所有的原材料、半成品、成品及返修物料。 3.0定义 a级面:物料的外观面对最终产品的外观、功能、客户使用有重大影响或客 户有要求。 b级面:物料装配成产品后,对产品的外观要求、客户使用无影响或此面对 功能调试没有影响。 c级面:物料装配成产品后,对参数调试无影响,纯属设计需要或此面有喷 漆要求,或非喷漆面不外漏面。 起泡:指因电镀工艺原因产品表面出现的气泡。 过薄:指表面电镀层的平均厚度小于5um。 脱落:指电镀产品表面镀层掉。 漏镀:指电镀产品要求电镀面实际未电镀。 花斑:指电镀前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等原因所造 成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。 黑点:指电镀产品表面存在的黑色圆点。 发黄:指电镀产品表面的
热门文档 PQ产品外观检验标准
格式:pdf
大小:1.9MB
页数:36P
人气:72
4.7

pcba外观检验标准 qm1.403 文件批准approvalrecord 部门 function 姓名 printedname 签名 signature 日期 date 拟制preparedby 会审reviewedby 会审reviewedby 会审reviewedby 会审reviewedby 标准化standardizedby 批准approval 文件修订记录revisionrecord: 版本号 versionno 修改内容及理由 changeandreason 修订审批人 approval 生效日期 effectivedate v1.0新归档 pcba外观检验标准 qm1.403 1、目的purpose: 建立pcba外观检验标准,为生产过程的作业以及产品质量保证提供指
格式:pdf
大小:47KB
页数:5P
人气:72
4.6
产品外观喷涂件质量检验标准 1.主题内容和使用范围 1.1主题内容 本标准规定了整机外观中外壳喷涂表面质量.外露塑料表面质量标准等 内容。 1.2适用范围 1.2.1本标准适用于所有注塑.喷涂.装配生产过程中的质量检验。 1.2.2本标准适用于产品的最终出厂检验。 1.2.3本标准可作为物资管理部、终端生产部提供采购和进料检验的参考 标准。 2.参考文件 ---美国有关产品外观质量要求naag标准 ---美国hbk-435照相机涂层检测标准 ---结合中国市场消费者的需求 3.检验标准 3.1检验条件 3.1.1检验距离 产品距离观察300毫米 3.1.2检验光线 自然光线(无太阳光直射)或标准灯源灯光 3.1.3观察角度:被检测面与视线在45度范围内旋转,左右转动15度范 围。 3.1.4观察时间:≤10s。 3.1.5检验员视力:裸视或矫正视力在
格式:pdf
大小:66KB
页数:5P
人气:72
4.7
dmtqm11-001喷漆件外观检验标准版本:a生效日期:2011-7-14 workinstruction 作业指导书 文件编号:dmtqm11-001生效日期:2011-7-14 版本:a页码:第1页共5页 喷漆件 外观检验标准 变更记录 版本变更描述 a新增 b修订检验项目和检验规格 c增加颜色及测试检验 d修订检验项目和检验规格 签名部门日期 编写:孙宝锋品管部2011-7-14 批准: 分发部门:品管部、生产部 dmtqm11-001喷漆件外观检验标准版本:a生效日期:2011-7-14 1.0目的 确定喷漆产品外观检验和可靠性测试方法和标准。 2.0范围 此标准适应于青岛地恩地机电生产的喷漆产品,客户有特殊要求时,依客户 要求检验。 3.0检验工具 点规,膜厚仪,硬度铅笔,划格刀,3m胶带
格式:pdf
大小:2.3MB
页数:10P
人气:72
4.5
焊接外观检验标准 目的:统一焊接外观检验标准,确保焊接质量和检验的一致性 1.范围 本标准适用于smt、成型线、装配线等有关的焊接外观检验。 2.职责 生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。 3.基本术语 ipc-a-6101级:通用类电子产品包括消费类电子产品、部分计算机及其外围设备,那些对外观要求不高而以其使用功能要求为主的产品。 ipc-a-6102级:专用服务类电子产品包括通讯设备,复杂商业机器,性能高、长使用寿命的仪器。这类产品需要持久的寿命,但不要求必须保持不间断 工作,外观上也允许有缺陷。 ipc-a-6103级:高性能电子产品包括持续运行或严格按指令运行的设备和产品。这类产品在使用中不能出现中断,例如救生设备或飞行控制系统。符合 该级别要求的组件产品适用于高保证要求,或者最终产品使用环境条件异常苛刻。 目标条件:是指近乎完美或被称
格式:pdf
大小:63KB
页数:4P
人气:72
4.7
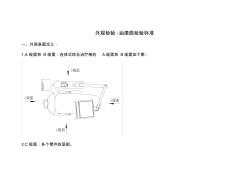
外观检验-油漆面检验标准 一、外观表面定义: 1.a级面和b级面:连体式综合治疗椅的a级面和b级面如下图: 2.c级面:各个零件的底部。 二、喷涂件缺陷定义: 1.浅刮痕:目测不明显,手指甲触摸没有凹凸感。 2.深挂痕:目测明显,手指甲触摸有凹凸感。 3.起泡:喷漆面有气泡凸起,用力压破后会出现表面缺陷或 露底(露底:露出喷漆前的金属材料)。 4.留痕:喷漆涂料过多且不均匀干燥导致的留痕。 5.异物:零件表面粘附与零件不能类型的东西(如砂粒,毛发,铁屑)。 6.凸起:表面凸起,手摸时有不平感(凸起与零件是同类)。 7.凹陷:表面局部凹陷,手模时有不平感。 8.污迹:油漆面上有其他不能去除的颜色。 三、检验规范: 1.为了保证外观检验的准确性,在检验前,必须把外观清洁好。 2.检验时正面和45度观察被检验面。 四、放行标准: 缺陷类型a级面b级面c级面备注 浅刮痕l
精华文档 PQ产品外观检验标准
格式:pdf
大小:24.1MB
页数:56P
人气:72
4.7
a-1ꆭꆭꆭa-10b-1ꆭꆭb-8c-1ꆭꆭc7d-1ꆭꆭd9e-1ꆭꆭe-6f-1g-1h-1i-1ꆭꆭi-8j-14ꎺ닎뾼컄쿗놾뇪ힼ뗄훆뚨틀뻝ꆶipc-a-610dꆷ5ꎺ쮵쏷ꎺ놾뇪ힼ캴볓틔쏷좷횮릤틕튪쟳ꎬ틔ꆶipc-a-610dꆷ뇪ힼퟷ닎헕6ꆢ뇪ힼ쓚죝ꎺsmt췢맛볬퇩뇪ힼ튻ꆢꆶsmt췢맛볬퇩뇪ힼꆷ쮵쏷뛾ꆢ쒿슼ꎺaꆢ컽룠펡쮢맦랶1ꎺ쒿뗄놾뇪ힼ쫊폃폚탂쳘뗧ퟓ릤튵릫쮾smt몸뷓릤틕짺닺닺욷ꆣ3ꎺ횰퓰ꎺ놾릫쮾좫풱뇘탫ퟱ헕듋뇪ힼ뷸탐ퟷ튵ꎬꎨ뿍뮧쳘뇰튪쟳뗄뷓쳘뚨튪쟳횴탐ꎩ뛔놾릫쮾컽룠ꆢ붺쮮뗄펡쮢ꆢ풪볾낲ힰ벰풪볾몸뷓뗄릤틕틔뷩뚨ꎬ좷놣놾릫쮾닺욷뗄욷훊2ꎺ쫊폃랶캧ꎺfꆢ돇놤탎ic럅훃몸뷓맦랶gꆢbga
格式:pdf
大小:972KB
页数:30P
人气:72
4.7
浙江星星电子科技发展有限公司 smd板卡外观检验标准zdk-pcp-smd-01 smd板卡外观检验标准 版本编写审核批准实施日期 a/0 浙江星星电子科技发展有限公司 smd板卡外观检验标准zdk-pcp-smd-01 目录 0修改记录 1目的范围 2职责 3管理内容和方法 4相关文件 5质量记录 0修改记录 版本文件条款修改页次修改理由 a/0 浙江星星电子科技发展有限公司 smd板卡外观检验标准zdk-pcp-smd-01 1目的范围 1.1目的:本标准规定了smd外观检验的检查项目、检查方法、和品质标准,提供顾客良好品质保证,对内 提供生产及工程部门改进品质的资料。 1.2范围:适用于本公司生产的smd线路板,如该产品有其他特殊规定,应依特殊规定执行。 2职责 smd板卡外观检验标准由品质部负责执行 3管理内容
格式:pdf
大小:51KB
页数:4P
人气:72
4.4

烤漆件外观检验标准 本内容提供了一个统一的烤漆件的检验和组装标准。这些指导方针以及pscs,将被本公司的供货商和相关工作 人员运用于首件检查,采购,进料检验,组装以及最终的稽核中。最终的目的是为制造最好的零配件和组装线。 1检查标准 1.1检验员资格 检查员必须有下列一种或几种 质量检验员一年工作经验。 经过系统的教育训练,至少40h。 特殊工作培训并通过验证,承认水平,能够立即从事检验工作。 有在外观问题上能够诊察和决策的工程师直接管理。 1.2制程检查 1.2.1一般方针 对于检验,所有的零件必需是无尘,无脂,无油和其它物质。由运输材料引起而且能够被空气吹走的灰尘 是可被接收的 对于外观面,检验员必须同样的检查每一个面的颜色,咬花和光泽,同样不能有不理想.对于非外观面,检验 员必须检查油漆覆盖是否完整和不得有水泡,气泡,尘土,擦伤,油
格式:pdf
大小:1.8MB
页数:10P
人气:72
4.4
焊接外观检验标准s/szbird-改进-001-20050.1 波导随州分公司目的:统一焊接外观检验标准,确保焊接质量和检验的一致性 页码:1/10 旧版本号:无 1.范围 本标准适用于smt、成型线、装配线等有关的焊接外观检验。 2.职责 生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。 3.基本术语 ipc-a-6101级:通用类电子产品包括消费类电子产品、部分计算机及其外围设备,那些对外观要求不高而以其使用功能要求为主的产品。 ipc-a-6102级:专用服务类电子产品包括通讯设备,复杂商业机器,性能高、长使用寿命的仪器。这类产品需要持久的寿命,但不要求必须保持不间断 工作,外观上也允许有缺陷。 ipc-a-6103级:高性能电子产品包括持续运行或严格按指令运行的设备和产品。这类产品在使用中不能出现中断,例如救生设备或飞行
格式:pdf
大小:10KB
页数:1P
人气:72
4.6
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由于填充金属不足,在焊缝表面形成的
最新文档 PQ产品外观检验标准
格式:pdf
大小:21KB
页数:2P
人气:72
4.4

连铸坯质量外观检验标准 作者:周毅发表日期:2007-9-19阅读次数:157 1、尺寸及允许偏差单位:毫米 边长边长允许偏差对角线长度偏差切斜鼓肚 240*240±6.0≤15.0≤20.0≤6.0 200*200±6.0≤9.0≤20.0≤6.0 150*150+5-3≤6.0≤20.0≤5.0 2、连铸坯长度根据客户要求交货,具体如下:单位:米 铸坯断面定尺长度热坯长度短尺坯长度文件发布日期 200*20012+0.05-0.0112.16±0.02不小于9.02004.9.24 9.0±0.039.11±0.02不小于8.952004.9.24 150*15012+0.01-0.0512.12±0.02不小于9.02004.4.2 10.5+0.01-0.0510.6±0.02不小于9
格式:pdf
大小:6KB
页数:3P
人气:72
4.3
成品外观质量检验标准 一、面料质量接受标准 1、孔、破洞,不接受(含针孔)。 2、布疵及起结,不超过0.1cm直径。 3、粗纱、抽纱及起横不超过原纱之一倍。 4、色纱不接受。 5、阴阳色、色差不接受。 6、布灰、污渍不接受。 7、倒顺毛、死毛、长短毛及疏密毛不接受。 二、车缝工艺检验标准 1、针步要均匀,疏密相差每英寸不超过1针。(针距一般为:暗线、 级骨线12针/英寸,粗面线8针/英寸。) 2、起珠、跳针及断线不接受,非驳口驳线不接受。 3、间线要顺直,宽窄一致,不接受波浪纹,1/4双线,线与线距离偏 差±0.1cm内可接受。 4、线要按规定要求配色,不接受不符合规定之线色。明线车商标需 用配商标色线。 5、袋盖、领、门襟、介英等需跟实样车,需平整,不能露底、起止 口印,圆方角分明,大小、宽窄、高低不超过1/8,下角不能翘角 及有长短。 6、开袋:四角分明,需平整,袋口不
格式:pdf
大小:190KB
页数:9P
人气:72
4.8

文件名称:外观检验标准制订者/日期:王全波 文件编号:审查者/日期: 版本:核准者/日期: 本文件从批准之日起正式生效,所有盖有 受控印章的文件是正式发放的有效版本,只有 有效版本才会被及时更新,任何未经授权的打 印和复印,均属于无效版本。没有本公司的书 面批准,禁止对外有任何形式的翻印和传播。 受控状态(印章) 涉及部门审查 部门审核部门审核 □总经理□工程部 □办公室□外贸部 □采购部□品质部 □生产部□仓储部 编号规范名页码范围 1金属,塑料灯具,灯罩组装外观检验标准2页 2标签外观检验标准3页 3包装盒,说明书,合格证检验标准4页 4外箱检验标准5页 5pcb焊接面外观检验标准6页 6 7 8 9 10 11 12 13 14 15 16 17
格式:pdf
大小:41KB
页数:2P
人气:72
4.7
涂装件外观质量检验标准 1适应范围 本标准适用于青云机电有限公司涂装件检验。 2检查的一般条件 2.1对检查场所如未特别指定。则一般应在不直接受日光照射无对检查有不良影 响的热气体、蒸气、灰尘等通风极小的环境中进行检查; 2.2涂装面不干净时,应用棉纱擦拭干净(附:有油脂类时应用溶剂汽油擦拭) 烤漆方式为双组份烤漆; 2.3用作检查的零件中必须从按照所规定的涂装标准制作的成品中抽取; 2.4用于检查的零件经硬化干燥后应按表1所规定的时间放置再作检查。 最少放置时间24h48h72h 干燥方法烘干自然干燥及强制干燥 涂料名称 环氧树脂涂料 聚酯类涂料 氨基醇酸树脂涂料 水容性树脂涂料 硝基漆 高固体份光漆 丙稀酸漆 聚脂类涂料 聚氨酯涂料 3术语含义 3.1.1主视面(a面):在成车状态下,能直接一目了然,用肉眼能看见的地方或直 接受暴风雨侵袭的地方。
格式:pdf
大小:195KB
页数:9P
人气:72
4.6

精品文档 精品文档 文件名称:外观检验标准制订者/日期:王全波 文件编号:审查者/日期: 版本:核准者/日期: 本文件从批准之日起正式生效,所有盖有 受控印章的文件是正式发放的有效版本,只有 有效版本才会被及时更新,任何未经授权的打 印和复印,均属于无效版本。没有本公司的书 面批准,禁止对外有任何形式的翻印和传播。 受控状态(印章) 涉及部门审查 部门审核部门审核 □总经理□工程部 □办公室□外贸部 □采购部□品质部 □生产部□仓储部 编号规范名页码范围 精品文档 精品文档 1金属,塑料灯具,灯罩组装外观检验标准2页 2标签外观检验标准3页 3包装盒,说明书,合格证检验标准4页 4外箱检验标准5页 5pcb焊接面外观检验标准6页 6 7 8 9 10 11 12
格式:pdf
大小:169KB
页数:9P
人气:72
4.4

1.0目的 为了规范本公司产品及外购零部件,加工件的外观品质要求,为生产及检验提供参考依据。以及利于执行顺 畅,特制定本文件 2.0适用范围 2.1:适用于本公司生产、检验、iqc、qa之运作,以及其它无客人特殊要求的产品。(客人有特殊要求时, 则按客人要求执行) 2.2:为供方提供检测依据。 3.0参考依据 无 4.0面的说明及定义 e c b 4.1:a面为正面,产品在正确的使用过程中,面对使用者的一面为正面 4.2:b面为底面,相对于正面的下部为底面 4.3:c面为右侧面,相对于正面的右侧为右侧面 4.4:d面为背面,相对于正面的反面为背面 4.5:e面为顶部,相对于正面的正上部分为顶部 4.6:f面为左侧面,相对于正面的右侧为左侧面 5.0:产品表面等级划分:产品表面等级根据产品的重要程度,可划分为:a级面,b级面,c级面 5.1:a
格式:pdf
大小:108KB
页数:4P
人气:72
4.4

lm外观检验标准 (二) 编号:qc-001 版次/改次:a//0 首次发布日期:2006.09.15 最新生效日期:2006.09.15 第1页共4页 电镀件外观检验规范 检验 项目 检验要求判定标准 检验判定 crmajminok 色差表面镀层颜色不能 超过所签样板 ①在40w日光灯或自然光下,视力在1.0以上,物件放 置于人体视角45°处,无明显差异 ②如果颜色有差异,但组合后整体颜色配合较好,无明 显差异,可接受 ③组合后,整体颜色色差明显,不可接受 麻点 ╱砂 粒 物件表面不能有明 显麻坑点或砂粒 ①?≦0.5mm,在10c㎡内,不能超出3pcs ②?≦1mm,在10c㎡内,不能超出2pcs ③砂粒面积≦5m㎡,且其直径能超过0.1mm 起泡镀层表面不能有汽 泡及镀层脱落 ①?≦0.5m


格式:pdf
大小:10KB
页数:1P
人气:72
4.7
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷,不得超 过20mm。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面 气孔指露在表面的气孔,不得超过20mm。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母 材之间未完全熔化结合的部分。不得超过500mm 3.1.4未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。 3.1.5焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。 3.2焊缝形状缺陷: 3.2.1焊缝成形差:
文辑创建者
我要分享 >
职位:土建工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐