PVC门窗型材断面设计
2024-09-20
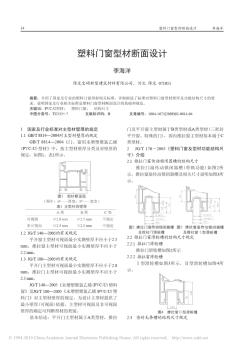
PVC门窗型材断面设计 塑窗结构分为断面结构和外型结构。 断面结构决定型材的使用功能、 性能优劣和挤出成型加工的 难易;外形结构决定型材的外观、 整窗的造型和成本的高低。 型材的特点取决于各种结构元素及 其配合特性。这些,有关资料多有介绍,本文不再赘述。 站在最终产品角度讲, 型材结构特点决定着成窗的总体结构和成窗的功能, 因此在设计型材 断面时,应多方位多角度加以考虑。 严格说来, 塑料异型材断面设计者相关知识应当宽泛, 包括房屋建筑风格以及对门窗的功能 要求、硬质PVC塑料的特性、异型材挤出成型技术、五金件性能与规格、门窗的组装工艺以及 安装技术等。在设计时,一般应首先考虑以下几方面: 外形与尺寸 型材的断面设计,首先涉及到的就是型材外形。 推拉窗框为轨道式外形, 不论框包扇, 还是 扇包框,都须突出其滑道功能。平开式固定窗框,主要特征是有明显的框(或扇)翅以实现直压 玻璃的功能。 窗

 PVC门窗型材抽查中常见质量问题及其对策
PVC门窗型材抽查中常见质量问题及其对策 1抽查中常见质量问题近几年,国家塑料制品质量监督检验中心(福州)对pvc门窗型材进行了抽查,抽查结果表明:产品质量比较稳定,大中型企业生产管理较规范,合格率较高;检验不合格项目主要集中在加热后尺寸变化率、拉伸冲击强度以及落锤冲击强度3个项目。尺寸变化率反映了材料残留内应力大小,同时表征
浅谈塑料门窗型材断面设计 本文介绍了国家及行业塑料门窗型材相关标准,详细阐述了标准对塑料门窗型材壁厚及功能结构尺寸的要求,说明国家及行业相关标准是塑料门窗型材断面设计的基础和规范。
编辑推荐下载
格式:pdf
大小:229KB
页数:4P
人气:67
 4.7
4.7
塑料门窗型材断面设计 介绍了国家及行业的塑料门窗型材相关标准,详细阐述了标准对塑料门窗型材壁厚及功能结构尺寸的要求,说明国家及行业相关标准是塑料门窗型材断面设计的基础和规范。
热门文档 PVC门窗型材断面设计
格式:pdf
大小:17KB
页数:1P
人气:67
4.6
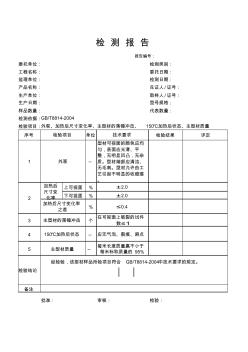
委托单位:检测类别: 工程名称:委托日期: 监理单位:检测日期: 产品名称:见证人/证号: 生产单位:取样人/证号: 生产日期:型号规格: 样品数量:代表数量: 检测依据: 检验项目: 序号单位检验结果评定 1-- 上可视面% 下可视面% % 3个 4-- 5-- 备注 批准:审核:检验: 2 检验结论 加热后 尺寸变 化率 经检验,该型材样品所检项目符合gb/t8814-2004中技术要求的规定。 150℃加热后状态应无气泡、裂痕、麻点 外观 型材可视面的颜色应均 匀,表面应光滑、平 整,无明显凹凸,无杂 质。型材端部应清洁、 无毛刺。型材允许由工 艺引起不明显的收缩痕 。 ±2.0 ±2.0 主型材质量 每米长度质量赢不小于 每米标称质量的95% 加热后尺寸变化率 之差 ≤0.4 主型材的落锤冲击 在可视面上破裂的试件 数≤1 g
格式:pdf
大小:130KB
页数:5P
人气:67
4.8
论门窗型材设计要素 摘要:本文主要介绍了门窗型材的一些基本组成要素及每一类要素的特定作用和功能。正是通过一些基本 要素的组合,才形成了门窗型材特定的使用功能。制定、选用一些标准要素,可简化设计过程,缩短产品 成形周期,进而逐步实现门窗型材设计的标准化及通用化。 关键词:门窗型材基本要素功能 门窗是建筑空间环境组合的重要围护构件,它的性能对建筑物的功能有着重大影响。 随着时代的发展,门窗的功能日臻完备,形式日趋多元化,而这一多元化的实现又得益于 门窗型材的不断推陈出新。型材断面设计的优劣,一定程度上决定了门窗的性能指标。纵 观林林总总的各类型材,我们不难发现,型材断面设计还是有其章法可循的。正如一百多 种元素构筑了多彩的物质世界,各种系列的型材也是由一些基本要素组合而成的。作为一 个门窗设计师有必要对这些要素作一个清晰、完整的认识。 通常我们将满足每一特定作用和功能的型材剖面形状作为一
格式:pdf
大小:172KB
页数:2P
人气:67
4.6
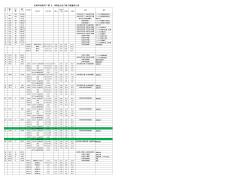
1184353.2870系列平开门+50系列平开窗二~二十四层厨房出阳台 2184138.0070系列平开门+50系列平开窗二~二十四层厨房出阳台 3mc1214.88铝方管+全玻地弹簧门首层门厅 4lm11841324.8090系列推拉门二~二十四层客厅出阳台 5lm292289.8090系列推拉门二~二十四层客厅出厨房 6lm3414.40100系列铝方管+全玻地弹簧门首层门厅 7lc192809.6050系列平开窗+50系列上悬窗二~二十四层卧室 8lc21841398.4050系列平开窗+51系列上悬窗二~二十四层主卧室、卧室 9lc392680.8050系列平开窗+52系列上悬窗二~二十四层主卧 10lc492312.8050系列平开窗+53系列上悬窗二~二十四层餐厅 1
格式:pdf
大小:6KB
页数:2P
人气:67
4.4
第二分册建筑材料 第五篇门窗 21、型材 21.1考核参数 铝合金型材物理性能铝合金隔热型材性能塑料型材物理性能 21.2理论知识要求 21.2.1了解 《铝合金建筑型材》gb/5237-2004 《铝合金韦氏硬度试验方法》ys/t420-2000 《门、窗用未增塑聚氯乙烯(pvc—u)型材》gb/t8814-2004 《铝合金建筑型材第6部分:隔热型材》gb/t5237.6-2004 《建筑用隔热型材穿条式》jg/t175-2005 21.2.2熟悉 1、检测参数的技术分级指标 2、铝合金型材性能检测原理、隔热型材检测原理、塑料型材检测原理 3、抽样、复检的相关规定 21.2.3掌握 1、考核参数的适用范围 2、数据处理和判定依据 21.3操作考核要求 21.3.1了解 1、检测环境要求 2、检测设备工作原理 3、检测样品的要求 21
格式:pdf
大小:2.1MB
页数:3P
人气:67
4.5
PVC卷帘门窗型材挤出技术 对pvc卷帘门窗型材挤出技术进行了研究。介绍了pvc卷帘门窗型材的配方设计要点、产品性能、生产工艺流程、重点工艺参数控制和挤出成型设备的性能特点。
精华文档 PVC门窗型材断面设计
格式:pdf
大小:865KB
页数:6P
人气:67
4.6
UPVC门窗型材用复合稳定剂的对比研究 选择未增塑聚氯乙烯(upvc)门窗型材市场上常用的铅盐复合稳定剂、稀土复合稳定剂和新近推出的钙锌复合稳定剂,在配方相同或相近的条件下,采用刚果红试验、吉尔加速热老化试验、转矩流变试验、耐候性试验比较加入不同复合稳定剂的未增塑聚氯乙烯材料的热稳定性、流变性和耐候性,反推其对应复合稳定剂的热稳定剂、内外润滑匹配和光稳定剂的差异,结果显示:传统的铅盐类复合稳定剂在upvc材料的热稳定性上占优势,新推出的钙锌类复合稳定剂在upvc材料的耐候性上占优势,而不同复合稳定剂的内外润滑匹配的差异性导致upvc材料的流变行为不一致
格式:pdf
大小:328KB
页数:4P
人气:67
4.6
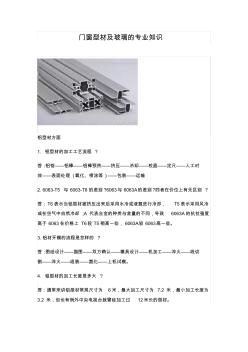
门窗型材及玻璃的专业知识 铝型材方面 1.铝型材的加工工艺流程? 答:铝锭——铝棒——铝棒预热——挤压——冷却——校直——定尺——人工时 效——表面处理(氧化、喷涂等)——包装——运输 2.6063-t5与6063-t6的差别?6063与6063a的差别?四者在价位上有无区别? 答:t6表示当铝型材被挤压出来后采用水冷或液氮进行冷却,t5表示采用风冷 或在空气中自然冷却;a代表合金的种类与含量的不同,导致6063a的抗拉强度 高于6063在价格上t6较t5稍高一些,6063a较6063高一些。 3.铝材开模的流程是怎样的? 答:图纸设计——描图——双方确认——模具设计——机加工——淬火——线切 割——淬火——组装——氮化——上机试模。 4.铝型材的加工长度是多大? 答:通常来讲铝型材常规尺寸为6米,最大加工尺寸为7.2米,最小加工长
格式:pdf
大小:343KB
页数:1P
人气:67
4.6
一种改进的门窗型材 专利申请号:cn200620031329.5,公开号:cn2876281,申请日:2006.03.28,公开日:2007.03.07,申请人:任运生。在中纱密封型材的基础上对门窗型材进行改进。
格式:pdf
大小:1.6MB
页数:22P
人气:67
4.5
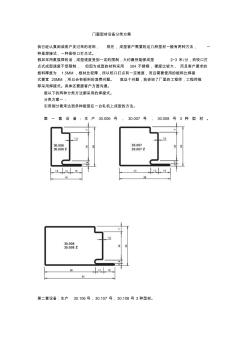
门窗型材设备分类方案 我已经认真阅读客户发过来的材料,现在,成型客户需要的这几种型材一般有两种方法,一 种是焊接式,一种是咬口打点式。 假如采用氩弧焊的话,成型速度受到一定的限制,大约最快能够成型2~3米/分,而咬口打 点式成型速度不受限制,但因为成型的材料采用304不锈钢,硬度比较大,而且客户要求的 板料厚度为1.5mm,板材比较厚,所以咬口打点有一定难度,而且需要使用的板料比焊接 式要宽20mm,所以会有板料的浪费问题。就这个问题,我咨询了厂里的工程师,工程师推 荐采用焊接式。具体还要跟客户方面沟通。 就以下的两种分类方法都采用的焊接式。 分类方案一: 引用刨分套来达到多种版型在一台轧机上成型的方法。 第一套设备:生产30.006号,30.007号,30.008号3种型材。 第二套设备:生产30.106号,30.1
最新文档 PVC门窗型材断面设计
格式:pdf
大小:27KB
页数:3P
人气:67
4.7
钙锌稳定剂在PVC卷帘门窗型材中的应用 研究了用钙锌稳定剂hycz-106的出口pvc卷帘门窗型材的生产配方、生产工艺,得到了最佳共混工艺和挤出工艺条件,性能和sgs检测结果表明,产品符合欧盟rohs指令要求。
格式:pdf
大小:92KB
页数:2P
人气:67
4.5
PVC塑料门窗型材焊缝开裂原因分析 论述了聚氯乙烯(pvc)塑料门窗型材焊缝开裂的主要形式和原因,主要分析了焊接应力对焊接强度造成的影响,并提出了控制焊接应力的方法。
格式:pdf
大小:68KB
页数:未知
人气:67
4.6
滑动门窗型材的附件 一种用于制作滑动门窗框架的型材的附件包括:在门窗其它的部件之中,个由两个横档和两个竖框形成的固定框架;形成第一下横档的型材包括两个由底部基体提供的相互平行的滑轨和绝热元件,
格式:pdf
大小:106KB
页数:未知
人气:67
4.6
高性能门窗型材挤出机 凭借35年的挤出机工程设计经验,奥地利辛辛那提挤出技术有限公司通过不断优化螺杆形状,成功地开发出了挤出速度可达6m/min的argosi35平行双螺杆挤出机。
格式:doc
大小:36KB
页数:4P
人气:67
4.8
 铝塑门窗型材批发
铝塑门窗型材批发 本文将对比铝塑门窗型材批发在建设工程领域中的优势和劣势,从多个方面进行详细说明,帮助读者了解该产品的特点和适用性。
格式:pdf
大小:89KB
页数:未知
人气:67
4.3
新型PVC微发泡钢塑共挤门窗型材 pvc微发泡钢塑共挤型材是一种新的门窗型材。介绍了钢塑共挤型材的特点、国内外发展状况、型材生产工艺、门窗组装工艺、主要技术性能指标以及建设小型规模生产线的主要技术经济指标。
格式:pdf
大小:131KB
页数:3P
人气:67
4.6
三密封PVC型材的断面设计与门窗制作 采用三密封pvc型材制作的门窗具有优良的保温、隔声、水密和气密性能。介绍三密封pvc型材的断面设计、分类,及对4类形式三密封pvc型材的主辅型材种类、挤出工艺性、组装工艺性和可实现的窗型进行了对比;指出第3、4类形式的断面设计比较合适,能满足不同使用者的要求。
文辑创建者
我要分享 >
职位:装配式BIM工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐