QT500—7球墨铸铁熔炼工艺设计毕业论文
2025-04-01
I QT500-7 球墨铸铁熔炼工艺设计 摘 要 合金熔炼是铸造生产中的重要环节。当前,铸造生产中的废品约有 50% 与 熔炼有关, 熔炼铁液的成本约占铸件成本的 25%~30% ,合金熔炼对铸件质量和 成本有着很大的影响。我们应该针对不同的铸件材质及技术要求选择不同的熔炼 方法。 本设计题目为 QT500-7 球墨铸铁熔炼工艺设计,体现了球墨铸铁熔炼的设计 要求、内容及方向,有一定的设计意义。通过对该牌号球墨铸铁的设计,进一步 加强了设计者熔炼工艺设计的基础知识,为设计其它牌号铸铁的熔炼做好了铺垫 和吸取了更深刻的经验。 本设计运用铸造合金熔炼的基础知识,首先分析了 QT500-7 球墨铸铁的成分 及性能要求,为选取熔炼设备及炉料做好了准备;然后选取熔炼设备,计算炉料 的比例用量;最后设定球化、孕育方法,确定浇注温度参数,进行质量检测及分 析。 本设计着重点在于使用冲天炉 -感应电炉双

 QT500-7球墨铸铁熔炼过程控制
QT500-7球墨铸铁熔炼过程控制 从qt500-7性能指标出发,对其熔炼过程中化学成分的选择、原材料选择、熔炼工艺、球化处理及孕育处理、质量检测等方面进行了分析说明。提出合理的成分配比、熔炼、球化及孕育处理工艺。经检测,所得材料的力学性能达到了qt500-7的要求,金相组织符合gb\t9441-2009规定。
球墨铸铁具有良好的综合性能,较高的强度、硬 度、良好的塑性和韧性,被广泛应用于机械制造、冶 金矿山、石油化工、交通运输等部门 【1】。影响球墨铸 铁生产稳定性的因素很多,要稳定地生产球墨铸 铁,必须把握好化学成分设计,原铁液熔炼、球化处 理、孕育处理、浇注。本文针对铸态qt500-7球墨铸 铁熔炼工艺过程,从化学成分、铁液熔炼,球化处 理、孕育处理等方面介绍熔炼过程的控制。 1qt500-7组织性能要求 qt500-7球墨铸铁要求:基体组织是珠光体+ 铁素体(珠光体25%~35%、铁素体65%~75%),石 墨等级4~5级,σb≥500mpa,δ≥7%,硬度180~ 200hb。其化学成分见表1[2]。 2各元素对球墨铸铁组织性能的影响 2.1碳和硅 碳和硅是促进石墨化元素。在一定的冷却速度 和孕育条件下,碳当
编辑推荐下载
格式:pdf
大小:12KB
页数:1P
人气:72
 4.5
4.5

qt500-7球墨铸铁 材料名称:球墨铸铁 牌号:qt500-7 标准:gb1348-2009 ●特性及适用范围: 为铁素体型球墨铸铁,强度与韧性中等,被切削性尚好。低温时,韧性向脆 性转变,但低温冲击值较高,且有一定抗温度急变性和耐蚀性。用途广泛,用于 内燃机的机油泵齿轮,汽轮机中温气缸隔板,水轮机的阀门体,铁路机车车辆轴 瓦,机器座架传动轴等。 ●化学成份: 碳c:3.55~3.85 硅si:2.34~2.86 锰mn:<0.6 硫s:<0.025 磷p:<0.08 镁mg:0.02~0.04 稀土含量re:0.03~0.05 ●力学性能: 抗拉强度σb(mpa):≥500 条件屈服强度σ0.2(mpa):≥320 伸长率δ(%):≥7 硬度:170~230hb ●热处理规范及金相组织: 热处理规范:(由供方定,以下为
格式:pdf
大小:1.4MB
页数:3P
人气:72
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
热门文档 QT500—7球墨铸铁熔炼工艺设计毕业论文
格式:pdf
大小:1.6MB
页数:3P
人气:72
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:501KB
页数:3P
人气:72
4.6
球墨铸铁具有良好的综合性能,较高的强度、硬 度、良好的塑性和韧性,被广泛应用于机械制造、冶 金矿山、石油化工、交通运输等部门 【1】。影响球墨铸 铁生产稳定性的因素很多,要稳定地生产球墨铸 铁,必须把握好化学成分设计,原铁液熔炼、球化处 理、孕育处理、浇注。本文针对铸态qt500-7球墨铸 铁熔炼工艺过程,从化学成分、铁液熔炼,球化处 理、孕育处理等方面介绍熔炼过程的控制。 1qt500-7组织性能要求 qt500-7球墨铸铁要求:基体组织是珠光体+ 铁素体(珠光体25%~35%、铁素体65%~75%),石 墨等级4~5级,σb≥500mpa,δ≥7%,硬度180~ 200hb。其化学成分见表1[2]。 2各元素对球墨铸铁组织性能的影响 2.1碳和硅 碳和硅是促进石墨化元素。在一定的冷却速度 和孕育条件下,碳当
格式:pdf
大小:427KB
页数:未知
人气:72
4.6
高韧性球墨铸铁QT350-22熔炼工艺的研制 高韧性球墨铸铁qt350-22在熔炼时采用低硅、低锰、低硫、低磷的优质生铁及纯净废钢,通过合理的配比,加入特定的合金元素,并严格控制球化处理、孕育处理工艺;在热处理时采用高温石墨化两段退火工艺,以消除渗碳体。采用该工艺生产的铸件,其抗拉强度达到350mpa以上,伸长率达到22%以上,常温、低温冲击韧度及金相组织合格,完全满足订单要求,并能批量生产。
格式:pdf
大小:97KB
页数:2P
人气:72
4.6
铸态球墨铸铁的熔炼 我公司是专门生产汽车制动器及叉车制动器的专业厂。近年来,一些厂家对我厂球墨铸铁件提出了新的技术要求:抗拉强度σb>400mpa,伸长率δ>15%,
格式:pdf
大小:806KB
页数:4P
人气:72
4.7
铸态QT550-5球墨铸铁熔炼过程控制 从qt550-5球墨铸铁材质的要求出发,对铸态qt550-5球墨铸铁熔炼过程中化学成分的选择、铸造工艺、原材料选择、熔炼工艺、球化处理、孕育处理、质量检测等方面进行了分析说明。提出合理的成分配比、熔炼、球化、孕育处理工艺。经检测,所得材料的力学性能达到了qt550-5的要求,金相组织符合标准。
精华文档 QT500—7球墨铸铁熔炼工艺设计毕业论文
格式:pdf
大小:533KB
页数:3P
人气:72
4.6
铸态QT550-7球墨铸铁制备及组织研究 为了研究铸态qt550-7球墨铸铁组织,铁液凝固过程及石墨球化机理,用回炉铁、生铁、废碳钢、球化剂、孕育剂等材料,采用双联熔炼法制备了球墨铸铁.经测试,化学成分和力学性能满足qt550-7球墨铸铁要求,球墨铸铁组织由铁素体+珠光体+球状石墨组成,凝固过程为糊状凝固.
格式:pdf
大小:14KB
页数:5P
人气:72
4.6
1/5 球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、 稀土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动 性下降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙 等铸造缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在 0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能 不出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横 浇道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化
格式:pdf
大小:13KB
页数:3P
人气:72
4.4
球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀 土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下 降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造 缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不 出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇 道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化物。
格式:pdf
大小:371KB
页数:2P
人气:72
4.7
高性能球墨铸铁熔炼工艺 本文主要研究了高性能球墨铸铁qt450-18的熔炼工艺。采用该工艺生产的铸件,其性能可以达到抗拉强度450mpa以上,延伸率18%以上,铁素体80%以上。
格式:pdf
大小:141KB
页数:5P
人气:72
4.6
江苏联升汽车部件有限公 司球墨铸铁熔炼工艺守则共5页第4页 注:1.原铁水化学成份仅作为配料参考数据。 2.一般情况不作化验。 5.3具体炉料配比由冶炼技术人员填写配料单,交熔化组,按章操作。 配料时各元素烧损按下列表: csimnps -(5-10)%+(3-5)%-(10-15)%00 6.熔化、球化及孕育处理 6.1按配料单过称加料,加料顺序为废钢—生铁—回炉料—铁合金(锰铁或硅 铁)。 6.2全熔后停电清渣,必要时取样分析,化学成份符合要求后快速升温。 6.3出铁前浇包预热到500℃以上(暗红色),球化剂、孕育剂预热到250~300℃。根 据经验操作,不作检测记录。 6.4铁水温度达1480~1510℃时,迅速打渣出铁。 6.5球化处理 将预热好的球化剂、孕育剂按图示位置装入烘烤好的铁水包内,采用堤坝式, 冲入法球化处理
最新文档 QT500—7球墨铸铁熔炼工艺设计毕业论文
格式:pdf
大小:111KB
页数:2P
人气:72
4.4
废钢化球墨铸铁熔炼工艺 在球墨铸铁的传统生产工艺中,一般使用10%左右的碳素废钢进行配料。本文只涉及在感应电炉内生产球墨铸铁时,提高碳素废钢使用比例后,生产过程中特别应注意的一些问题。根据生产实践,笔者提出了自己的看法,供同行参考。1.炉料的选择(1)废钢生产球墨铸铁使用的废钢应为碳素废钢。其中不应含有阻碍石墨化的元素(如铬),更不应含有反球化合金元素。废钢的块度应
格式:pdf
大小:728KB
页数:3P
人气:72
4.7
高性能球墨铸铁熔炼工艺 作者:封雪平,陈小华,fengxue-ping,chenxiao-hua 作者单位:南车戚墅堰机车车辆工艺研究所有限公司,江苏,常州,213011 刊名:机车车辆工艺 英文刊名:locomotive&rollingstocktechnology 年,卷(期):2010(1) 参考文献(3条) 1.杨佳荣球墨铸铁研究及应用展望1999(02) 2.曾大新碳化硅对球墨铸铁凝固组织的影响[期刊论文]-热加工工艺1998(3) 3.曾祥鸿铸铁的孕育处理1999(01) 本文读者也读过(10条) 1.苏义祥.马历民.路阳.胡克潮三节炉(o.5t)生产球墨铸铁工艺原则[期刊论文]-机械研究与应用2001,14(3) 2.车用高性能低成本al合金铸件[期刊论文]-兵器材料科学与工程2002,25(2
格式:pdf
大小:2.6MB
页数:35P
人气:72
4.6
实用文档 球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀 土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下 降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造 缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不 出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇 道与浇道的比例为4:8:3。 (5)浇口尽可能开在铸型的底部。 (6)在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现
格式:pdf
大小:2.6MB
页数:35P
人气:72
4.4
球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀 土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下 降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造 缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不 出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇 道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化物。
格式:pdf
大小:2.7MB
页数:50P
人气:72
4.7
1 2020年4月19日 球墨铸铁的工艺设 计 文档仅供参考 2 2020年4月19日 球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低, 另一方面镁、稀土等元素在浇包及浇注系统中形成夹渣。因此, 经过球化处理后铁液的流动性下降。同时,如果这些夹渣进入型 腔,将会造成夹杂、针孔、铸件表面粗糙等铸造缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶 嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型 腔,并尽可能不出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据, 直浇道、横浇道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (
格式:doc
大小:46KB
页数:4P
人气:72
4.6
 球墨铸铁井盖qt500-7
球墨铸铁井盖qt500-7 本文将详细探讨球墨铸铁井盖qt500-7在建设工程领域的应用。我们将解答以下问题:1.什么是球墨铸铁井盖qt500-7?2.球墨铸铁井盖qt500-7的特点是什么?3.球墨铸铁井盖qt500-7在建设工程中的应用有哪些?4.球墨铸铁井盖qt500-7与其他材料的对比如何?
格式:pdf
大小:179KB
页数:3P
人气:72
4.7
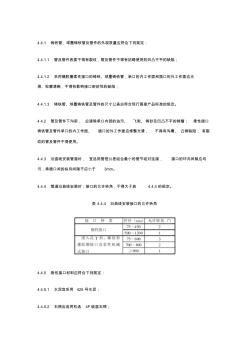
4.4.1铸铁管、球墨铸铁管及管件的外观质量应符合下列规定: 4.4.1.1管及管件表面不得有裂纹,管及管件不得有妨碍使用的凹凸不平的缺陷; 4.4.1.2采用橡胶圈柔性接口的铸铁、球墨铸铁管,承口的内工作面和插口的外工作面应光 滑、轮廓清晰,不得有影响接口密封性的缺陷; 4.4.1.3铸铁管、球墨铸铁管及管件的尺寸公差应符合现行国家产品标准的规定。 4.4.2管及管件下沟前,应清除承口内部的油污、飞刺、铸砂及凹凸不平的铸瘤;柔性接口 铸铁管及管件承口的内工作面、插口的外工作面应修整光滑,不得有沟槽、凸脊缺陷;有裂 纹的管及管件不得使用。 4.4.3沿直线安装管道时,宜选用管径公差组合最小的管节组对连接,接口的环向间隙应均 匀,承插口间的纵向间隙不应小于3mm。 4.4.4管道沿曲线安装时,接口的允许转角,不得大于表4.4.4的规定。 表4.4.4
格式:pdf
大小:11KB
页数:3P
人气:72
4.6
厚大断面球铁铸件以其性能和成本上的优势,在核电、风电等行业具有广阔的应用前 景。但迄今为止,厚大断面球铁铸件中形成碎块状石墨仍是目前国内外铸造领域研究 与生产的难题。本文采用模拟实验与生产性验证相结合的方法,研究了厚大断面球铁 中石墨析出行为及碎块状石墨的形成机理,分析了微量元素的作用机制。采用等温切 面方法物理模拟了百吨级核乏燃料球铁储运容器铸件的凝固过程,设计了强制冷却 系统,并对模拟试块的微观组织及力学性能进行了综合分析与评价。利用自行设计 的液淬保温炉,模拟了厚大断面球铁的凝固过程,研究了石墨的析出规律,并分析了其 影响因素。结果表明,当保温时间小于240min时,石墨呈球状析出。保温时间达到 240min后,熔体中析出了碎块状石墨。继续延长保温时间,在碎块状石墨共晶团周围 有蠕虫状和片状石墨形成。实验中发现碎块状石墨从铁液中直接析出。利用高分辨
文辑创建者
我要分享 >
职位:中/高级建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐