SECO公司推出高效切削钨钢钻头
2025-03-02

 瑞典SECO公司推出钨钢钻头切削效率高
瑞典SECO公司推出钨钢钻头切削效率高 瑞典SECO公司推出钨钢钻头切削效率高
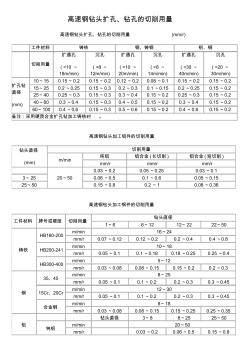
高速钢钻头扩孔、钻孔的切削用量 高速钢钻头扩孔、钻孔的切削用量(mm/r) 工件材料铸铁钢、铸钢铝、铜 切削用量 扩通孔 (=10~ 18m/min) 沉孔 (=8~ 12m/min) 扩通孔 (=10~ 20m/min) 沉孔 (=8~ 14m/min) 扩通孔 (=30~ 40m/min) 沉孔 (=20~ 30m/min) 扩孔钻 直径 (mm) 10~150.15~0.20.15~0.20.12~0.20.08~0.10.15~0.20.15~0.2 15~250.2~0.250.15~0.30.2~0.30.1~0.150.2~0.250.15~0.2 25~400.25~0.30.15~0.30.3~0.40.15~0.20.25~0.30.15~0.2 40~600.3~0.40.
编辑推荐下载
格式:pdf
大小:74KB
页数:4P
人气:97
 4.4
4.4

钻孔切削用量的选 加工 材料 硬度 切削速度v/ (m/ min) 钻头直径d/mm 钻头螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合金 45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁合金50~90~5245~1200.080.150.250.400.4825~35118 锌合金 80~10041~62750.080.1
格式:pdf
大小:32KB
页数:2P
人气:97
4.7
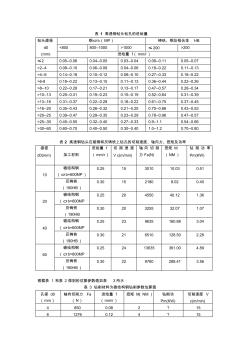
表1高速钢钻头钻孔的进给量 钻头直径 d0 (mm) 钢σb(mp)铸铁、钢及铝合金hb 1000≤200>200 进给量f(mm/r) ≤20.05--0.060.04--0.050.03--0.040.09--0.110.05--0.07 >2--40.08--0.100.06--0.080.04--0.060.18--0.220.11--0.13 >4--60.14--0.180.10--0.120.08--0.100.27--0.330.18--0.22 >6-80.18--0.220.13--0.150.11--0.130.36--0.440.22--0.26 >8--100.22--0.280.17--0.210.13--0.170.47--0.570.28--0.
热门文档 SECO公司推出高效切削钨钢钻头
格式:pdf
大小:66KB
页数:3P
人气:97
4.8
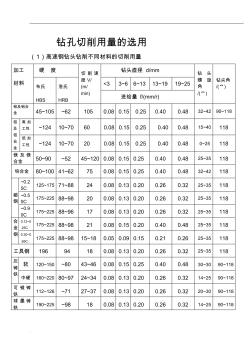
. . 钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35
格式:pdf
大小:66KB
页数:3P
人气:97
4.5

钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118 锌
格式:pdf
大小:312KB
页数:2P
人气:97
4.5
高速钢钻头成型磨削高效率砂轮 乌克兰科学院超硬质材料研究所协同维尔纽斯克钻头工厂一起研制了一种立方氮化硼新砂轮,用在h—103型和荷兰v—103型半自动机床上磨削0.6~1.5毫米高速钢(p_(18)、p_6m_5)钻头的螺旋槽。砂轮采用有机结合剂制成,其特点是砂轮的修整直接在机床上进行。这种砂轮成型磨削钻头螺旋槽时的利用效率(特别是对于小尺寸的钻头)很大程度上决定于砂轮的
格式:pdf
大小:67KB
页数:3P
人气:97
4.5
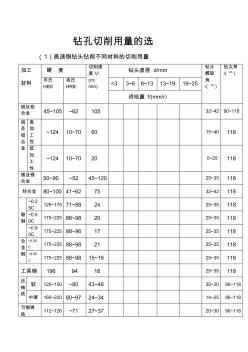
钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm钻头 螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb<33~66~1313~1919~25 进给量f/(mm/r) 铝及铝 合金45~105~6210532~4290~118 铝 及 铝 合 金 高 加 工 性 ~12410~706015~40118 低 加 工 性 ~12410~70200~25118 镁及镁 合金 50~90~5245~12025~35118 锌合金80~10041~627532~42118 碳 钢 ~0.2 5c125~17571~882425~35118 ~0.5 0c 175~22588~982025~35118 ~0.9 0c17
格式:pdf
大小:379KB
页数:2P
人气:97
4.6
基于ANSYS的硬质合金钻头切削变形的研究 通过ansys软件对硬质合金钻头在切削过程中的变形进行分析,分析过程中模拟钻头切削环境求出切削过程中钻头最大变形,并对试验值与理论计算值进行对比,确定硬质合金钻头最优的几何角度。根据分析结果试制了硬质合金钻头,进行切削性能试验,为钻头参数化设计提供理论依据。
精华文档 SECO公司推出高效切削钨钢钻头

格式:pdf
大小:67KB
页数:3P
人气:97
4.7
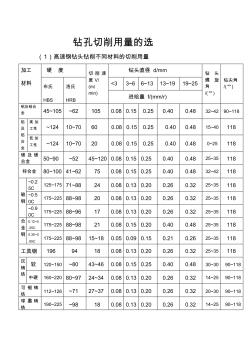
钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118 锌
格式:pdf
大小:386KB
页数:3P
人气:97
4.8
刮刀钻头结构及切削要素的经济性设计 通过对生产实践经验的积累总结,分析了影响刮刀钻头寿命的因素,提出了改善钻头结构及切削要素的经济性设计方案,通过实际应用,效果很好,钻井施工效率显著提高。
格式:pdf
大小:157KB
页数:30P
人气:97
4.5
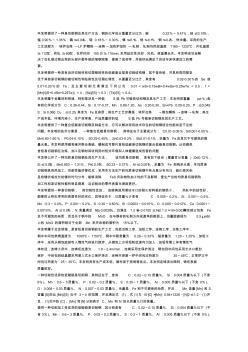
本发明提供了一种易切削钢及其生产方法,钢的化学成分重量百分比为:碳0.32%~0.41%,硅≤0.10%, 锰0.90%~1.35%,磷≤0.04%,硫0.18%~0.30%,镍≤0.1%,铬≤0.1%,铜≤0.2%,铁余量。采用的生产 工艺流程为:转炉冶炼—lf炉精炼—连铸—加热炉加热—轧制,轧制均热段温度1160~1220℃,开轧温度 ≥1120℃,终轧≥800℃,在炉时间150方≥110min,采用延迟性冷却,风机、保温罩全关。本发明成功地解 决了在轧制过程出现的头部开裂导致的堆钢现象,提高了成材率,并很好地满足了自动车床快速加工的需 要。 本发明提供一种具有良好切削性和切屑破碎性的低碳复合型易切削结构钢,其不含有铅,并具有类同甚至 优于其他易切削钢的被切削性和钻削性及切屑处理性,以重量百分比计,其含有0.02-0.30%的se或 0.01
格式:pdf
大小:6KB
页数:3P
人气:97
4.3
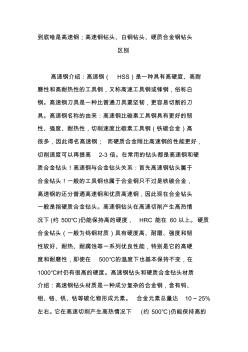
到底啥是高速钢;高速钢钻头、白钢钻头、硬质合金钢钻头 区别 高速钢介绍:高速钢(hss)是一种具有高硬度、高耐 磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白 钢。高速钢刀具是一种比普通刀具要坚韧,更容易切割的刀 具。高速钢名称的由来:高速钢比碳素工具钢具有更好的韧 性、强度、耐热性,切削速度比碳素工具钢(铁碳合金)高 很多,因此得名高速钢;而硬质合金刚比高速钢的性能更好, 切削速度可以再提高2-3倍。在常用的钻头都是高速钢和硬 质合金钻头!高速钢与合金钻头关系:首先高速钢钻头属于 合金钻头!一般的工具钢也属于合金钢只不过是铁碳合金, 高速钢的还分普通高速钢和优质高速钢,因此现在合金钻头 一般是指硬质合金钻头。高速钢钻头在高速切削产生高热情 况下(约500℃)仍能保持高的硬度,hrc能在60以上。硬质 合金钻头(一般为钨钢材质)具有硬度高、耐磨、强度和韧 性较好、
最新文档 SECO公司推出高效切削钨钢钻头
格式:pdf
大小:6KB
页数:3P
人气:97
4.4

至佳刀具:谈谈obs高速钢钻头 高速钢钻头 知道全球每年要消耗多少支麻花钻吗?您可能不知道,我也 不知道!要知道这个数字可能要比知道牛上到底长多少根毛 还要难。但是,我了解到,每年仅我国出口高速钢麻花钻就 有十多亿支啊!如果把全球每年生产的所有麻花钻统计在一 起,不管是工业用的还是家用diy的,大概不会少于65亿支。 也就是说,尽管许多人可能还不知道麻花钻是何物,但是, 平摊起来,地球上每人每年要消耗一支麻花钻呢! 高速钢钻头是麻花钻用途为工业制造上使用最广泛的一种 钻头,我们一般使用的就是高速钢钻头.钻头的长径比当工艺 人员为特定的孔加工任务选择最合适的钻头类型时,需要计 算钻头的长径比。长径比为被加工孔的深度与钻头直径之 比,例如,钻头直径为12.7mm,需要加工的孔深度为 38.1mm,则其长径比为3:1。当长径比约为4:1或更小时, 大多数标准高速钢钻头的排屑槽
格式:pdf
大小:9KB
页数:3P
人气:97
4.5
易切削钢 定义: 易切削钢是指具有优良切削加工性能的钢材,提高钢材的易切削性能主要是 通过往钢中单独或复合加入易切削元素(s、p、pb、se、te、bi、zr、re等)。 易切削钢分类及其特性 根据含易切削元素的不同,可分为硫易切削钢、铅易切削钢、钙易切削钢、 钛易切削钢以及复合易切削钢。根据用途不同,易切削钢又分为自动机用钢、结 构用易切削钢和特殊易切削钢(耐热钢、不锈钢、工具钢等)根据易切削性能的不 同,又可分为一般易切削钢、超易切削钢等。 2.1硫易切削钢 硫易切削钢占我国易切削钢总产量的比例为90%。 硫易切削钢按硫含量不同的比例分别为低硫钢、中硫钢和高硫钢:一般低硫 钢的s不大于0.025%;中硫钢的s约为0.04~0.09%;高硫钢的s约为0.1~0.3%。 其中中硫钢由于具有良好的切削性能和力学性能,已广泛应用于工业生产,而高 硫钢则
格式:pdf
大小:357KB
页数:1P
人气:97
4.5
整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头 先进的槽形和排屑槽设计与独特的涂层相结合是corodrill860获得成功的关键。
格式:pdf
大小:70KB
页数:未知
人气:97
4.7
瑞典SECO公司推出高切削效率的钨钢钻头CrownLoc 瑞典seco公司推出一种“皇冠(crownloc)”可更换式超微粒多层涂层钨钢钻头,可满足高速钻孔加工及其质量要求。seco皇冠钻头是高品质、高效率的切削刀具,每把刀柄最多可替换6种不同直径的钻头头部,如用一支15mm的钻头刀柄,可替换15mm、15.25mm、15.5mm、15.8mm、15.88mm的不同直径钻头头部,钻头磨耗后即更换一个新钻头,
格式:pdf
大小:66KB
页数:3P
人气:97
4.5
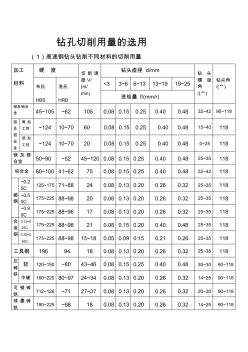
钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118
格式:pdf
大小:10KB
页数:4P
人气:97
4.5
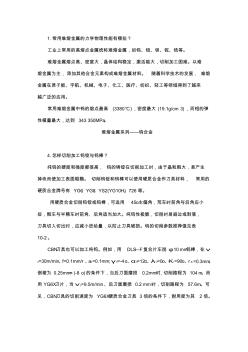
1.常用难熔金属的力学物理性能有哪些? 工业上常用的高熔点金属统称难熔金属,如钨、钼、钽、铌、锆等。 难熔金属熔点高、密度大,晶体结构稳定,激活能大,切削加工困难。以难 熔金属为主,添加其他合金元素构成难熔金属材料。随着科学技术的发展,难熔 金属在原子能、宇航、机械、电子、化工、医疗、纺织、轻工等领域得到了越来 越广泛的应用。 常用难熔金属中钨的熔点最高(3380℃),密度最大(19.1g/cm3),而钼的弹 性模量最大,达到343350mpa。 难熔金属系列——钨合金 4.怎样切削加工钨锭与钨棒? 纯钨的硬度和强度都很高,钨的铸锭在切削加工时,由于晶粒粗大,易产生 掉块而使加工表面粗糙。切削钨锭和钨棒可以使用硬质合金作刀具材料,常用的 硬质合金牌号有yg6、yg8、ys2(yg10h)、726等。 用硬质合金切削钨锭或钨棒,可选用45o主偏角,荒车时前角与后角应
文辑创建者
我要分享 >
职位:环境工程或给排水主人工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐