T91马氏体钢管接头工艺性试验
2025-04-16
主要针对T91/T91同种钢管接头在平焊位置进行碳当量计算、焊接方法选择、焊接措施控制、焊后热处理等工艺性试验研究。确定了焊接工艺参数,对接头进行了拉伸、弯曲、冲击等性能试验,观察了接头组织。结果表明:采用钨极氩弧焊(TIG)的接头性能优于TIG焊打底手弧焊填充与盖面的接头的性能。

 低活化马氏体钢激光焊接接头的组织与性能
低活化马氏体钢激光焊接接头的组织与性能 对核聚变反应堆用低活化马氏体钢进行了激光焊接试验,并对焊接接头的显微组织和力学性能进行了测试分析。结果表明,对低活化马氏体钢进行激光焊接可以获得高质量的焊接接头;焊缝组织主要为板条状马氏体,硬度可达530hv;热影响区(haz)包括粗晶区和细晶区,粗晶区为粗大的珠光体,细晶区为细小的珠光体和铁素体的混合组织,最低硬度为220hv;焊接接头有很好的力学性能,抗拉强度高达775mpa。
编辑推荐下载
格式:pdf
大小:993KB
页数:3P
人气:77
 4.7
4.7
冰箱铝钢管接头的储能焊 对半导体冰箱热电制冷系统小直径铸铝管和低碳钢管进行了储能焊,分析了焊接接头的显微结构、界面成分分布及接头的力学性能。研究发现,在焊接接头中存在着两个界面,对接界面形成了先共析组织,为冶金结合;而搭接界面为机械结合。整体结合面积的增加,提高了焊接接头的综合力学性能,其拉断部位位于铝管一侧,弯曲后未见裂纹出现。结果表明,合适工艺下进行储能焊,可以实现铝管和钢管的良好连接,满足使用要求。
格式:pdf
大小:340KB
页数:4P
人气:77
3
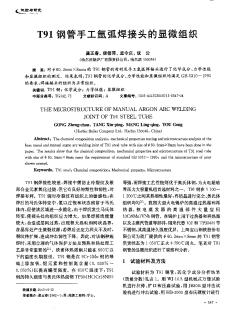
t91钢管手工氩弧焊接头的显微组织——对9i60.3mmx8mm的t91钢管的母材及手工氩弧焊接头进行了化学成分、力学性能和显微组织的测定。结果表明,t91钢管的化学成分、力学性能和显微组织均满足gb531o一1995的要求,焊接接头的组织为正常组织。
热门文档 T91马氏体钢管接头工艺性试验
格式:pdf
大小:273KB
页数:4P
人气:77
4.7
中国低活马氏体钢TIG焊温度场接头组织分析 以我国自主研发的中国低活马氏体钢(chinalowactivationmartensiticsteel,简称clam钢)为研究对象,应用ansys有限元分析软件建立了单面双层焊三维有限元数学模型,对clam钢tig焊接过程进行有限元分析,选用双椭球热源作为体载荷进行加载计算,并运用apdl参数化语言及生死单元技术实现了模拟过程中焊接热源的移动加载及焊缝金属的逐步填充.分析了clam钢在焊前预热情况下瞬态温度分布情况和熔池形状的动态变化过程,并对clam钢焊后显微组织和焊接接头硬度进行了分析,为clam钢tig焊的研究提供参考.
格式:pdf
大小:1.2MB
页数:5P
人气:77
4.4
中国低活马氏体钢熔化焊接头硬度与微观组织 针对4mm厚的中国低活马氏体钢,采用tig焊接方法分别对预热和未预热两组试样进行了焊接和焊后回火处理,对焊接接头的硬度和微观组织结构进行了测试和观察.结果表明,焊缝区硬度值偏高,靠近母材的热影响区出现较窄的软化带;焊接接头金相组织为板条特征明显的回火马氏体组织,未预热试样的马氏体含量与预热试样相比较,两者之间没有明显的差异.在晶内和晶界处分布大量的碳化物,焊缝区为尺寸较小的棒状,母材和热影响区为尺寸较大的颗粒状,接头的组织和碳化物的析出对焊接接头的硬度有很大的影响.
格式:pdf
大小:788KB
页数:3P
人气:77
4.6
高温再热器进口集箱T23钢管接头泄漏原因分析 通过宏观检查、化学成分分析、硬度测试、金相检验等方法,对某电厂超超临界锅炉高温再热器进口集箱t23钢管焊接接头的泄漏原因进行了分析。结果表明:由于t23钢管硬度偏高,加之焊接装配拘束应力较大,使得集箱t23钢管接头在管座角焊缝处萌生裂纹,裂纹不断扩展最终引起蒸汽泄漏。

格式:pdf
大小:2.7MB
页数:46P
人气:77
4.5
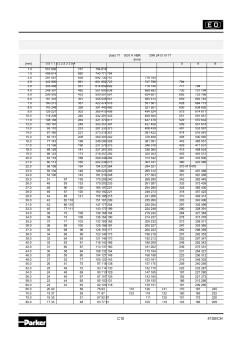
c104100/ch [bar]??st37.4nbkdin2413iii?? [mm] [mm]0.511.522.533.54568 1.0551692757794818 1.5458614692740771794 2.0391551638692730757778794 2.5342500591651692723747766794 3.0303458551614659692719740771794 4.0248391485551600638668692730757794 5.0209342433500551591624651692723766 6.0181303391458509551585614659692
精华文档 T91马氏体钢管接头工艺性试验
格式:pdf
大小:154KB
页数:3P
人气:77
4.6
T91/P91钢管焊接接头的超声波探伤 通过对t91/p91钢中声速的理论计算和实际测试,利用声波的反射规律和运用几何关系,计算了常用不同k值探头在对t91/p91钢进行超声波探伤中的k值变化、深度和水平距离的差异。用常用探头和普通试块即可完成t91/p91钢管焊接接头以及与t91/p91钢对接的普通低合金钢焊接接头的超声波探伤。

格式:pdf
大小:1.4MB
页数:5P
人气:77
4.4
基于均匀设计法的T91钢管焊接接头工艺参数优化 以某锅炉厂t91钢管环形焊接接头为研究对象,采用均匀试验设计,以焊接电流、焊接电压、焊接速度、预热温度、焊后热处理温度、保温时间作为可调整的工艺参数,使用abaqus有限元分析软件对焊后热处理的接头残余应力进行模拟。通过rbf神经网络和粒子群算法对焊接参数进行优化,并采用优化后的焊接参数进行了试验。结果表明,通过均匀试验设计的方法得到rbf神经网络拟合用的训练样本是可行的,大大降低了数据计算量。在优化的焊接工艺参数下预测的焊后最大残余应力与实际模拟值相近。采用优化的焊接参数进行试验得到的接头金相检验合格。
格式:pdf
大小:264KB
页数:4P
人气:77
4.3
不锈钢管接头精密成形的工艺分析与实验研究 不锈钢管接头截面积变化大,成形和脱模困难。本文对其塑性加工工艺方案进行分析比较,并通过工艺实验,验证工艺分析结果。该零件采用温挤压成形可以获得较好的技术经济效益;一次正挤压效率高,工艺力大;正挤-镦粗复合工艺则工艺力小,但效率较低。
最新文档 T91马氏体钢管接头工艺性试验
格式:pdf
大小:535KB
页数:4P
人气:77
4.4
不锈钢管接头成形工艺分析及模具设计 对不锈钢管接头的塑性成形工艺进行分析,确定采用温挤压—镦粗二次成形方案,并介绍了挤压模和镦粗模的结构、工作过程及设计要点。该模具已在实际生产得到验证。
格式:pdf
大小:1.4MB
页数:3P
人气:77
4.6
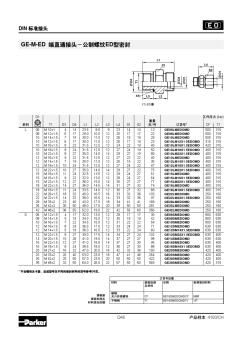
贵阳装修http://gy.oceano.com.cn/ 管接头种类管接头标准 管接头是液压术语,是液压系统中连接管路或将管路装在液压元件上的零件,这是一种在流 体通路中能装拆的连接件的总称。具有端直通接头、直通接头、三通接头等种类,同时也分 有液压软管、高压球阀、意图奇的快速接头等分类,其中最大的最显著的区别的就是液压的 压力是大的惊人的,液压油管突然爆裂油的冲击力是很大的。1概述(pipejoints)液 贵阳装修http://gy.oceano.com.cn/ 压术语,是液压系统中连接管路或将管路装在液压元件上的零件,这是一种在流体通路中能 装拆的连接件的总称。主要包括:焊接式、卡套式和扩口式。2接头附件包括: 螺母、卡套、扩口芯子、扩口套、扩口螺母。3接头种类端直通接头、直通接头, 三通接头、弯头、带活螺母接头、铰接接头、堵头、过渡接头等。
格式:pdf
大小:1.5MB
页数:6P
人气:77
4.5
不锈钢管接头成形工艺分析及模具设计 作者:黄诗君,林业海,章争荣,孙友松,胡建国,huangshi-jun,linye-hai,zhang zheng-rong,sunyou-song,hujian-guo 作者单位:黄诗君,章争荣,孙友松,胡建国,huangshi-jun,zhangzheng-rong,sunyou-song,hujian- guo(广东工业大学,广东广州,510643),林业海,linye-hai(中山中炬精工机械有限公司 ,广东中山,527100) 刊名:模具工业 英文刊名:die&mouldindustry 年,卷(期):2005,""(2) 被引用次数:0次 参考文献(6条) 1.《冷挤压技术》编写组查看详情 2.吴诗悍冷温挤压技术1995 3.洪伸泽挤压工艺及模具设计1996
格式:pdf
大小:256KB
页数:2P
人气:77
4.7
环氧-酚醛/ABS玻璃钢管接头的试制 玻璃钢管接头强度不够,特别是耐压强度。为此,我们试验了环氧-酚醛/abs混合树脂玻璃钢,证明效果尚好,基本上达到了要求。现将试验情况简介如下。一、实验情况1.原料配比环氧634:氨酚醛=65:35;环氧-酚醛:abs=100:10~15。使用前,先将粒状abs制成均匀的abs丙酮溶液,然后,将abs丙酮溶液以干基含量计算按上述比例加入环氧-酚醛中搅拌均为即
格式:pdf
大小:137KB
页数:3P
人气:77
4.4
T91/P91钢管的焊接 0引言t91/p91钢是一种改进的9cr-1mo钢,它是在9cr-1mo钢的基础上添加v,nb,n等合金元素的马氏体耐热钢,上世纪90年代中期被引入我国,并广泛应用,掌握其焊接操作方法也就成了使用t91/p91钢的关键。1主要应用范围在美国材料试验学会(astm)和美国机械工程师学会(asme)标准中,t91代表锅炉用小管,p91代表大直径钢管,f91代表锻钢。t91/p91钢具有良好冲击性能和高温强度,目前广泛应用于电厂中的锅炉过热器
格式:pdf
大小:140KB
页数:未知
人气:77
4.4
20钢管与35CrMo钢管接头的焊接工艺 对35crmo钢和20钢管的焊接性进行了分析,在钨极氩弧焊的前提下,采用不同焊接材料和焊后处理措施,焊后对焊接接头进行无损检测和力学性能测试;完成了焊接工艺评定,确定出35crmo钢管接头与20钢管合理的焊接工艺。
格式:pdf
大小:150KB
页数:未知
人气:77
4.6
不锈钢管接头焊缝的清洗 不锈钢管件的焊接接头采用手工钨极氩弧焊焊接后,由于受高温作用,焊缝表面呈暗灰色,焊缝两侧的热影响区呈黑、蓝、黄三个颜色带,总宽度在50~70mm。为此在装璜作业中,需按施工要求进行清除。国内采用的清除办法,多数是以细砂布(纸)进行手工打磨。国外除用机械抛光轮打磨外,装璜器材店还出售一种专用清洗液,涂上即可消除其颜色。但是,在遇到处于空间位置狭小的管件焊缝时,抛光轮和手工打磨就难于进行,为了解决上述问题和提高工效,我们经过试验,研制了对不锈钢管接头焊缝进行清洗的酸洗液和钝化液配方,并制定了清洗工艺流程。经应用表明,效果较好,达到了技术要求。
格式:pdf
大小:133KB
页数:5P
人气:77
4.8
碳迁移对T91/12Cr1MoV异种钢管接头持久强度的影响 用焊接热模拟方法确定了焊后热处理工艺参数,通过选择9%cr和5%cr的焊材,研究了接头熔合区碳迁移行为,分析了脱碳层的碳浓度、碳化物类型、分布特征及其对接头持久强度的影响。
格式:pdf
大小:206KB
页数:未知
人气:77
4.3
地下连续墙注砂钢管接头新工艺 目前国内地下连续墙的接头方式,大都采取成孔后安设接头管,混凝土浇灌初凝后,用大吨位千斤顶或吊车抽拔接头管的工艺。此法虽然可行,但抽拔相当困难和费时,因抽拔不及时或卡住,造成抽拔不出的事故,国内时有发生,而对较宽较深的地下连续墙,由于管径粗,摩阻力大,用一般设备无能为力,常成为地下连续墙推广应用的关键技术问题之一。我公司郑州工程指挥部,在郑州铝厂水源护岸工程地下连续墙施工中(该墙长130.3m,宽800mm,深29m)采用了我公司自行设计制造的dz-
格式:pdf
大小:215KB
页数:未知
人气:77
4.3
不锈钢管接头焊缝清洗工艺 新疆石河子经济技术开发区今年从意大利帕尔玛的芬口公司引进了一套年产1.2万t的番茄酱生产设备,在工程安装工作中遇到几百个铬镍不锈钢管件的焊接接头,按技术要求需进行焊后外部清洗处理。铬镍不锈钢管径从20~800mm不等。
文辑创建者
我要分享 >
职位:安证资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐