TH-290铁路专用电焊条应用
2025-03-25

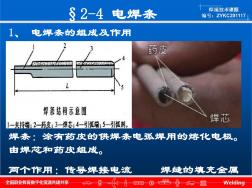
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害 杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条中被药皮包覆的 金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有 两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中,造成焊缝

常用电焊条的规格、型号及用途 (2)
编辑推荐下载
格式:pdf
大小:766KB
页数:17P
人气:59
 4.4
4.4
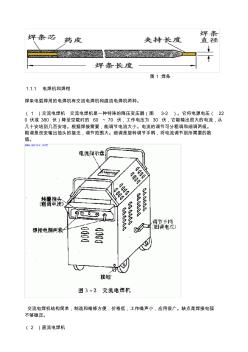
图1焊条 1.1.1电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 (1)交流电焊机交流电焊机是一种特殊的降压变压器(图3-2)。它将电源电压(22 0伏或380伏)降至空载时的60~70伏,工作电压为30伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 (2)直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的(图3-3)。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为50~80伏,工作电压为30伏。电流调节 范围为45~3
格式:pdf
大小:89KB
页数:11P
人气:59
4.7

曲周县二手电焊条设备调剂中心 1 1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 合计合计合计 电焊条辅料(无机矿石类) 一、无机矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 曲周县二手电焊条设备调剂中心 2 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石 来说一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉 通常用作填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、 电缆、建筑用品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起 到增加产品的体积,降低生
热门文档 TH-290铁路专用电焊条应用
格式:pdf
大小:8KB
页数:3P
人气:59
4.5

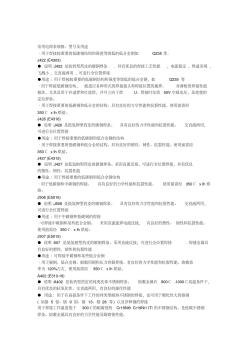
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交直流 两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能极佳, 尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经350℃x lh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性
格式:pdf
大小:8KB
页数:3P
人气:59
4.5
常用电焊条规格、型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能 极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是理想的 定位焊条。 ·用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经 350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用, 可进行全位置焊接 ●用途
格式:pdf
大小:9KB
页数:5P
人气:59
4.8
常用电焊条规格型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金 钢如q235等。j422(e4303)●说明:j422是钛钙型药皮的碳 钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接●用途:用于焊接 较重要的低碳钢结构和强度等级低的低合金钢,如q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊 接位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊 和打底焊,并可立向下焊u。焊接时仅需50v空载电压,是 理想的定位焊条。·用于焊接重要的低碳钢和低合金的结构。 具有良好的力学性能和抗裂性能。使用前需经350℃xlh烘 焙。j426(e4316)●说明:j426是低氢钾型药皮的碳钢焊条。 具有良好的力学性能和抗裂性能。交直流两用,可进行全位 置焊接●用途:用
格式:pdf
大小:108KB
页数:9P
人气:59
4.3
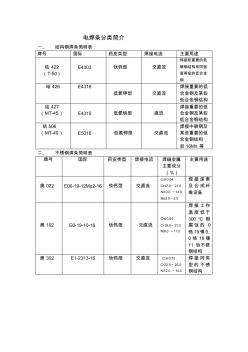
电焊条分类简介 一、结构钢焊条简明表: 牌号国际药皮类型焊接电流主要用途 结422 (t-50) e4303钛钙型交直流 焊接较重要的低 碳钢结构和同强 度等级的低合金 钢 结426e4316 低氢钾型交直流 焊接重要的低 合金钢及某些 低合金钢结构 结427 (mt-45)e4315低氢钠型直流 焊接重要的低 合金钢及某些 低合金钢结构 结506 (mt-40)e5016低氢钾型交直流 焊接中碳钢及 某些重要的低 合金钢结构, 如16mn等 二、不锈钢焊条简明表 牌号国际药皮类型焊接电流焊缝金属 主要成分 (%) 主要用途 奥022e00-19-12mo2-16钛钙型交直流 c≤0.04 cr17.0~21.0 ni10.0~14.0 mo2.0~2.5 焊接尿素 及合成纤 维设备 奥102e0-19-10-
精华文档 TH-290铁路专用电焊条应用
格式:pdf
大小:91KB
页数:14P
人气:59
4.6
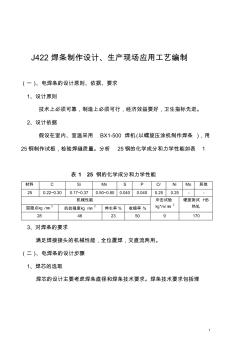
1 j422焊条制作设计、生产现场应用工艺编制 (一)、电焊条的设计原则、依据、要求 1、设计原则 技术上必须可靠,制造上必须可行,经济效益要好,卫生指标先进。 2、设计依据 假设在室内、室温采用bx1-500焊机(以螺旋压涂机制作焊条),用 25钢制作试板,检验焊缝质量。分析25钢的化学成分和力学性能如表1 表125钢的化学成分和力学性能 材料csimnspcrnimo其他 250.22~0.300.17~0.370.50~0.800.0400.0400.250.25-- 机械性能冲击试验 ㎏*m/㎜2 硬度测试hb 热轧屈服点㎏/㎜2抗拉强度㎏/㎜2伸长率%收缩率% 284623509170 3、对焊条的要求 满足焊接接头的机械性能,全位置焊,交直流两用。 (二)、电焊条的设计步骤 1、焊
格式:pdf
大小:72KB
页数:6P
人气:59
4.5
精品资料 常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具
格式:pdf
大小:8KB
页数:3P
人气:59
4.7

. 整理文本 常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观, 飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用 前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的
格式:pdf
大小:80KB
页数:14P
人气:59
4.6
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说 一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作 填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用 品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积, 降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣 和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): caco3≥95s≤0.03p≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解co2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊
最新文档 TH-290铁路专用电焊条应用
格式:pdf
大小:474KB
页数:6P
人气:59
4.6
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中
格式:pdf
大小:2.8MB
页数:8P
人气:59
4.7
 钢芯奥氏体冷焊球铁电焊条的研制与应用
钢芯奥氏体冷焊球铁电焊条的研制与应用 用h08a钢丝作焊芯,在药皮中加镍粉和钇基重稀土等合金制成的新型fe—ni型奥氏体冷焊球铁“球348”电焊条,可替代焊补球铁铸件用的“铸308”纯镍电焊条.提高了焊缝金属的机械性能、加工工艺性和抗裂性能,降低成本60%.
格式:pdf
大小:172KB
页数:2P
人气:59
3
运用电焊条专用润湿剂改善焊接接头质量的研究——通过大量试验研究表明.当前市售的j422、a102等电焊条,在施工过程中,由于熔渣和液态金属时固态金属、熔渣时液态金属还缺乏良好的润涅作用,使焊接接头熔舍区极易产生如咬边、夹渣、焊瘤、未熔舍、熔舍带不平...
格式:pdf
大小:44KB
页数:2P
人气:59
4.4
运用电焊条专用润湿剂改善焊接接头质量的研究 通过大量试验研究表明,当前市售的j422、a102等电焊条,在施工过程中,由于熔渣和液态金属对固态金属、熔渣对液态金属还缺乏良好的润湿作用,使焊接接头熔合区极易产生如咬边、夹渣、焊瘤、未熔合、熔合带不平缓等缺陷。因此通过上述润湿作用对焊接接头熔合区影响关系的探讨,从改进焊条配方入手,研制出一种新型的电焊条专用润湿剂。此润湿剂能有效地改善该类电焊条产品的焊接工艺性能及焊接接头质量,提高经济效益。
格式:pdf
大小:338KB
页数:未知
人气:59
4.4
非金属工业矿物在电焊条中的应用 电焊条是工业部门大量使用的焊接材料,其中以e4303钛钙型焊条使用量最大,占总使用量的80%。焊条的药皮主要由人造金红石、钛白粉和还原钛铁矿等构成。由于这些材料价格上扬,使焊条生产成本上升。为了降低生产成本,并提高、改进电焊条的产品质量和生产工艺,将廉价的非金属工业矿物引入电焊条药皮的配方,取得了良好的效果。在醴陵、株洲、锦州
格式:pdf
大小:124KB
页数:1P
人气:59
4.8
连续涂层电焊条技术的推广应用 我国前些年研究开发的连续涂层电焊条及其相应的焊接设备和工工艺系列技术(ccew),是焊接技术的一次突破性发展,是对传统焊接方法的彻底变革,对经济建设具有十分重大的意义。本文作者全面介绍了连续涂层电焊条系列技术的概念,工艺装备、焊接的性能和优点,提出全方位推广应用这项高新焊接技术以取代传统焊接方法的建议,
格式:pdf
大小:61KB
页数:1P
人气:59
4.4
利用普通电焊条焊接铸铁件 众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
格式:pdf
大小:9KB
页数:6P
人气:59
4.6
常用电焊条规格、型号及用途 ·sh.j422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如q235等。 j422(e4303) ●说明:j422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美 观,飞溅小,交直流两用,可进行全位置焊接 ●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等 ·sh.e6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板 的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊u。焊接时仅需50v空载电 压,是理想的定位焊条。 ·sh.j426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使 用前需经350℃xlh烘焙。 j426(e4316) ●说明:j426是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性
格式:pdf
大小:61KB
页数:1P
人气:59
4.7
利用普通电焊条焊接铸铁件 众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
文辑创建者
我要分享 >
职位:建筑环境与设备工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐