THJ422(E4303)焊条烟尘问题
2024-06-01
THJ422(E4303)焊条烟尘问题探讨——以天津大桥焊材集团有限公司生产的“大桥牌”THJ(E4303)(0 4.0mm焊条配方为研究对象,分别采用不同颗粒度的主要原材料;以不同形式材料加入TiO,;改变配方中SiO 的加入量及配方中的有机物,测定它f1对焊条发尘量,烟尘中...

e4303焊条 简介j422焊条是普通叫法,对应国际标准牌号e4303。它是一种酸性焊条,药 皮钛钙型,j表示结构钢焊条,42是42kg/mm2焊缝金属的抗拉强度,熔金抗拉强度 不低于420mpa。 编辑本段用途 主要用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,一般用于焊 接钢结构和普通碳钢管道的焊接。 规格 e4303焊条直径从到不等,可以进行全位置焊接,交直流两用。具有优良的焊接 工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成型美观。 熔敷金属成份 e4303成分cmnsipscrcuni 质量含量百分数 《《《《 山东光源特种耐磨焊条厂 型号e4303材质碳钢 焊芯 直径 (mm)品牌金桥 类型碳钢焊条 药皮性 质 碱性焊条 直径(mm)长度350-400(mm) 焊接 电流 60-90(a) 电流
 海泡石在E4303电焊条中的应用
海泡石在E4303电焊条中的应用 对e4303电焊条中用海泡石替代钛白粉所引起的工艺性能、理化性能及压涂性能等发生的一系列变化,从调整配方、生产工艺等方面,作了较为详细的分析和总结。
编辑推荐下载
格式:pdf
大小:18KB
页数:2P
人气:57
 4.6
4.6

设备安装部投稿人王作和 简述碳钢焊条e4303 在设备安装一线,无论是金属管道焊接,还是退火炉钢结构平台焊接,都离不开焊条。 根据金属材料的焊条选用原则(等强度、等成分、焊接性能),现场使用的大部分都是碳钢 焊条,下面就简要介绍一下碳钢焊条中的e4303焊条。 1、焊条的组成及作用 焊条是有焊芯(金属芯)和药皮组成的。在我国目前生产的焊条中,除不锈钢、有色金 属等焊条外,大多数以h08a、h08e(焊接用碳素结构钢)作为焊芯;药皮是焊条的重要组 成部分,也是决定焊条和焊接质量的重要因素,一般来说,焊条药皮是由矿石、铁合金或纯 金属、化工原料和有机物的粉末混合均匀后粘接在焊芯上的。 在焊接过程中,焊条一方面起传导电流和引燃电弧的作用,另一方面又作为填充金属与 熔化的母材形成焊缝。 2、酸性焊条与碱性焊条 根据焊条药皮的性质不同,焊条可以分为酸性焊条和碱性焊条两大
格式:pdf
大小:1.0MB
页数:4P
人气:57
4.6
颗粒度对E4303电焊条性能影响 以e4303电焊条药皮配方中中碳锰铁合金为研究对象,取三种不同颗粒度的中碳锰铁制备e4303电焊条。对制备的电焊条分别进行了主要焊接工艺性能测试、熔敷金属的微观组织观察、熔敷金属化学成分分析和熔敷金属冲击性能试验。结果表明,加入纳米级中碳锰铁的电焊条电弧稳定性优良;纳米颗粒增加了晶粒形核的核心,起到了细化晶粒的作用;纳米颗粒烧损严重,减弱了中碳锰铁合金的脱氧、脱硫和渗合金效果,使熔敷金属内产生弥散氧化夹渣,导致冲击韧性降低。
热门文档 THJ422(E4303)焊条烟尘问题
格式:pdf
大小:10KB
页数:1P
人气:57
4.5

e4303焊条、e5016焊条、e55焊条有什么区别 hrb400与hrb335、hrb400与hrb400之间焊接采用哪种焊条? 答:e4303就是j422焊条,屈服强度大于330mpa,抗拉强度大于420mpa。 e5016就是j506焊条,屈服强度大于400mpa,抗拉强度大于490mpa。 e55是指屈服强度大于440mpa,抗拉强度大于550mpa。有j556、j557焊条等。 hrb335是指其屈服强度大于335,抗拉强度大于455。 hrb400是指其屈服强度大于400,抗拉强度大于570。 根据强度较低原则,建议你第一个选j506焊条。 第二个选e55级别的焊条,可以选择j557。

格式:pdf
大小:143KB
页数:未知
人气:57
4.6
E4303碳钢焊条产品技术鉴定会 由浙江省长广焊接材料厂试制成功的e4303(结422)碳钢焊条,性能达到和超过国家标准,经用户使用反映良好。1987年11月5~6日湖州市科委主持召开了技术鉴定会,并通过了该项产品鉴定。
格式:pdf
大小:131KB
页数:4P
人气:57
4.8
LHJ422焊条焊接烟尘量及再引弧性能对比分析 本文通过对lhj422焊条与国内有代表性企业产品就焊接发尘量和再引弧性能进行对比分析,实验室测定出lhj422焊条平均发尘量为5.16g/kg,lhj422再引弧时间为90s以上。分析lhj422焊条与国内先进产品就焊接发尘量和再引弧性能差异,同时对影响焊接发尘量和再引弧性能的因素进行了陈述,为进一步提升lhj422焊条产品质量提供指导作用。
格式:pdf
大小:69KB
页数:7P
人气:57
4.7

j422焊条与e50焊条的区别 j422的强度為420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如 焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号? 母材是q235的,用e4303(j422)焊条,母材是q345的,用e5016(j506) 焊条。 hrb335钢筋焊接时,是否可以采用
精华文档 THJ422(E4303)焊条烟尘问题
格式:pdf
大小:78KB
页数:8P
人气:57
4.5

j422焊条与e50焊条的区别 j422的强度为420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如 焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号 母材是q235的,用e4303(j422)焊条,母材是q
格式:pdf
大小:30KB
页数:3P
人气:57
4.4
关于j422焊条(e4303)可否焊接 普通二级螺纹钢钢筋焊接及验收规程解释 钢筋焊接及验收规程jgj18-2003(5月1日施行) 3.0.3这样说: 电弧焊所用的焊条,应符合现行国家标准“碳钢焊条”gb/t5117或 “低合金钢焊条”gb/t5118的规定,其型号应根据设计确定;若设 计规定时,可按以下选用。 表3.0.3 ______________________________________________ 电弧焊接头型式 钢筋牌号第一种第二种第三种第四 种 hpb235e4303e4303e4316、e4315e4303 hrb335e4303e5003e5016、e5015e4303 hrb400e5003e5503e5016、e5015e5003 rrb400e5003e5503_ _
格式:pdf
大小:11KB
页数:6P
人气:57
4.6
材料a3、20#焊条e4303的作业指导书 2.1根据焊接材料选用焊条,应根据钢材的化学成分,耐腐蚀性能, 焊接性能及焊接条件进行综合考虑,还应保证焊缝金属机械性能 不低于母材的机械性能。 2.2选用优良的焊接设备是保证获得优质焊接接头的主要因素。电弧 能否稳定燃烧,可以灵活的调节电流的范围。有良好的机动特性, 适应的空载电压和陡降的外特性。焊机型号zx1—330。 2.3焊接接头形式及坡口准备 2.3.1在手工电弧焊中,由于结构形状、工件厚度及对质量要求的不 同,其接头及坡口型式也有所不同。一般接头型式有对接、搭接、 角接及丁字接头等。 2.3.2焊接坡口边缘的加工,有刨边、车削、坡口机、手工气割等。 2.3.3坡口的基本形式有如下几种:i形坡口、y形坡口、单边v形坡 口、v形坡口、x形坡口。 2.4钢管的组对工程,钢管组对前应做下述准备工作:
格式:pdf
大小:6KB
页数:3P
人气:57
4.7
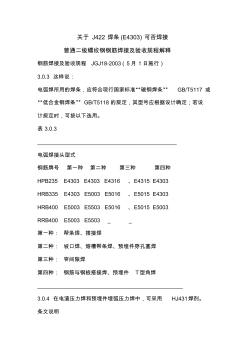
关于j422焊条(e4303)可否焊接 普通二级螺纹钢钢筋焊接及验收规程解释 钢筋焊接及验收规程jgj18-2003(5月1日施行) 3.0.3这样说: 电弧焊所用的焊条,应符合现行国家标准“碳钢焊条”gb/t5117或 “低合金钢焊条”gb/t5118的规定,其型号应根据设计确定;若设 计规定时,可按以下选用。 表3.0.3 ______________________________________________ 电弧焊接头型式 钢筋牌号第一种第二种第三种第四种 hpb235e4303e4303e4316、e4315e4303 hrb335e4303e5003e5016、e5015e4303 hrb400e5003e5503e5016、e5015e5003 rrb40
最新文档 THJ422(E4303)焊条烟尘问题
格式:pdf
大小:78KB
页数:8P
人气:57
4.6

j422焊条与e50焊条的区别 j422的强度为420mpa,牌号是e4303。 e50**强度在500mpa,常见的有e5015,5016等,相当于j506,j507 j是焊条牌号,中文结jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电源种类等。 e是焊条型号。e是表示焊条,后面的数字一般是4位数,分别表示12强度,34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。焊条牌号是生产企业制定的相对比较通用的叫法。如 焊条型号e4303对应的牌号是j422 常用的焊条有哪些牌号或是型号? 母材是q235的,用e4303(j422)焊条,母
格式:pdf
大小:10KB
页数:1P
人气:57
4.6
422焊条和502焊条用途与区别 422j即为e4303焊条,422的主要用途:焊接较重要低碳钢和同 强度等级普低钢结构。 低碳钢又称软钢,含碳量从0.10%至0.30%低碳钢易于接受各种 加工如锻造,一般轧成角钢、槽钢、工字钢、钢管、钢带或钢板,用 于制作各种建筑构件、容器、箱体、炉体和农机具等。 它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不 经热处理用于工程结构件。 502是锰钢焊条,主要用途:焊接16锰和同强度等级低合金钢 结构。 hrb335级钢筋:用低合金镇静钢和半镇静钢轧制,以硅、锰作 为主要固溶强化元素。其强度较高,塑性和可焊性较好。钢筋表面轧 有通长的纵肋和均匀分布的横肋,从而加强了钢筋混凝土之间的粘结 力。 422j焊条满足不了hrb335级钢筋焊接强度要求。简单点就是如 果用422焊锰钢焊缝会开裂,焊不住. 总的来
格式:pdf
大小:139KB
页数:2P
人气:57
3
thj707rh(e7015-g)焊条的研制——通过试验分析了合金元素对焊条力学性能的影响,确定了合理的药皮配方。并获得了以针状铁素体+粒状贝氏体为主的焊缝金属,所研制的焊条具有优良的力学性能。
格式:pdf
大小:6.1MB
页数:5P
人气:57
4.5
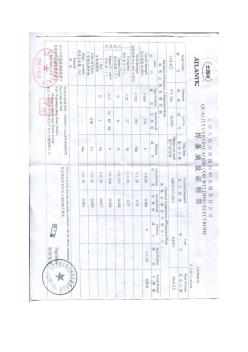
常用焊条合格证(J422-3.2-2.5)(J427-4.0-3.2-2.5)
格式:pdf
大小:13KB
页数:1P
人气:57
4.8

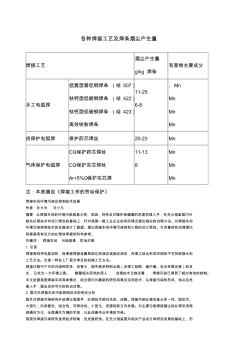
各焊接工艺焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要 成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn
格式:pdf
大小:47KB
页数:2P
人气:57
4.3
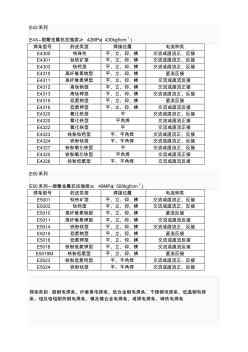
e43系列 e43—熔敷金属抗拉强度≥42mpa(430kgf/cm2) 焊条型号药皮类型焊接位置电流种类 e4300特殊性平、立、仰、横交流或直流正、反接 e4301钛铁矿型平、立、仰、横交流或直流正、反接 e4303钛钙型平、立、仰、横交流或直流正、反接 e4310高纤维素钠型平、立、仰、横直流反接 e4311高纤维素钾型平、立、仰、横交流或直流反接 e4312高钛钠型平、立、仰、横交流或直流正接 e4313高钛钾型平、立、仰、横交流或直流正、反接 e4315低氢钠型平、立、仰、横直流反接 e4316低氢钾型平、立、仰、横交流或直流反接 e4320氧化铁型平交流或直流正、反接 e4320氧化铁型平角焊交流或直流正接 e4322氧化铁型平交流或直流正接 e4323铁粉钛钙型平、平角焊交流或直流正、反接
格式:pdf
大小:215KB
页数:3P
人气:57
3
thj507r高韧性焊条的研制——通过优化熔敷金属化学成分,促使熔敷金属形成针状铁素体(af)组织,提高了熔敷金属的低温冲击韧性,研制出具有国内先进水平的thj507r高韧性焊条。
格式:pdf
大小:165KB
页数:15P
人气:57
4.5

.. ..专业资料.. 各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充 分借鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应
格式:pdf
大小:60KB
页数:8P
人气:57
4.8
各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内外 相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。对焊接车间 环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计原则。为完善现有治理理论 和提高现
文辑创建者
我要分享 >
职位:2021届MIDAS软件工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐