TP316L+Q235不锈钢复合钢板焊接工艺
2024-05-12
不锈钢复合钢板的焊接要求较高,特别是保证焊缝的耐腐蚀性是关键。本文主要对TP316L+Q235不锈钢复 合钢板的对接和角接形式的接头,从焊前准备工作,焊接方法及焊接材料的选择进行分析,制定出较合理的焊接工艺方 案,满足了设计施工的需要。

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 310S+Q235B不锈钢复合钢板焊接工艺
310S+Q235B不锈钢复合钢板焊接工艺 分析了310s+q235b不锈钢复合钢板的焊接性和焊接难点。通过分析异种钢焊接热应力以及过渡层碳,要获得良好的焊接接头,必须做好过渡层的焊接。因此选用了ni、cr含量较高的e310-16焊条作为焊接材料,基于舍夫勒状态图,通过数学分析的方法,确定了焊缝的熔合比,提出了可行的焊接工艺,并通过试验验证了焊接工艺的合理性。
编辑推荐下载
格式:pdf
大小:1.3MB
页数:3P
人气:70
 4.6
4.6

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
热门文档 TP316L+Q235不锈钢复合钢板焊接工艺
格式:pdf
大小:8KB
页数:1P
人气:70
4.6
不锈钢复合钢板的焊接工艺研究 【摘要】不锈钢复材的厚度一般在3-6mm,而基材的厚度则可 能根据需要确定为10以上的任意厚度。由于不锈钢复合板存在珠 光体钢与奥氏体钢两种材质,所以焊接过程中除了考虑到珠光体基 材的接头性能和奥氏体复材的性能要求外,还存在着异种钢的焊接 问题。因此在焊接不锈钢复合板的过程中同时具有珠光体钢、奥氏 体钢和异种钢的焊接特点,并且由于特殊的用途及散热情况和应力 状态的影响复合板的焊接还具有他自己的特点。 【关键词】不锈钢;技术;焊接 1.特点分析 不锈钢复合钢板通常是由较厚的珠光体钢做基层和较薄的奥氏 体不锈钢、奥氏体—铁素体双相不锈钢、铁素体不锈钢、马氏体不 锈钢,以及沉淀硬化型不锈钢等复合而成。覆层为奥氏体不锈钢、 奥氏体—铁素体双相不锈钢、铁素体不锈钢具有比较高的耐蚀性。 当水中含有氯离子时,这类钢比马氏体型不锈钢抗点腐蚀能力较 好,双相不锈钢的点腐
格式:pdf
大小:1.8MB
页数:7P
人气:70
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:2.8MB
页数:8P
人气:70
4.8

www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com
格式:pdf
大小:535KB
页数:3P
人气:70
4.5
奥氏体不锈钢复合钢板焊接工艺改造 针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图对裂纹形成的原因进行了分析,并进行了工艺改造,避免了裂纹的产生,保证了生产质量.
格式:pdf
大小:336KB
页数:2P
人气:70
4.5
双相不锈钢复合钢板焊接 对双相不锈钢复合钢板的焊接特点、焊接材料、焊接方法与焊后热处理进行了重点分析与讨论
精华文档 TP316L+Q235不锈钢复合钢板焊接工艺
格式:pdf
大小:242KB
页数:3P
人气:70
4.5
不锈钢复合钢板焊接裂纹 针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图进行原因分析。结果表明,过渡区马氏体组织的生成,异种钢接头的热应力是产生焊接裂纹的主要原因。减小熔合比是防止裂纹产生的关键。
格式:pdf
大小:506KB
页数:3P
人气:70
4.4
不锈钢复合钢板焊接探讨 不锈钢复合板具有广阔的发展前景,焊接技术是其推广应用的关键技术。本文就不锈钢复合板焊接中可能出现的问题以及在实际焊接中应采取的工艺措施进行了讨论。
格式:pdf
大小:36KB
页数:3P
人气:70
4.4

316l不锈钢的焊接工艺 1.奥氏体不锈钢的性能和焊接性分析 316l奥氏体不锈钢热导率低、线膨胀系数大,无磁性;抗拉 强度≥550n/mm2,屈服强度≥480n/mm2 1.焊接裂纹 (1)316l奥氏体不锈钢的导热系数大约只有低碳钢的一半, 而线膨胀系数却大得多,所以焊后在接头中会产生较大的焊 接内应力。 (2)316l奥氏体不锈钢的液、固相线的区间较大,结晶时间 较长,且奥氏体结晶的枝晶方向性强,所以杂质偏析现象比 较严重。 综上所述,316l奥氏体不锈钢焊接时比较容易产生焊接热 裂纹,包括焊缝的纵向和横向裂纹、火口裂纹、打底焊的根 部裂纹和多层焊的层间裂纹等。 2.316l奥氏体不锈钢焊接工艺 2.1焊接方法 316l不锈钢的焊接,根据不锈钢的特点,尽可能减少热输入量, 故采用手工电弧焊,氩弧焊两种方法。 2.2焊材选择 316l奥氏体不锈钢
格式:pdf
大小:130KB
页数:4P
人气:70
4.7

以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm的管 道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材:焊丝采用φpp-tig316l,焊条采用:φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约 大50%,密度大于碳钢,因此焊接
最新文档 TP316L+Q235不锈钢复合钢板焊接工艺
格式:pdf
大小:147KB
页数:5P
人气:70
4.4
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,
格式:pdf
大小:98KB
页数:1P
人气:70
4.7
浅谈不锈钢复合钢板储罐焊接工艺 onthestainlesssteeltankweldingcompound/junliu 【摘要】目前很多化工原料储罐为节约 成本,将不锈钢储罐设计成不锈钢和碳钢复合 板储罐。做好复合板储罐的焊接工作是施工 的核心工艺。 【关键词】复合板焊接 abstract:atpresent,manychemicalsstor- agetanksinordertosavecosts,thestainlesssteel tankdesignedstainlesssteeltanksandsteelcom- positepanels.makecompositeboardtankwelding isthecoreoftheconstructionprocess. keywords:com
格式:pdf
大小:127KB
页数:3P
人气:70
4.5
不锈钢复合钢板的焊接工艺 对不锈钢复合钢板的焊接特点进行了理论分析,总结出其焊接三要素:焊接坡口、焊接材料和参数、焊接顺序。实践证明,只要遵循其焊接要点,不锈钢复合钢板的焊接质量是非常稳定的。
格式:pdf
大小:271KB
页数:4P
人气:70
4.3
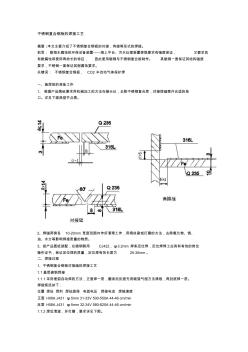
不锈钢复合钢板的焊接工艺 摘要:本文主要介绍了不锈钢复合钢板的对接,角接等形式的焊接。 前言:耐海水腐蚀的环保设备装置——海上平台、污水处理装置等既要求有强度保证,又要求具 有耐腐蚀和使用寿命长的特征,因此使用碳钢与不锈钢复合板制作。其碳钢一面保证其结构强度 要求,不锈钢一面保证其耐腐蚀要求。 关键词:不锈钢复合钢板,co2半自动气体保护焊 一、施焊前的准备工作 1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡 口。详见下面典型节点图。 2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、 油、水分等影响焊接质量的物质。 3、按产品图纸装配,在碳钢侧用cj422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位 操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。 二、焊接过程
格式:pdf
大小:104KB
页数:2P
人气:70
4.8

不锈钢复合钢板是石油和化工生产中应用较多的复合钢板,我公司承接了某化工厂6台不锈钢复合钢板压力容器的生产任务,其主体材质是30mm+4mm的s30403+q345r。由于工期较短,如按常规的焊接方法,对过渡层和复层采用手工电弧焊进行焊接,不能按时完工。为了确保设备按时交付,对其工艺进行探讨,通过查阅许多有关资料及试验,为了提高工作效率,确定复层和过渡层采用自动焊进行焊接。

格式:pdf
大小:82KB
页数:2P
人气:70
4.5
双相不锈钢复合钢板的焊接 阐述了双相不锈钢复合钢板的焊接性,通过焊接工艺评定确定了焊接工艺参数,并将其应用在焊接工程中,获得了满意的焊接质量,满足了设计与规范要求,为同种材料的焊接积累了宝贵的经验。
格式:pdf
大小:150KB
页数:2P
人气:70
4.4
Q345R/321不锈钢复合钢板的焊接工艺研究与应用 对q345r与321不锈钢复合钢板的成分及其焊接性进行了分析,对其焊接工艺进行了研究,取得了良好的实际应用成果。

文辑创建者
我要分享 >
职位:钢结构项目管理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐