W2Mo9Cr4V2Co8高速钢车刀热处理车间设计
2025-01-23
合 肥 工 业 大 学 热处理课程设计 设计题目: W2Mo9Cr4V2Co8高速钢 车刀热处理车间设计 目 录 一 概述 ........................................ 1 1.1 项目任务及设计意义 ........................................1 1.2 热处理概述 ........................................... 1 1.3 工具类零件概述 ....................................... 1 二 车刀的热处理工艺的设计 ............................... 2 2.1 材料的选用 ................................................ 2 2.2 热处理工艺

 高速钢W6Mo5Cr4V2的锻造
高速钢W6Mo5Cr4V2的锻造 高速钢w6mo5cr4v2是典型的莱氏体钢,其特点是红硬性和耐磨性高,而且具有一定的韧性,因而常用来制作各种刃具和冷作模具。在使用中,导致刃具和冷作
专业课程设计任务书 学生姓名:班级: 设计题目:高速钢车刀材料的选择及工艺设计 设计内容: 1、根据零件工作原理,服役条件,提出机械性能要求和技术要 求。 2、选材,并分析选材依据。 3、制订零件加工工艺路线,分析各热加工工序的作用。 4、制订热处理工艺卡,画出热处理工艺曲线,对各种热处理工 艺进行分析,并分析所得到的组织,说明组织及性能的检测 方法与使用的仪器设备。 5、分析热处理过程中可能产生的缺陷及补救措施。 6、分析零件在使用过程中可能出现的失效方式及修复措施。 目录 前言...............................................4 1高速钢车刀的工作条件及性能、技术要求..........5 1.1高速钢车刀的工作条件.....................5 1.2高速钢车刀的机械性能要求及技术要求...
编辑推荐下载
格式:pdf
大小:126KB
页数:10P
人气:86
 4.6
4.6
设计 题目 成绩 课 程 设 计 主 要 内 容 各位同学根据设计题目,编制课程设计任务书,其中应包括如下内容:制定热 处理工艺、工作制度、年时基数、生产纲领,选择所需要的热处理设备,最后应给 出参考文献,并绘制出设备在车间的平面布置图。具体要求如下: (1)确定工件的形状、尺寸,制定出车间的工作制度、年时基数、生产纲领; (2)对于没有给出材料的零件,选择材料,要论述工件的服役条件及对材料性能的 要求; (3)确定工件的加工工艺流程,制定热处理工艺,并且,加以论述其依据; (4)根据热处理工艺选择适当的热处理设备,对主要的加热设备的炉体结构、炉膛 尺寸、功率要进行计算和论述,根据生产率确定所需要的台数; (5)合理地设计工件的热处理生产线,画出设备在车间里面的平面布置图(该图要 求用计算机绘制,并用a3纸打印出来,图中设备用参考图例画出,其它的要按照 国家标准画出); (
格式:pdf
大小:207KB
页数:未知
人气:86
4.6
新型冷挤压模具材料-“W12Mo2Cr4VR”高速钢 随着电池工业的发展和产品结构的改变,整体锌筒生产量逐年增大,相应的模具材料及耗用量也随之增加,对企业的经济效益带来一定的影响。近几年来,我厂整体锌筒生产的速度发展很快,已全部整体化。因此,挤压模的需用量较大,每年9吨左右,价值8万
热门文档 W2Mo9Cr4V2Co8高速钢车刀热处理车间设计
格式:pdf
大小:205KB
页数:3P
人气:86
4.4
超硬高速钢车刀快速加工多线蜗杆方法研究 结合多年的教学实践,对超硬高速钢车刀快速加工多线蜗杆的方法进行了研究。阐述了加工步骤、刀具选用和加工时的注意事项。解决了多线螺线分线方法问题,较好地保证了加工精度。
格式:pdf
大小:101KB
页数:未知
人气:86
4.3
W9Mo3Cr4V高速钢机用锯条的激光淬火 研究了w9mocr4v高速钢机用锯条的激光淬火工艺,并用正交试验优选出最佳工艺参数。
格式:pdf
大小:131KB
页数:5P
人气:86
4.5
W6Mo5Cr4V2高速钢模具材料的回火抗力 对试验用钢的抗回火性能进行了研究,结果表明在1080 ̄1225℃范围进行奥氏体化处理后的回火曲线均具有非单调的二次硬化的特征,曲线的低谷几乎均对应着350℃回火状态;其峰值温度随奥化温度升高在450 ̄560℃范围变动,相应地,本文定义的二次硬化强度△hrc值自1hrc增加到6hrc。
格式:pdf
大小:201KB
页数:2P
人气:86
3

中板厂热处理车间托梁拔柱设计——介绍了工业厂房托梁拔柱的设计内容,包括柱子的加大截面加固法,托架的设计,柱间支撑及屋面支撑的布置,施工工序安排等,从而使得拔柱在不破坏屋顶围护结构的情况下在短时间内得以实施,最大程度的减少了施工工作量,实践证明...
格式:pdf
大小:69KB
页数:未知
人气:86
4.3
W18Cr4V高速钢 w18cr4v是应用最长久的一种钨系高速钢,属于莱氏体钢。和其它高速钢一样,常称为"白钢"、"锋钢"或"风钢"(空冷即可淬火)。化学成分(ω,%):0.7~0.8c,17.5~19w,3.80~4.4cr,1.0~1.4v,<0.4si,<0.4mn,<0.3mo。锻造温度范围:始锻温度为1100~1150℃,终锻温度为900~950℃。加热时间一般需分段加热。低温阶段800~900℃范围内,按1min/mm计算;高温阶段按0.5min/mm计算。要严格控制上限温度以免过热
精华文档 W2Mo9Cr4V2Co8高速钢车刀热处理车间设计
格式:pdf
大小:709KB
页数:3P
人气:86
4.7
W4Mo3Cr4V高速钢稀土多元共渗层的性能 利用稀土多元共渗工艺将碳、氮、氧、硫、硼、稀土元素同时渗入w4mo3cr4v高速钢表面,研究了多元共渗层的硬度、耐磨性能及表面残余应力等。结果表明:多元共渗层由化合物层(主要为氧化物、硫化物和碳化物)和扩散层组成;共渗层显微硬度最高达1150hv左右;多元共渗层较钢表面的摩擦因数大幅降低,耐磨性能提高,其表面产生了较高的残余压应力,有利于提高材料的疲劳性能。
格式:pdf
大小:8.1MB
页数:5P
人气:86
4.4
V9Cr5Mo2高速钢中碳化物三维形态研究 通过对试样进行深度腐蚀,利用扫描电镜研究不同碳含量的v9cr5mo2高速钢中碳化物的三维形貌,并进一步讨论了碳化物的形态与合金凝固结晶过程的关系。结果表明,v9cr5mo2高速钢中碳化物主要由vc及以铬、钼为主的复合碳化物组成;共晶vc为枝晶状,先析出vc为不规则块状、开花状、卵石堆积状及团球状;以铬为主的复合碳化物为曲面板条状;富钼复合碳化物为鱼骨状。合金中含碳量1.6%时,碳化钒主要为共晶vc;碳含量为2.5%时,vc主要为大量共晶vc及部分不规则团块状、开花状的初生vc;碳含量为3.2%及4.2%时,vc为大量初生vc。随着含碳量的增加,vc的形态也由卵石堆积状向分散分布的团球状转变。
格式:pdf
大小:1.6MB
页数:5P
人气:86
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:110KB
页数:11P
人气:86
4.7

宝钢高速线材车间设计简介 摘要:描述了具有当今世界一流水平的宝钢高速线材车间的工艺、设备情况及 主要技术参数,并对其拥有的处于世界领先水平的线材tekisun减定径机、电气 传动全交流化、优质高碳钢步进梁式加热炉、探伤测径装置、闭环冷却控温系统 等技术及设备进行了进一步阐述。 关键词:高速线材轧机;工艺特点;设备特点 中图分类号:tg335.6文献标识码:a introductiononhigh-speedwiremillofbaosteel yangxiao-ming (chongqingiron&steeldesigninginstitute,chongqing400013,china) abstract:thepaperintroducedtheprocess,equipmentandmaintechnology
格式:pdf
大小:1.4MB
页数:6P
人气:86
4.3
高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨 设计了过渡层和梯度膜结构,采用pvd磁控溅射工艺和pvd磁控溅射+pecvd(脉冲等离子增强化学气相沉积)复合工艺在高速工具钢w6mo5cr4v2表面制备不同的类金刚石(diamond-likecarbon,dlc)膜:ti过渡层+dlc膜以及crn+crnc+crc+dlc(掺杂cr)硬质膜。对这两种膜层的成分、结构、形貌和力学性能的对比分析发现,前者表面粗糙度小,但是后者的综合力学性能更好。
最新文档 W2Mo9Cr4V2Co8高速钢车刀热处理车间设计
格式:pdf
大小:425KB
页数:2P
人气:86
4.5
25cr2mo1v圆钢 规格:20—500 材质:20#、35#、45#、50#、55#、60#、20mn、30mn、35mn、40mn、q235(b/d)、q345(b/d/d)、 20cr、40cr、27simn、20mn2、30mn2、35mn2、40mn2、45mn2、65mn、60si2mn、gcr15、 gcr15simn、15crmo、20crmo、35crmo、42crmo、38crmoal、9cr18、9cr18mo、9sicr、 16mncr5、20mncr5、20crnimoa、40crnimoa、20crmnmo、40crmnmo、20crmnti、40crmnti 详讯:山东宝雷钢铁135_6129_1801 山东宝雷钢铁有限公司规格如下 材质规格产地 25cr2mo1v16湖北大冶 25cr2mo1v18湖北大冶 25cr
格式:pdf
大小:165KB
页数:5P
人气:86
4.7
W9Mo3Cr4V高速钢机用锯条热加工工艺的组织与性能分析 应用定量金相、硬度与冲击等试验方法.研究了w9mo3cr4v钢机用锯条各热加工工序的坯件组织和性能.结果表明,现行的机用锯条各热加工工艺基本上是合理的,但在个别锯条的淬火组织中,存在有晶粒反常长大现象.分析了产生的原因并提出了改进措施
格式:pdf
大小:636KB
页数:3P
人气:86
4.3
45钢/W6Mo5Cr4V2高速钢刀具的摩擦焊接研究 对45钢/w6mo5cr4v2高速钢刀具的摩擦焊接工艺及焊接效果进行了试验研究,结果表明,采用优化的摩擦焊接工艺参数及合理的焊后热处理工艺可获得具有良好显微组织和力学性能的焊接接头。
格式:pdf
大小:656KB
页数:5P
人气:86
4.7
火法冶炼由高速钢磨屑再生含W-Mo-Cr-V合金 研究用水法预处理和火法回收相结合的工艺从高速钢磨屑中再生含wmocrv的合金,分析原料粒度、还原剂、石灰等对回收率的影响。结果表明,回收工艺可行,w和mo回收率在96%以上,cr和v回收率不低于91%。再生合金产品质量稳定,可满足高速钢炼钢使用要求
格式:pdf
大小:60KB
页数:未知
人气:86
4.7
W18Cr4VCo5高速钢 w18cr4vco5是钨系含钻高速钢。化学成份(ω,%):0.75~0.85c,0.20~0.40si,0.20~0.40mn,≤0.030s,≤0.030p,3.75~5.00cr,≤0.30ni,≤0.25cu,1.80~2.40v,0.50~1.25mo,17.50~19.00w,7.00~9.50co。热处理工艺:820~870℃预热,1270~1290℃(盐浴炉)或1280~1300℃(箱式炉)加热,油冷,540~560℃回火2次,每次2h。
格式:pdf
大小:323KB
页数:未知
人气:86
4.6
无Co超硬高速钢H2-R42 无co超硬高速钢m2-r42即m2si,m2-r42为商业名称,意即能代替co高速钢m42的高速钢m2。由于不含co,m2-r42的价格远低于m42而性能与m42相当。无co超硬高速钢具有以下优点:
格式:pdf
大小:114KB
页数:16P
人气:86
4.3
1 十、热处理车间 热处理是为通过调整对材料加热控制和冷却控制的方式,对其金 相组织进行调整,从而改变材料的性能,达到零件的使用要求。它对 挖掘金属材料潜力、改善零件使用性能、提高产品质量和延长使用寿 命具有重要意义。 根据热处理规模的大小,将热处理分为专业热处理厂、热处理车 间、热处理工段及热处理小组等四种组织形式。 (一)热处理工艺的分类 以处理金属划分,热处理分为黑色金属热处理和有色金属热处 理;以加热条件、工艺效果划分,把金属热处理分为整体热处理、表 面热处理和化学热处理三大类。整体热处理是整体加热和冷却工件, 使工件整体达到预定性能,根据工件大小,又分为一般工件整体热处 理和大型铸锻件整体热处理;表面热处理是指表面局部加热和冷却后 获得表面硬化层,是通过快速加热方式使工件表面层达到预定温度后 快速冷却,在工件心部组织和性能不变或基本不变的情况下,使工件 表面达
格式:pdf
大小:6KB
页数:3P
人气:86
4.5

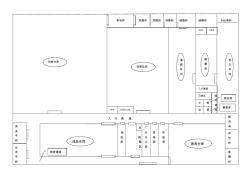
关于热处理车间迁移东院厂房的有关项目费用概略预算的说明 公司领导: 随着热处理车间搬迁工作的即将开始,我部门经过前一时期的现场调 研、考察、设备平面图布局方案已确定完成(附图)。另经多方旬价、 竞标、现就其将要发生的有关施工项目及所需费用等情况做简要汇报 如下: 一.原有设备拆装: 1.推杆炉一台(15吨)拆、装车、运、卸、吊车费:5500元, 安装调试费:1500元,计7000元。 2.井式炉一台75kw(3.5吨)拆、装车、运、卸工费:3000元, 安装调试费:800元,计3800元。 3.三台箱式炉(18吨)拆、装车、运、卸工费:6000元(2000*3 台),安装、调试费:2100元,(700*3)计8100元。 4.天车二台(5.8吨)+导轨、工字钢(12吨)拆、装运、卸、 吊车费、气焊费:计20000元。 5.电器16台(4.5吨

文辑创建者
我要分享 >
职位:预结算员造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐