X80管线钢STT+药芯自保护焊接工艺
2024-07-15
介绍了STT气保护半自动根焊、自保护药芯焊丝半自动焊填充盖面工艺的特点,以及对X80管线钢焊接适应性的研究。在选定焊接方法、焊接材料和工艺参数条件后,进行了X80管线钢试件焊接和接头性能试验。结果表明,所选的焊接方法、焊接材料和工艺参数可用于这种材料管道的现场焊接。

 X80管线钢STT+药芯自保护焊接工艺研究
X80管线钢STT+药芯自保护焊接工艺研究 介绍了stt气保护半自动根焊、自保护药芯焊丝半自动焊填充盖面工艺的特点及其对x80管线钢焊接适应性的研究。在选定焊接方法、焊接材料和工艺参数的条件下,进行了x80管线钢试件焊接和接头的性能试验。结果表明,所选的焊接方法、焊接材料和工艺参数可用于这种材料管道的现场焊接。
X80级管线钢焊条电弧焊焊接工艺 通过对x80级管线钢管材及焊材化学成分、力学性能的阐述,进一步剖析焊条电弧焊从根焊、热焊、填充焊到盖面焊的焊接工艺参数,为今后国内大口径x80级管线钢焊条电弧焊焊接施工提供了详实的数据。
编辑推荐下载
格式:pdf
大小:370KB
页数:4P
人气:60
 4.5
4.5
X80管线钢环焊缝的焊接工艺研究 以目前在我国管道建设中使用的最高钢级x80管线钢为研究对象,采用焊接工艺试验、力学性能测试及显微分析技术研究了co2气体保护焊工艺下x80管线钢焊接接头的性能和热影响区的组织变化规律。结果表明:采用设计的工艺参数对x80管线钢进行焊接,x80管线钢母材及其焊接接头的显微组织均为针状铁素体和晶内针状铁素体,可以得到合格的焊接接头,能够满足管道建设工程的需要。
格式:pdf
大小:210KB
页数:3P
人气:60
4.6
X80管线钢的焊接性 采用管道输送石油或天然气是最经济、最安全的运输方式。随着国民经济的发展,天然气工业越来越受到重视。我国在西气东输国家重点工程建设中,对x70、x80管线钢进行了成功的研制、开发。在西气东输二线工程中,将大规模的采用x80钢进行管线铺设。介绍了西气东输二线工程的几个突出特点。论述了高强度管线钢的发展历程。并且对于管线钢的三个类型进行了分析。重点论述了x80钢的焊接性,分析了焊接裂纹、haz的软化、焊缝与管材的强韧匹配等。并且对于x80钢的试验、研究、以及焊接等应用情况做了介绍。
热门文档 X80管线钢STT+药芯自保护焊接工艺
格式:pdf
大小:912KB
页数:27P
人气:60
4.7
学号1010131057_ 毕业论文(设计) 课题x80管线钢的焊接工艺研究 学生姓名吴银义 院别机械工程学院 专业班级10金属材料工程(1)班 指导教师杨付双 二〇一四年六月 目录 插图清单 表格清单 摘要 abstract 第1章国内外油气管道的发展展望....................................................................................-1- 1.1国内外油气管道的发展......................................................................................................-1- 1.2国外油气管道的焊接技术状况.................
格式:pdf
大小:430KB
页数:3P
人气:60
4.7
X80管线钢焊接用高韧性自保护药芯焊丝的开发 自保护药芯焊丝在20世纪50年代末最早出现于美国和前苏联,在随后40余年的时间里,自保护药芯焊丝以其特有的优越性得到了很大的发展,尤其在高层建筑、输油管道和海洋石油平台等领域得到了广泛应用。其主要特点是焊接时无需任何保护气体,使用方便、效率高(自保护药芯焊丝
格式:pdf
大小:74KB
页数:未知
人气:60
4.3
X70管线钢焊接工艺研究 x70是一种微合金高强度管线钢,起源于上个世纪的70年代的国外。本文通过对巴西管线建设中x70管线钢的自动焊工艺的系统分析,进行了优势对比和特性探究,以便改进我国的管线自动焊焊接施工工艺,提高我国管线建设技术。
格式:pdf
大小:150KB
页数:未知
人气:60
4.7
自保焊药芯焊丝焊接工艺 自保护焊药芯焊丝焊接技术,焊接工艺是为提高管线工程建设质量的一种焊接材料,它在管线建设中的应用将会越来广泛。通过在管线建设中采用自保焊药芯焊丝焊接工艺的应用,对提高焊接生产效率和焊接质量获得了较好效果
格式:pdf
大小:1.3MB
页数:2P
人气:60
4.7
X70管线钢焊接工艺研究 x70是国外20世纪70年代初发展起来的一种微合金高强度管线钢,采用控轧控冷工艺,得到以针状铁素体为主的组织,强度、韧性和焊接性等性能非常好,已在工程中大量使用,技术已很成熟。文章主要探讨了巴西管线建设中x70管线钢的自动焊工艺,以此为鉴,从而改进我国的管线自动焊焊接施工工艺,促进我国管线建设的发展。
精华文档 X80管线钢STT+药芯自保护焊接工艺
格式:pdf
大小:560KB
页数:3P
人气:60
4.7
X80管线钢的焊接性分析 对国产x80管线钢进行了手工焊焊接性能实验,并对其焊接接头的强度、低温韧性和冷弯性能进行了检验,结果表明,该管线钢焊接性能良好。

格式:pdf
大小:2.2MB
页数:3P
人气:60
4.5

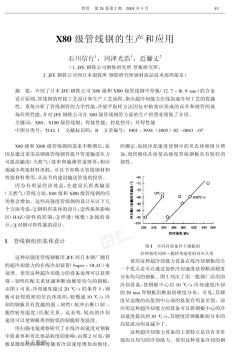
为减少用钢的数量,提高管道承压的强度,长输管道正向大口径、高压力、高纲级输送方向发展,我国长输管道用钢已逐渐由x52-x70向强度级别更高的x80发展。在长输管道建设中,质量对管道长期安全运行和使用寿命至关重要,而焊接技术是其中最关键的技术。目前国内外针对x80管线钢所采用的主要焊接方法有纤维素型焊条或低氢型焊条向下焊、以及半自动焊和全自动气保焊和自保护药芯焊丝自动焊。大管径管道半自动焊接是目前比较先进的管道焊接工艺,焊口返修率可降低到2%以下。
格式:pdf
大小:988KB
页数:6P
人气:60
4.6
X80管线钢埋弧焊焊接接头的组织和腐蚀性能 采用h08mnmoa焊丝埋弧焊焊接x80管线钢.利用扫描电镜分析焊接接头微观组织;采用动电位极化和电化学阻抗法研究了x80管线钢其焊接接头在0.5mol/lnahco3+0.02mol/lnacl溶液中的腐蚀行为.结果表明,在0.5mol/lnahco3+0.02mol/lnacl溶液中,由于显微组织上的差异,x80钢母材的耐点蚀性能最好;焊缝在短时间内的耐点蚀性能基本与母材处于同一水平,但长时间浸泡后的耐点蚀性能却比母材要差;热影响区的耐点蚀性能最差,且相对于母材和焊缝的差值较大.
格式:pdf
大小:529KB
页数:1P
人气:60
4.4
X80管线钢的手工电弧焊返修焊接工艺试验研究 本文采用斜y坡口焊接裂纹试验对三种x80管线钢材料进行了焊接性研究,之后采用优化的手工电弧焊焊接工艺对x80-1管线钢进行了返修焊焊接工艺试验。实验结果表明:x80-1的焊接性最好,x80-3的焊接性次之:x80-2的焊接性最差。试验用x80管线钢具有良好的焊接性,选用的焊接工艺参数合理,采用该工艺参数焊接,可以得到性能良好的接头。
最新文档 X80管线钢STT+药芯自保护焊接工艺
格式:pdf
大小:155KB
页数:未知
人气:60
4.3
STT+自保药芯焊丝半自动焊在“西二线”工程中的应用 管道运输作为综合运输体系的重要组成方式,在国民经济和社会发展中起着十分重要的作用。特别是“十一五”期间,以西气东输、川气东送、中哈原油管道、兰郑长成品油管道等工程为标志,我国油气管道建设和管道运输迅速发展,为解决我国能源运输紧张、保障能源供应安全发挥了重要作用。随着石油工业的不断发展,管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。长距离、大管径、高压力已经成为陆上油气输送管线的发展方向。长输管线施工工程中,焊接是极其重要的环节,管口焊接分根焊及填充盖面两道工序,根焊道的焊接又是管道焊接的关键。
格式:pdf
大小:2.0MB
页数:4P
人气:60
4.5

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:189KB
页数:3P
人气:60
4.6
X70管线钢冷丝填充埋弧焊焊接工艺 根据x70管线钢的焊接性,提出了采用冷丝埋弧焊的工艺方法来解决焊接接头热影响区的脆化现象,通过向熔池中添加"冷丝",消耗过热能量来提高焊接接头的韧性。确定x70管线钢在不同线能量下的最佳冷丝填充速度;最终得出x70管线钢冷丝埋弧焊焊接工艺参数。
格式:pdf
大小:1.9MB
页数:5P
人气:60
4.5
X80管线钢焊接接头表面自身纳米化 采用表面机械研磨(smat)技术对x80管线钢的焊接接头进行了表面自身纳米化处理,利用金相显微镜(om)、透射电子显微镜(tem)和x射线衍射技术(xrd)研究了表面自身纳米化处理后试样表面微观结构的变化。结果表明:经smat处理后,可以在x80管线钢的焊接接头表面形成一定厚度的等轴、取向随机的纳米晶粒;随距处理表面深度的增加,晶粒尺寸逐渐增大;smat处理时间的进一步延长对表层晶粒尺寸影响不大;smat处理可以实现x80管线钢的焊接接头组织的连续化和均匀化。
格式:pdf
大小:36KB
页数:5P
人气:60
4.4
x80管线钢的研究现状 摘要:采用高强度管线钢,长距离高压大输量输送富气,可以节约钢材,大幅度减少管线 工程的投入,增加管线的运行效益,提前回收投资。为了确保输送管线建设的经济性、运行 的安全性和可靠性,x8高性能管线钢在管线建设上的应用将越来越普遍。本文介绍近年来 出现的x80管线钢的研究与应用,包括该钢种的化学成分、组织特点、生产工艺、焊接中出 现的问题等内容。 关键字:x80管线钢控轧控冷工艺焊接应用 目前我国经济发展迅速,对石油天然气的需求日益旺盛。大直径管道作为石油天然气安 全经济有效的输送途径之一,随着西气东送等大建设项目相继投入,国家已将其放在了优先 发展的位置。为了降低管线建设和运营成本,提高管线安全性和可靠性,高压大口径管线用 钢不仅要具有更高强度还要具有更高韧性 [1,2] ,所以建设高压长距离输送管线是解决长时期、 大
文辑创建者
我要分享 >
职位:制冷项目工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐