ZL111铝合金熔炼工艺及熔模铸造
2024-05-20
经验交流 《铸造技术》01/ 2008 向冒口方向的定向凝固 ,提高此部位组织的致密度。 3. 3. 3 增设冒口补贴 在铸件试压渗漏部位增设冒口补贴 ,如图 2 所示。 使此部位全部处于冒口有效补缩距离范围内 ,保证组 织的致密度。 4 改进后的效果 通过实施上述 3 个方面的措施 ,使芯子的排气性 增强、刚度增加、横断面裂纹消除 ,下芯抹粘合剂引发 气孔的隐患消除 ,铸件渗漏部位组织的致密度增加。 从而使该铸件试压渗漏状况明显改进。现在每月试压 渗漏铸件大幅减少 ,一次试压合格率稳定在 95 %以 上 ,取得了很好的效果。 收稿日期 :2007209228 ; 修订日期 :2007211206 作者简介 :刘宝明 (19602 ) ,陕西宝鸡人 ,工程师. 主要从事铸造工艺技 术研究及生产管理工作. ZL111 铝合金的熔炼工艺及熔模铸造 陈玉平 (无锡职业技术学院 ,

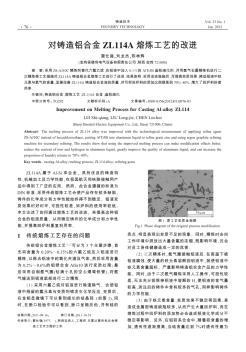
采用zs-aj10c精炼剂替代六氯乙烷,在铝液中加入0.1%的alti5b晶粒细化剂,并用氩气石墨精炼机进行二次精炼等工艺措施对zl114a铸造铝合金熔炼工艺进行了改进。结果表明:采用改进措施后,可提高变质效果,降低铝液中铁元素与氢气的含量,显著改善zl114a铸造铝合金液的质量,并可将回炉料的添加比例提高到70%~80%,增大了回炉料的使用率。
铝合金熔炼与铸造 铝合金的熔炼与浇注是铸造生产中主要环节。严格控制熔炼与浇铸的全过 程,对防止针孔、夹杂、欠铸、裂纹、气孔以及缩松等铸造缺陷起着重要的作 用。由于铝熔体吸收氢倾向大,氧化能力强,易溶解铁,在熔炼与浇铸过程中 必须采取简易而又谨慎的预防措施,以获得优质铸件。 1、铝合金炉料配制及质量控制 为了熔炼出优质铝熔体,首先应选用合格的原材料。须对原材料进行科学 管理和适当处理,否则就会严重影响合金的质量,生产实践证明,原材料(包 括金属材料及辅助材料)控制不严会使铸件成批报废。 (一)原材料必须有合格的化学成分及组织,具体要求如下: 入厂的合金锭除分析主要成分及杂质含量外,尚就检查低陪组织及断口。 实践证明,使用了含有严重缩孔、针孔、以及气泡的铝液,就难以获得致密的 铸件,甚至会造成整炉、整批的铸件报废。 有人在研究铝硅合金锭对铝合金针孔的影响时发现,用熔融的纯浇铸砂型 试块时并不出
编辑推荐下载
热门文档 ZL111铝合金熔炼工艺及熔模铸造
格式:pdf
大小:260KB
页数:12P
人气:58
 4.6
4.6
第二节铝合金材料 铝合金材料是幕墙工程大量使用的材料,幕墙金属杆件以铝合金建筑型材为主(占95%以上)。幕 墙面板也大量使用单层铝板、铝塑复合板等。 一.牌号与状态 gb/t16474—1996《变形铝及铝合金牌号表示方法》规定了变形铝及铝合金的牌号表示方法。这个 标准是根据变形铝及铝合金国际牌号注册协议组织推荐的国际四位数字体系牌号命名方法制定的,这是 国际上比较通用的牌号命名方法。 这个标准包括国际四位数字体系牌号和四位字符体系牌号两种牌号的命名方法。按化学成份,已在 国际牌号注册组织命名的铝及铝合金,直接采用国际四位数字体系牌号,国际牌号注册组织未命名的铝 及铝合金,则按四位字符体系牌号命名。 牌号的第一位数字表示铝及铝合金的组别,如表2-14所示。 表2-14 组别牌号系列 纯铝(铝含量不小于99.00%)1××× 以铜为主要合金元素的铝合金2××× 以锰为主
格式:pdf
大小:409KB
页数:3P
人气:58
4.8
详细介绍了zl104铝合金的工艺规程及水玻璃涂料的配方,讨论了有关工艺的作用,按此工艺规程操作可获得优质的zl104铝合金.
格式:pdf
大小:50KB
页数:6P
人气:58
4.4
铝及铝合金热轧工艺 热轧坯料主要采用的是半连续、连续两种生产方式生产铝锭,现代化的热连轧大部分 都是采用半连续铸造的生产方式生产铸锭,可生产出来的铸锭重量重,铸锭的尺寸、表面、 化学成分和内部质量较高 一铸锭的制备和质量要求。 (1)铸锭的选择应考虑到客户的质量需求和自身设备能力和工艺水平。(举例子) (2)铸锭的厚度选择的依据:成品厚度和变形率 (3)铸锭宽度选择的依据:成品的宽度和合金的切边量 (4)铸锭长度的选择依据:热轧卷的卷径 二铸锭的断面形状: (1)圆弧形 (2)梯形 (3)v字形 (4)长方形 三铸锭切头尾的目的 四热轧前铸锭头尾的处理方式 (1)表面要求不高的产品可以对铸锭浇铸口和底部不做任何处理 (2)对表面要求高的产品必须将头尾铸造缺陷部分全部切除 (3)铸锭切头切尾长度的确定 合金用途膨胀端(≥mm)浇口端(≥mm) 1
格式:pdf
大小:32KB
页数:3P
人气:58
4.7
铝合金型材销售合同书, 甲方:(以下简称甲方) 乙方:(以下简称乙方) 为了更好地开拓“宏达”牌系列铝型材在庆阳地区的销售市场,甲乙双方本着平等、互 利的原则,经友好协商,制订本合同,供双方共同执行。 一、范围及双方的权利和义务 1、甲方授予乙方在西峰地区范围内“宏达”牌系列铝型材的分销权,月销量不低于50 吨。合同有效期限自2012年2月20日至2015年2月19日止。 2、乙方如有连续两个月未销售甲方型材100吨时,甲方有权终止协议,收回经销权。 3、分销权存续期间,甲方不得在乙方的总经销地区内另设立或授权设立其它特约销售 点,以确保乙方独家经销的权益;乙方也不得向第三家转让分销权或进行有损甲方声誉的活 动。 4、在本合同签订之日三个月内,乙方必须安排布置好分销范围内的销售点。三个月后 未能设立销售点的地方,甲方可自行前往设点。 5、乙方不得将“宏达
精华文档 ZL111铝合金熔炼工艺及熔模铸造
格式:pdf
大小:668KB
页数:5P
人气:58
4.7
 铸造工艺对ZL114A铝合金铸件性能的影响
铸造工艺对ZL114A铝合金铸件性能的影响 通过试验和数值模拟方式研究了重力铸造和低压铸造两种浇注方式对zl114a铝合金平板铸件组织和性能的影响。结果表明,在熔炼工艺、热处理工艺相同的情况下,低压铸造铸件的力学性能均高于重力铸造铸件的性能,特别是伸长率明显;重力铸造条件下,铝液充型过程金属液易产生紊流,引起双层氧化膜裹着气泡卷入铸件使铸件产生缩松和气孔,其是试样断裂的裂纹源;重力铸造时由于缺乏有效补缩压力,铸件内部有明显缩松缺陷;低压铸造可以使金属液平稳充型,铸件中不会卷入双层氧化膜,而且铸件无明显缩松缺陷。
格式:pdf
大小:460KB
页数:4P
人气:58
4.7
ZL101A铝合金支架的铸造工艺优化 铝合金发动机支架铸件结构复杂、壁厚不均,容易产生缩松缩孔。使用华铸cae软件对铝合金发动机支架铸件进行了充型凝固过程模拟,预测了缩松、缩孔缺陷。在此基础上对工艺方案进行了改进和模拟,获得了合理的铸造工艺。结果表明,使用华铸cae软件能很好地模拟铝合金铸件的充型凝固过程,预测铸件的缩松缩孔缺陷,用于指导铸造工艺的设计及优化。
格式:pdf
大小:1.7MB
页数:1P
人气:58
4.7
zl104铝合金在现实工业中应用非常广泛,探讨zl104铝合金的铸造工艺规程,分析铸造工艺的相关作用。在zl104铝合金的铸造过程中,探索每一种原材料的比重,以及各个工序中的注意事项,控制zl104铝合金的铸造工艺流程,得到优质的zl104铝合金。讨论zl104铝合金铸造规程中的原材料准备以及具体要求,精确控制比重,精心准备优质原材料,以通过铸造得到质量保证的铝合金,从而在各个需要的行业中得到充分、放心的运用。
格式:pdf
大小:37KB
页数:2P
人气:58
4.6
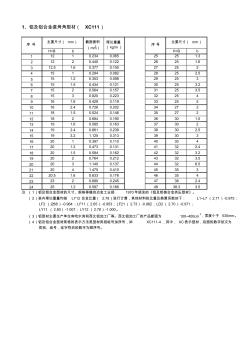
h=bbh=bb 11210.2340.06525251.3 21220.4400.12226251.6 312.51.60.3770.10527252 41510.2940.08228252.5 5151.20.3530.09829253 6151.50.4340.12130253.2 71520.5640.15731253.5 81530.8200.22332254 9161.60.4290.11933255 10162.40.7260.20234272 11181.50.5240.14635272 121820.6840.19036301.5 13191.60.5850.16337302 1419
最新文档 ZL111铝合金熔炼工艺及熔模铸造
格式:pdf
大小:149KB
页数:3P
人气:58
4.8
ZL 104铝合金的工艺规程与铸造质量控制 介绍生产优质zl104铝合金对原材料的要求与采用的工艺,重点论述了其工艺规程的操作要点与铸造质量控制措施。
格式:pdf
大小:228KB
页数:3P
人气:58
4.7
ZL104铝合金的工艺规程与铸造质量控制 本文讲述了zl104铝合金的工艺规程,并讲述了zl104铝合金的质量控制,按此规程操作可获优质的zl104铝合金.
格式:pdf
大小:50KB
页数:6P
人气:58
4.5

铝及铝合金热轧工艺 热轧坯料主要采用的是半连续、连续两种生产方式生产铝锭,现代化的热连轧大部分 都是采用半连续铸造的生产方式生产铸锭,可生产出来的铸锭重量重,铸锭的尺寸、表面、 化学成分和内部质量较高 一铸锭的制备和质量要求。 (1)铸锭的选择应考虑到客户的质量需求和自身设备能力和工艺水平。(举例子) (2)铸锭的厚度选择的依据:成品厚度和变形率 (3)铸锭宽度选择的依据:成品的宽度和合金的切边量 (4)铸锭长度的选择依据:热轧卷的卷径 二铸锭的断面形状: (1)圆弧形 (2)梯形 (3)v字形 (4)长方形 三铸锭切头尾的目的 四热轧前铸锭头尾的处理方式 (1)表面要求不高的产品可以对铸锭浇铸口和底部不做任何处理 (2)对表面要求高的产品必须将头尾铸造缺陷部分全部切除 (3)铸锭切头切尾长度的确定 合金用途膨胀端(≥mm)浇口端(≥mm) 1

格式:pdf
大小:42KB
页数:4P
人气:58
4.7
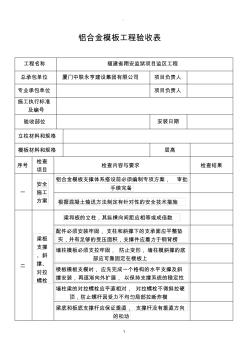
。 。 1 铝合金模板工程验收表 工程名称福建省翔安监狱项目监区工程 总承包单位厦门中联永亨建设集团有限公司项目负责人 专业承包单位项目负责人 施工执行标准 及编号 验收部位安装日期 立柱材料和规格 模板材料和规格层高 序号 检查 项目 检查内容与要求检查结果 一 安全 施工 方案 铝合金模板支撑体系搭设前必须编制专项方案,审批 手续完备 根据混凝土输送方法制定有针对性的安全技术措施 二 梁板 支撑 、斜 撑、 对拉 螺栓 梁和板的立柱,其纵横向间距应相等或成倍数 配件必须安装牢固,支柱和斜撑下的支承面应平整垫 实,并有足够的受压面积,支撑件应着力于钢背楞 墙柱模板必须支拉牢固,防止变形,墙柱模斜撑的底 部应可靠固定在楼板上 楼板模板支模时,应先完成一个格构的水平支撑及斜 撑安装,再逐渐向外扩展,以保持支撑系统的稳定性 墙柱梁的对拉螺栓应平直相对,对拉螺栓不得斜拉硬
格式:pdf
大小:110KB
页数:未知
人气:58
4.7
铝合金熔炼工艺与质量控制 本文主要介绍压铸铝合金熔炼过程中新旧料配比、原料中各化学元素烧损率、精炼剂使用比例和操作过程、中转过程中除气参数设定。在熔炼过程中通过光谱仪来有效测定熔液化学成分是否满足材料标准和精炼过程是否有效,并且对铝合金熔液含氢量测定确定除气参数是否设定合理有效,以确保铝合金熔液质量满足现在要求越来越高的铸件孔隙率要求。
格式:pdf
大小:168KB
页数:3P
人气:58
4.6
铝合金熔炼炉热平衡计算与分析 通过对某铝业公司铝合金熔炼炉进行热平衡测试和分析计算,指出铝合金熔炼炉烟气带走的热量达56.41%,炉体散热损失达10.27%。
格式:pdf
大小:126KB
页数:2P
人气:58
4.6
铝合金熔炼炉热平衡计算与分析 对某铝业公司铝合金熔炼炉进行了热平衡测试与分析。结果表明,铝合金熔炼炉烟气带走的热量达56.41%、炉体散热损失达10.27%。提出可通过降低烟气带走的热量、优化配风比例及优化炉体外侧温度均匀性等措施来提高熔炼炉的热效率。
格式:pdf
大小:541KB
页数:未知
人气:58
4.5
铝合金U形支架熔模铸造 针对u形支架熔模铸造难点,采取了一系列措施。在底注加顶注、反向底注加顶注、反向侧注加顶注、卧式顶注4种浇注系统中,卧式顶注最优,其铸件成品率达80%,是其他3种浇注系统铸件成品率的2倍或2倍以上。
格式:pdf
大小:401KB
页数:未知
人气:58
4.7
耦合位错密度的6111铝合金热变形本构模型 利用gleeble-1500热模拟试验机对6111铝合金进行高温拉伸试验,研究了其在变形温度为350、450和550℃以及应变速率为0.1、1和10s1时的热变形行为.6111铝合金的流变应力随温度升高而减小,随应变速率增大而增大,其热变形从应变硬化阶段过渡到稳态变形阶段.建立了综合考虑应变、温度和应变速率对流变应力的影响以及耦合位错密度的统一黏塑性本构模型,并通过遗传优化算法求解出本构模型中的材料常数.模型计算得到的真应力-真应变曲线与试验数据吻合较好.
文辑创建者
我要分享 >
职位:数据中心暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐