安钢2800mm中厚板机组提高成材率的实践
2024-07-05
以安钢2800 mm中板生产线为例,分析了成材率的影响因素,提出了相应的改进措施,通过在坯料优化、降低烧损、提高厚度控制精度、降低切损等方面进行改进后,成材率得到显著提高。

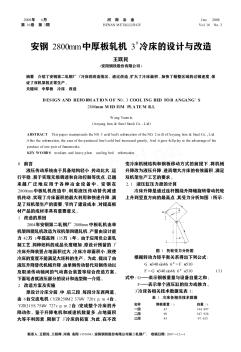
介绍了安钢第二轧钢厂3#冷床的改造情况。通过改造,扩大了冷床面积,加快了精整区域的过钢速度,保证了双机架的正常生产。
 极限规格钢板在2800mm中厚板轧机的生产实践
极限规格钢板在2800mm中厚板轧机的生产实践 重点从加热制度、轧制规程、轧辊辊型设计以及冷却控制、钢板矩形化控制、矫直过程控制和轧机推床对中等方面进行分析和试验,在2800mm中厚板轧机上成功试制了6mm×2600mm规格钢板,提高了柳钢中板厂的品种开发能力。
编辑推荐下载
格式:pdf
大小:128KB
页数:3P
人气:71
 4.4
4.4
提高不锈钢中厚板成材率的有效措施 2009年,临钢不锈钢中厚板成材率为85.83%。通过对生产过程中各工序存在的问题采取针对性的措施,至2010年,成材率达到86.63%。目前,临钢不锈钢中厚板成材率居于国内同行业领先水平,取得了良好的经济效益。
热门文档 安钢2800mm中厚板机组提高成材率的实践
格式:pdf
大小:37KB
页数:2P
人气:71
4.4
介绍了安钢中板厂2800mm四辊轧机生产线二期工艺技术改造项目、方案设计及通过改造后,产量与品种的规模效益和今后的发展建议。
格式:pdf
大小:272KB
页数:3P
人气:71
4.7
本文介绍了该厂2800mm四辊轧机生产线二期工艺技术改造项目、方案设计及改造后产量与品种的规模效益及今后的发展建议
格式:pdf
大小:144KB
页数:未知
人气:71
4.8
八钢中厚板机组轧制3100mm宽幅桥梁钢生产实践 八钢中厚板机组生产宽度极限为3000mm。为满足市场的需求和提升产品市场竞争力,中厚板厂结合生产和设备情况轧制了3100mm宽幅的桥梁钢。文章介绍了极限宽板生产控制的难点和重点以及极限宽度拓展的生产实践。
格式:pdf
大小:105KB
页数:2P
人气:71
4.7
优化翼板钢工艺 提高翼板钢成材率 由于采用小规格坯料轧制大规格翼板钢,存在轧件切头长度大、成材率低等问题,通过优化改造孔型系统,减小头部宽展差,减少切头尾长度,控制轧制过程中的不稳定因素并减少中间轧废,产品宽度控制稳定,宽度差在±1mm之内,提高了翼板钢的成材率,大规格翼板钢的成材率达到了92%以上。
格式:pdf
大小:251KB
页数:24P
人气:71
4.6
湖南工业大学 课程设计 资料袋 冶金工程学院(系、部)2012~2013学年第1学期 课程名称金属材料专业课程设计2指导教师王生朝职称副教授 学生姓名xxxx专业班级金属材料工程学号xxxxxxxxxx 题目28×2800×9000(mm)中厚板生产规程设计 成绩起止日期2013年1月7日~2013年1月18日 目录清单 序号材料名称资料数量备注 1课程设计任务书1 2课程设计说明书1 3课程设计图纸00张 4 5 6 金属材料专业课程设计2 设计说明书 28×2800×9000中厚板生产规程设计 起止日期:2013年1月7日至2013年1月18日 学生姓名xxxxx 班级金属材料094 学号xxxxxx
精华文档 安钢2800mm中厚板机组提高成材率的实践
格式:pdf
大小:268KB
页数:2P
人气:71
4.4
如何提高中厚钢板的成材率 酒钢中板1998年8月投产。通过对轧钢生产过程中各环节的有效控制,使中板成材率显著提高,中板轧钢居于全国同行业领先水平,取得了良好的经济效益。
格式:pdf
大小:460KB
页数:3P
人气:71
4.8
安钢中板机组热送热装攻关实践 针对安钢中板机组热送热装比例偏低的问题,通过改变管理方式,将热送温度标准量化为时间标准,借助信息化手段,细化管理热送每个时间节点,开展二切切割达产攻关,使中板机组综合热送率由2009年11月的11%,提高到2010年3~9月的80%以上。
格式:pdf
大小:77KB
页数:未知
人气:71
4.6
提高板材成材率的方法 成材率是轧钢生产中的一项重要指标,直接影响着企业的效益和市场。分析认为:钢板剪切损失占整个成材损失的80%以上,因此,降低钢板的剪切损失是提高成材率的关键,主要有以下几个方面:
格式:pdf
大小:187KB
页数:8P
人气:71
4.5
安阳钢厂中板改造工程2800mm轧机安装总结 安阳钢厂中板改造工程2800mm轧机安装总结
最新文档 安钢2800mm中厚板机组提高成材率的实践
格式:pdf
大小:1.1MB
页数:4P
人气:71
4.6

提高114cpe机组热轧无缝钢管成材率的工艺实践 作者:卓钊,杭乃勤,程向龙,段家田,康志勇,zhuozhao,hangnaiqing,cheng xianglong,duanjiatian,kangzhiyong 作者单位:卓钊,杭乃勤,程向龙,zhuozhao,hangnaiqing,chengxianglong(武汉科技大学材料与冶金 学院,武汉,430081),段家田,康志勇,duanjiatian,kangzhiyong(武钢汉阳轧钢厂,武汉 ,430035) 刊名:特殊钢 英文刊名:specialsteel 年,卷(期):2009,30(6) 参考文献(4条) 1.johanneskoch;刘宇楠钢管轧机现代化方法和最新技术的发展2004(03) 2.王景文常钢cpe顶管机组实践浅析1996(05
格式:pdf
大小:130KB
页数:3P
人气:71
4.5
安钢2号2800m~3高炉大修改造中采用了多项成熟的新技术。研究开发几项检修新工艺,解决了一些高炉大修中遇到的难题,探索高炉设备检修新思路。
格式:pdf
大小:340KB
页数:2P
人气:71
4.5
一起直径2800mm碳化塔钢板夹层原因的探讨 一、前言2005年8月下旬~9月上旬,我们对闽北某合成氨厂进行部分压力容器全面检验时,其中对一台直径2800×18/20×15600mm碳化塔采用gb11344—1989《接触式超声波脉冲回波法测厚》标准和测厚仪使用要求进行布点测厚并根据新标准tb/t4730.1~4763.6—2005《承压设备无损检测》的标准规定进行超声波探伤,检验发现该碳化塔部分水箱10#槽钢支架两端与塔壁直接焊接部位的筒体,出现有不同程度的呈阶梯型钢板分层,并多为夹层端部产生的倾斜状裂纹,又称为倾斜缺陷,这种缺陷在下简体第一、二筒节内的水箱槽钢支架两端与塔壁直接焊接周围并与简体、主焊缝热影响区更为明显。
格式:pdf
大小:39KB
页数:未知
人气:71
4.4
安钢300棒材机组颚板的改进 介绍了安钢300棒材机组颚板使用情况.根据颚板断裂的结构状况,颚板运行中存在的问题,提出了改进措施。改进后颚板不仅重量减轻了,而且可以通用,故障率也大大降低。
格式:pdf
大小:115KB
页数:3P
人气:71
4.8
角钢滚动导卫在安钢Ф400mm型材机组上的应用 型钢生产因轧件断面复杂,多使用滑动导卫装置,滚动导卫使用有较大难度。为提高产品表面质量,安钢ф400mm型材机组在∠80mm~∠100mm角钢成品入口成功应用滚动导卫装置,成品质量稳定性大为提高,解决了大规格角钢易产生刮痕缺陷的难题,万吨钢检验废由原来的50t降到20t,起到了较好的质量改进效果。
格式:pdf
大小:52KB
页数:未知
人气:71
4.5
型钢厂中型美标H型钢成材率大幅度提高 日前型钢厂中型轧钢车间美标h型钢综合成材率达到了95%,与去年同期相比增长5个百分点,年创效益达300多万元。
格式:pdf
大小:482KB
页数:28P
人气:71
4.6
首钢高速线材厂提高成材率 ]首钢高速线材厂2008年前两个月成材率指标取得重大突破,线材产品的综合成材率达到 97.61%,棒材产品的成材率达到95.99%。 综合媒体3月26日报道,随着首钢北京地区搬迁压产力度的进一步加大,钢坯供应紧张的状 况成为首钢高速线材厂完成2008年任务最大的障碍和最突出的矛盾。为全面落实“好字优 先、稳中求进”的工作要求,高速线材厂把提高成材率作为2008年降本增效的核心任务,通 过狠抓各项措施的落实,2008年前两个月,该厂成材率指标取得重大突破,线材产品的综 合成材率达到97.61%,比2007年提高0.05%;棒材产品的成材率达到95.99%,比2007年 提高了0.76%,双双达到历史最好水平。 二区域加热炉属运行末期,烧损较高。针对这一现状,该厂把加热炉的合理维护,控制加热 温度作为一项主要措施。同时,加大
格式:pdf
大小:231KB
页数:2P
人气:71
4.4

翻板机是中厚板厂精整工段不可缺少的辅助设备之一.济钢中厚板厂3500线翻板机原设计长30m,翻板最大重量为25t,由两台yzr355l1-10,90kw电机驱动两台减速机,翻板机大轴由六段轴用联轴器联结而成.其功能是将钢板翻转180°,便于检查钢板的下表面质量.本文通过对翻板机在使用过程中出现的掉板现象进行综合分析分析,指出了产生问题的原因并确定了改造方案,彻底解决了这一难题.
文辑创建者
我要分享 >
职位:投标资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐