安钢2800mm中厚板轧机冷床的设计与改造
2024-06-02

 极限规格钢板在2800mm中厚板轧机的生产实践
极限规格钢板在2800mm中厚板轧机的生产实践 重点从加热制度、轧制规程、轧辊辊型设计以及冷却控制、钢板矩形化控制、矫直过程控制和轧机推床对中等方面进行分析和试验,在2800mm中厚板轧机上成功试制了6mm×2600mm规格钢板,提高了柳钢中板厂的品种开发能力。
安钢2800mm中厚板机组提高成材率的实践 以安钢2800mm中板生产线为例,分析了成材率的影响因素,提出了相应的改进措施,通过在坯料优化、降低烧损、提高厚度控制精度、降低切损等方面进行改进后,成材率得到显著提高。
编辑推荐下载
格式:pdf
大小:37KB
页数:2P
人气:58
 4.4
4.4
介绍了安钢中板厂2800mm四辊轧机生产线二期工艺技术改造项目、方案设计及通过改造后,产量与品种的规模效益和今后的发展建议。
格式:pdf
大小:272KB
页数:3P
人气:58
4.7
本文介绍了该厂2800mm四辊轧机生产线二期工艺技术改造项目、方案设计及改造后产量与品种的规模效益及今后的发展建议
热门文档 安钢2800mm中厚板轧机冷床的设计与改造
格式:pdf
大小:306KB
页数:4P
人气:58
4.6
天钢3500mm中厚板轧机的轧件跟踪系统 天钢新建3500mm中厚板轧机生产线利用数学模型计算轧制规程来实现全自动轧钢控制。在过程控制系统中,过程跟踪系统完成轧件的跟踪和与二级的通讯功能,实现了全自动轧钢。实践证明,跟踪系统运行稳定,轧件跟踪准确,确保了生产的顺利进行。
格式:pdf
大小:847KB
页数:4P
人气:58
4.3
中厚板轧机速度制度的优化设计 立足于国内大部分中厚板轧机的速度依赖于人工经验设定的现状,依据轧制过程中纯轧时间与间歇时间之间此消彼长的关系,建立了以保证终轧温度为主、以生产效率为次的双重目标最优化数学模型,并对咬入速度、稳定轧制速度和抛钢速度的临界值进行分析,将其作为目标函数的约束条件。现场在线应用结果表明:给出的速度设定模型具有很高的安全性,在将终轧温度控制在允许范围内的条件下,每块钢的平均轧制总时间较之前缩短了5.72s,具有良好的应用前景。
格式:pdf
大小:187KB
页数:8P
人气:58
4.5
安阳钢厂中板改造工程2800mm轧机安装总结 安阳钢厂中板改造工程2800mm轧机安装总结
格式:pdf
大小:157KB
页数:未知
人气:58
4.7
中厚板轧机轧辊磨损研究 随着我国经济的不断进步,机械制造行业也在不断的发展,特别是近年来由于制造水平的不断进步,中厚板轧机也得到了长足的进步,已经广泛应用在我国的各行各业当中.虽然现阶段的需求急剧增多,但是我们也要保证产品的质量,并提高产品的生产效率,只有这样才能够真正地促进企业的发展.下面笔者通过结合个人多年来相关行业的实际工作经验,并结合我国现阶段的中厚板轧机扎辊磨损的实际情况,先对轧辊磨损发生的原因进行细致的分析,继而再通过建立轧辊磨损模型的方式对这一过程进行详细的分析,希望能够对大家日后的工作起到一定程度的帮助作用,并为我国机械制造行业的不断向前发展贡献应有的一份力量.
精华文档 安钢2800mm中厚板轧机冷床的设计与改造
格式:pdf
大小:306KB
页数:4P
人气:58
4.5
收稿日期:2003211220 基金项目:“十五”国家重大装备研制项目(no.zz0113a040201)? 作者简介:矫志杰(1976-),男,山东龙口人,东北大学博士研究生;王国栋(1942-),男,辽宁大连人,东北大学教授,博士生导师? 第25卷第5期 2004年5月 东北大学学报(自然科学版) journalofnortheasternuniversity(naturalscience) vol125,no.5 may2004 文章编号:100523026(2004)0520412204 首钢中厚板轧机过程控制系统 矫志杰1,何纯玉1,陈 波2,王国栋1 (1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110004
格式:pdf
大小:297KB
页数:3P
人气:58
4.8

本文介绍了济钢中厚板厂3200mm四辊粗轧机主传动系统的改造过程,并介绍了交错式万向接轴的应用,这对于提高中厚板轧机主传动轴万向节的承载能力具有重要意义。
格式:pdf
大小:189KB
页数:3P
人气:58
4.4
酒钢中厚板轧机工厂控制网络分析 设计良好的工厂控制网络为稳定生产提供了可靠保障。本文结合实际,通过对网络通讯设备的功能和数据交换技术的分析,阐述了工厂控制网络的技术要求,从理论上解释了配置工厂控制网络的方法,以期为同类系统的设计提供可借鉴的实例。
格式:pdf
大小:102KB
页数:4P
人气:58
4.5
普通中厚板轧机板形控制技术探讨 介绍普通中厚板生产中板形缺陷及其成因分析,影响板形的主要因素.对在普通中厚板生产中最常用的板形控制手段展开阐述,为提高普通中厚板轧机的板形控制能力及产品成材率,提出了一些经济实用的改造策略.
格式:pdf
大小:164KB
页数:未知
人气:58
4.4
中厚板轧机万向轴接管断裂分析 借助有限元分析软件对中厚板轧机万向轴接管断裂原因做出分析,针对设计中的不足之处进行改进,以降低事故发生率。
最新文档 安钢2800mm中厚板轧机冷床的设计与改造
格式:pdf
大小:140KB
页数:2P
人气:58
4.5
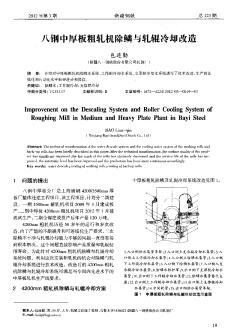
介绍对中厚板粗轧机除鳞水系统、工作辊冷却水系统、支承辊冷却水系统进行了技术改造,生产的连续化和自动化水平取得进步和提高。
格式:pdf
大小:251KB
页数:24P
人气:58
4.6
湖南工业大学 课程设计 资料袋 冶金工程学院(系、部)2012~2013学年第1学期 课程名称金属材料专业课程设计2指导教师王生朝职称副教授 学生姓名xxxx专业班级金属材料工程学号xxxxxxxxxx 题目28×2800×9000(mm)中厚板生产规程设计 成绩起止日期2013年1月7日~2013年1月18日 目录清单 序号材料名称资料数量备注 1课程设计任务书1 2课程设计说明书1 3课程设计图纸00张 4 5 6 金属材料专业课程设计2 设计说明书 28×2800×9000中厚板生产规程设计 起止日期:2013年1月7日至2013年1月18日 学生姓名xxxxx 班级金属材料094 学号xxxxxx
格式:pdf
大小:125KB
页数:2P
人气:58
4.6

针对八钢4200mm/3500mm中厚板粗轧机主压下同步差速器运行存在的问题进行了分析。采用板材轧机压下装置同步技术对厚板轧机主压下同步差速器进行改造,实现同步差速离合联轴器高效、平稳、安全运行。
格式:pdf
大小:294KB
页数:6P
人气:58
4.6
天钢3500mm中厚板工程轧机牌坊吊装技术 大型设备与构件整体提升技术是建设部要求推广应用的10项新技术之一,介绍了该技术在天津钢铁有限公司3500mm中厚板工程中的四辊可逆轧机牌坊吊装中的应用,采用该方法成功地安装了12片轧机牌坊,满足了业主对工期的要求。同时对施工方法进行了技术总结。
格式:pdf
大小:456KB
页数:未知
人气:58
4.6
八钢中厚板3500mm精轧机导卫结构优化 文章介绍了八钢中厚板3500mm精轧导卫结构的改造:1)将控制阀改为先导式插装减压阀,同时在有杆腔增设蓄能器和三通插装式单向阀以实现保压;(2)将导卫直接悬挂到平衡梁上,以实现跟随转换成随动,同时将导卫用拉杆连接于平衡梁,改造后运行良好。
格式:pdf
大小:157KB
页数:3P
人气:58
4.7
中厚板轧机轧制力自适应模型设计浅析 采用厚度族划分及指数平滑处理的方法,对根据实际生产数据回归出的轧件变形抗力参数进行处理,从而实现了轧制力短期自适应。并以轧制力短期自适应为基础,建立了轧制力长期自适应模型。将上述模型实际应用于南钢3500mm精轧机过程控制系统中,获得了良好的效果。
格式:pdf
大小:292KB
页数:3P
人气:58
4.5

简要介绍对中厚板精轧机导卫装置与水冷系统、阶梯垫调整装置与测压仪装置、工作辊弯辊装置、液压agc装置、顶帽传感器进行了技术改造。使产品尺寸精度控制技术、板形控制技术、表面质量控制技术、力学性能控制技术、自动化控制技术、生产的连续化取得进步和提高。
格式:pdf
大小:87KB
页数:未知
人气:58
4.7
重钢中厚板厂4100mm轧机HAGC系统 概述了hagc系统的现状,重钢中厚板厂4100mm轧机hagc系统的组成与功能、工作机制与数据流,阐述了重钢中厚板厂应用hagc系统实现厚度自动控制的过程。重点介绍了重钢中厚板厂4100mm轧机pcs系统具备的物料跟踪、数据通讯、数据库管理及工艺设定四大功能,以及重钢中厚板厂轧机过程计算机控制逻辑。
格式:pdf
大小:243KB
页数:1P
人气:58
4.7

西门子工业系统和服务集团目前与武汉钢铁(集团)有限责任公司签订合同。西门子将为武钢新建中厚板轧机提供全套机械和电气设备,合同额约为5100万欧元,计划于2008年8月生产出第一块板材。
格式:pdf
大小:321KB
页数:1P
人气:58
4.3
西门子为中国武汉钢铁公司提供中厚板轧机 西门子工业系统和服务集团(i&s)下属的奥地利林茨西门子奥钢联金属技术有限公司从武汉钢铁(集团)有限责任公司获得合同,为一套新建中厚板轧机提供全套机械和电气设备。该套设备能够轧制宽度达到4250毫米的金属板,将建在湖北省鄂州。合同额约为5100万欧元,计划于2008年8月生产出第一块板材。
文辑创建者
我要分享 >
职位:二级结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐