奥氏体不锈钢316L与T91小径管钢焊接工艺
2025-02-18
内蒙古国华准格尔发电有限公司300 MW机组主蒸汽、高旁取样门(材质为T91)泄漏,通过对T91、316L(一次门材质为316 L)2种材料的特性进行分析,采用手工坞级全氩弧焊,焊接材料选用ERNiCrFe-3,对T91小管与316L阀门焊口进行了施焊。经18个月的运行,12个焊口未出现爆漏现象。


316l不锈钢的焊接工艺 1.奥氏体不锈钢的性能和焊接性分析 316l奥氏体不锈钢热导率低、线膨胀系数大,无磁性;抗拉 强度≥550n/mm2,屈服强度≥480n/mm2 1.焊接裂纹 (1)316l奥氏体不锈钢的导热系数大约只有低碳钢的一半, 而线膨胀系数却大得多,所以焊后在接头中会产生较大的焊 接内应力。 (2)316l奥氏体不锈钢的液、固相线的区间较大,结晶时间 较长,且奥氏体结晶的枝晶方向性强,所以杂质偏析现象比 较严重。 综上所述,316l奥氏体不锈钢焊接时比较容易产生焊接热 裂纹,包括焊缝的纵向和横向裂纹、火口裂纹、打底焊的根 部裂纹和多层焊的层间裂纹等。 2.316l奥氏体不锈钢焊接工艺 2.1焊接方法 316l不锈钢的焊接,根据不锈钢的特点,尽可能减少热输入量, 故采用手工电弧焊,氩弧焊两种方法。 2.2焊材选择 316l奥氏体不锈钢

以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm的管 道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材:焊丝采用φpp-tig316l,焊条采用:φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约 大50%,密度大于碳钢,因此焊接
编辑推荐下载
格式:pdf
大小:147KB
页数:5P
人气:82
 4.4
4.4
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,
格式:pdf
大小:159KB
页数:3P
人气:82
4.3
 尿素级不锈钢316L mod焊接工艺研究
尿素级不锈钢316L mod焊接工艺研究 大化肥项目中使用的尿素级不锈钢316lmod,焊缝质量要求高,对管道运行安全影响重大。本试验从焊材、焊接工艺、焊缝性能等方面进行了研究,对焊缝铁素体含量、耐晶间腐蚀性能、焊缝选择性腐蚀等进行了检测,验证了工艺可靠性,对保证焊缝质量及指导现场焊接作业具有很好的指导意义。
热门文档 奥氏体不锈钢316L与T91小径管钢焊接工艺
格式:pdf
大小:47KB
页数:3P
人气:82
4.6
T91小径管异质钢的焊接工艺研究 研究了t91与10crmo910钢的异质焊接工艺,确定出预热和层间温度,选择了焊接材料,制订出相应的工艺参数和焊接、热处理工艺。通过焊接工艺试验评定表明:此焊接工艺选择适当,焊接接头的力学性能、显微组织满足要求,可以保证工程焊口质量。
格式:pdf
大小:357KB
页数:17P
人气:82
4.6
word资料可编辑 专业整理分享 316l不锈钢手工焊 焊接工艺评定试验报告 编制: 审核: 批准: 上海中远船务工程有限公司 2006年3月 word资料可编辑 专业整理分享 316l不锈钢手工焊 焊接工艺评定评定报告 1.简介: 本焊接工艺评定用手工电弧焊焊接方法进行不锈钢双面 焊和单面永久性衬垫焊。 钢板材料:牌号:316l厚度:12mm 焊接位置:平焊、横焊、立焊、仰焊 2.焊接设备及测试设备: 2.1.手工电弧焊焊机 牌号:zxe-3x400 生产厂家:上海向春电焊机厂 2.2.屏幕显示液压万能试验机 牌号:wes-300c 生产厂家:济南试验机厂 牌号:we-100 生产厂家:上海试验机厂 2.3.冲击试验机 型号:jb-30b 制造厂:吴忠试验机厂 word资料可编辑 专业整理分享
精华文档 奥氏体不锈钢316L与T91小径管钢焊接工艺
格式:pdf
大小:333KB
页数:17P
人气:82
4.7
316l不锈钢手工焊 焊接工艺评定试验报告 编制: 审核: 批准: 上海中远船务工程有限公司 2006年3月 316l不锈钢手工焊 焊接工艺评定评定报告 1.简介: 本焊接工艺评定用手工电弧焊焊接方法进行不锈钢双面 焊和单面永久性衬垫焊。 钢板材料:牌号:316l厚度:12mm 焊接位置:平焊、横焊、立焊、仰焊 2.焊接设备及测试设备: 2.1.手工电弧焊焊机 牌号:zxe-3x400 生产厂家:上海向春电焊机厂 2.2.屏幕显示液压万能试验机 牌号:wes-300c 生产厂家:济南试验机厂 牌号:we-100 生产厂家:上海试验机厂 2.3.冲击试验机 型号:jb-30b 制造厂:吴忠试验机厂 2.5.硬度机 牌号:hv-120v 生产厂家:山东 2.4.x射线无损探伤机 牌号:300kv 生产厂家:日本
格式:pdf
大小:87KB
页数:3P
人气:82
4.4
316L超低碳不锈钢埋弧焊焊接工艺探讨 316l超低碳不锈钢的物理特性与碳钢的差异较大,采用埋弧焊焊接不锈钢时,在同样的热输入下,不锈钢母材的熔化速度和对焊丝伸出端的预热作用比碳钢大得多。在大量焊接试验的基础上,分析了不锈钢埋弧焊的特点,提出了不锈钢埋弧焊合理的焊接工艺,使不锈钢母材及焊丝的熔化速度和焊缝金属凝固速度平衡,从而避免了焊缝中心区热裂纹和热影响区耐蚀性降低,保证了焊接施工质量。
格式:pdf
大小:7KB
页数:3P
人气:82
4.5

316l不锈钢管的焊接工艺 焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热 输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊打底,手工电弧焊盖面。d ≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的ws7一400逆变式弧焊机。 document.write("");xno=xno+1; (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选 择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择hoocr19ni12m o2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnps
格式:pdf
大小:303KB
页数:3P
人气:82
4.6
316L不锈钢管的现场焊接工艺 分析了316l不锈钢管焊接性,制定了焊接工艺和操作方法,实践证明,采用该工艺指导实际生产具有良好的效果。
最新文档 奥氏体不锈钢316L与T91小径管钢焊接工艺
格式:pdf
大小:246KB
页数:6P
人气:82
4.7
1 大连凯飞化学股份有限公司-年产7500吨醋 酸异丁酯(ibac)改建项目不锈钢管道 焊接工艺 316l(022cr17ni12mo2) 编制王甲安 审批战音军 施工单位:大连吉泰建筑安装工程有限公司 2014年08月10日 2 316l不锈钢管道焊接工艺 1技术特征 材质规格:316l(相当于022cr17ni12mo2) 工作介质:醋酸、异丁酯、酸性废水 设计压力:醋酸(、mpa)、异丁酯()、酸性废水() 工作压力:醋酸(、)、异丁酯()、酸性废水() 试验压力:设计压力的倍 本工艺根据《承压设备焊接工艺评定》nb/t17014-2011、现行 《压力容器焊接规程》nb/t47015-2011、《流体输送用不锈钢焊接钢 管》gb/t12771-2008、国标gb50236-2011《现场设备、工业管道焊 接工程施工及验收规
格式:pdf
大小:170KB
页数:4P
人气:82
4.7

316不锈钢管道焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点, 尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊 打底,手工电弧焊盖面。d≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的 ws7一400逆变式弧焊机。 (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等 成分”原则选择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁 素体,选择hoocr19ni12mo2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成 分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnpsnicrmo 0.0120.131.700.0190.00713.231
格式:pdf
大小:7KB
页数:3P
人气:82
4.7

316l不锈钢管的焊接工艺 焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热 输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用氩弧焊打底,手工电弧焊盖面。d ≦φ159mm的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的ws7一400逆变式弧焊机。 document.write("");xno=xno+1; (2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选 择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择hoocr19ni12m o2氩弧焊用焊丝,手弧焊用焊条chso22作为填充材料,其成分见表1和表2。 表1焊丝hoocr19ni12mo2化学成分(%) csimnps
格式:pdf
大小:1.8MB
页数:62P
人气:82
4.7

不锈钢316和316l不锈钢的区别 316和316l不锈钢(316l不锈钢的性能见后)是含钼不锈钢种。316l不锈钢中的钼含量略高于316不锈钢.由于钢中钼,该钢种总的性能优于310和304 不锈钢,高温条件下,当硫酸的浓度低于15%和高于85%时,316不锈钢具有广泛的用途。316不锈钢还具有良好的而氯化物侵蚀的性能,所以通常用于海洋环 境。 316l不锈钢的最大碳含量0.03,可用于焊接后不能进行退火和需要最大耐腐蚀性的用途中 耐腐蚀性: 耐腐蚀性能优于304不锈钢,在浆和造纸的生产过程中具有良好的耐腐蚀的性能。而且316不锈钢还耐海洋和侵蚀性工业大气的侵蚀。 耐热性: 在1600度以下的间断使用和在1700度以下的连续使用中,316不锈钢具有好的耐氧化性能。在800-1575度的范围内,最好不要连续作用316不锈钢
格式:pdf
大小:146KB
页数:4P
人气:82
4.8
学习资料 仅供学习与参考 以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1
格式:pdf
大小:91KB
页数:3P
人气:82
4.8
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。
格式:pdf
大小:2.4MB
页数:15P
人气:82
4.4
316l奥氏体不锈钢的表征 材料学院20113852尚景林 一、316l奥氏体不锈钢 316l奥氏体不锈钢:又称钛钢、316l精钢、钛材钢。材料牌号: 00cr17ni14mo2。添加mo(2~3%),优秀的耐点蚀性,耐高温、抗蠕变性能 优秀。316l因其优异的耐腐蚀性在化工行业有着广泛的应用,316l也是属 于18-8型奥氏体不锈钢的衍生钢种,添加有2~3%的mo元素。在316l 的基础上,也衍生出很多钢种,比如添加少量ti后衍生出316ti,添加少 量n后衍生出316n,增加ni、mo含量衍生出317l。市场上现有的316l 大部分是按照美标来生产的。出于成本考虑,钢厂一般把产品的ni含量尽 量往下限靠。美标规定,316l的ni含量为10~14%,日标则规定,316l 的ni含量为12~15%。按最低标准,
格式:pdf
大小:2.4MB
页数:15P
人气:82
4.6
316l奥氏体不锈钢的表征 材料学院20113852尚景林 一、316l奥氏体不锈钢 316l奥氏体不锈钢:又称钛钢、316l精钢、钛材钢。材料牌号: 00cr17ni14mo2。添加mo(2~3%),优秀的耐点蚀性,耐高温、抗蠕变性能 优秀。316l因其优异的耐腐蚀性在化工行业有着广泛的应用,316l也是属 于18-8型奥氏体不锈钢的衍生钢种,添加有2~3%的mo元素。在316l 的基础上,也衍生出很多钢种,比如添加少量ti后衍生出316ti,添加少 量n后衍生出316n,增加ni、mo含量衍生出317l。市场上现有的316l 大部分是按照美标来生产的。出于成本考虑,钢厂一般把产品的ni含量尽 量往下限靠。美标规定,316l的ni含量为10~14%,日标则规定,316l 的ni含量为12~15%。按最低标准,
格式:pdf
大小:15KB
页数:3P
人气:82
4.6
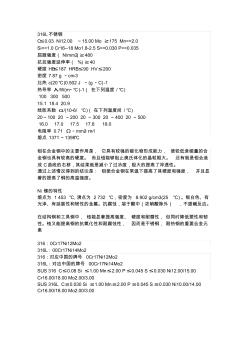
316l不锈钢 c≤0.03ni12.00~15.00mo≥175mn<=2.0 si<=1.0cr16--18mo1.8-2.5s<=0.030p<=0.035 屈服强度(n/mm2)≥480 抗拉强度延伸率(%)≥40 硬度hb≤187hrb≤90hv≤200 密度7.87g·cm-3 比热c(20℃)0.502j·(g·c)-1 热导率λ/w(m·℃)-1(在下列温度/℃) 100300500 15.118.420.9 线胀系数α/(10-6/℃)(在下列温度间/℃) 20~10020~20020~30020~40020~500 16.017.017.517.818.0 电阻率0.71ω·m
格式:pdf
大小:166KB
页数:3P
人气:82
4.6
奥氏体不锈钢窄间隙管排焊接工艺 介绍了奥氏体不锈钢窄间隙管排焊接方法、工艺控制及焊接过程中的注意事项,通过对奥氏体不锈钢的焊接性、物理性能和力学性能的分析,改善了传统管排焊接工艺,严格地控制了管排变形,保证了焊接质量。
文辑创建者
我要分享 >
职位:路桥造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐