本钢冷轧厂CDCM生产线13MPa液压系统改造的实践
2024-05-19
本文重点阐述了我国第一条CDCM生产线在调试过程中遇到的难题──13MPa液压系统长时间冲洗,油的清洁度仍不能满足质量要求。本文从设计、施工、油品选择等诸方面入手,找出问题的根源,提出行之有效的解决办法,为CDCM线尽快进入调试阶段创造了有利的条件。

 本钢冷轧厂2~#镀锌机组清洗段消泡系统改造
本钢冷轧厂2~#镀锌机组清洗段消泡系统改造 介绍了本钢冷轧厂2#镀锌机组清洗段及消泡系统构成、作用及原理。针对原消泡系统存在的问题,采用气、水雾消泡技术,对消泡系统进行了改造。机组投入运行后,取得了良好效果。
本钢冷轧不锈钢薄板生产线简介 介绍了本溪钢铁(集团)有限责任公司新建冷轧不锈钢薄板生产线的产能、产品规格、工艺流程等基本情况。
编辑推荐下载
格式:pdf
大小:108KB
页数:1P
人气:86
 4.6
4.6
针对本钢冷轧厂热镀锌机组改造初步方案从工艺及设备两方面进行了介绍分析,指出了现机组存在的问题及改造后预期达到的效果,并就一些新增加的重要设备进行了详细论述。
格式:pdf
大小:133KB
页数:4P
人气:86
4.4
1991年第4期本钢技术·s7· 本钢冷轧工程连续热镀锌机组的选型 设计管理处张吉丽 一 、连续热镀锌的发展 国内最早的热锌机组是我国自行设 计,制造的鞍钢冷轧厂热镀锌车伺,始于 五十年代,年产量如万吨,仅仅是单张热 镀锌钢板,此后亦有一些小型冷轧厂建起 了单张镀锌机组,年产量极低,装配水平 亦很低。直至j9年,武汉钢铁公司冷轧 厂从谣德dmg}i进了一条连续热镀锌机 组,年产量为t5万吨。现能达到20万吨左 右。这是我国第一条连续卧式热镀锌生产 线。j98.3年,宝山钢铁总厂从美国wean 公司9j进了一条立式连续热镀锌机组,年 产量为3万吨,目前正处于试生产阶段。 国内现有的生产能力,产量和产品规格尚 满足不了国家的需要,因此本钢拟i进一 条年产20万吨(其中含6.万吨锌铝台金) 的连续热镀锌生产线
热门文档 本钢冷轧厂CDCM生产线13MPa液压系统改造的实践
格式:pdf
大小:92KB
页数:1P
人气:86
4.5
本钢冷轧板再次敲开盼盼防盗门 本月初,本钢总工程师许家彦亲自带队,带领冷轧厂、技术中心等单位的领导,来到盼盼防盗门厂,将两盒冷轧板和一个冷轧板卷送到该厂,请他们试用。盼盼防盗门厂用本钢料制作出一批门板后,对本钢的产品质量感到很满意,认为本钢冷轧板的质量确实好了,决定先购进100吨本钢冷轧板,以后再逐渐加大用量。
格式:pdf
大小:310KB
页数:3P
人气:86
4.4
浅析本钢冷轧厂镀锌机组产生钝化斑的主要原因 针对本钢冷轧厂连续热镀锌机组的钝化装置、钝化工艺提出了几点改进意见,并根据实际生产情况,介绍了一些钝化实际生产所采用的技术参数和使用效果。
格式:pdf
大小:346KB
页数:6P
人气:86
4.4
本钢冷轧厂热镀锌产品常见表面缺陷及处理方法 结合镀锌机组几年生产实践,就镀锌产品表面缺陷的产生原因及处理方法进行讨论。
格式:pdf
大小:39KB
页数:1P
人气:86
4.8
轧钢冷轧厂热镀锌生产线技术探究 近年来随着市场经济竞争的日趋激烈,我国逐步在工业领域进行改进,通过降低生产成本来提高工业产品的竞争力,从而促进我国经济的进一步发展。上世纪末河北钢铁集团邯钢公司首次从国外引进建立了我国第一条轧钢冷轧厂热镀锌生产线,成为我国首家生产热轧基板镀锌卷的工厂。随后我国相继出现了众多的公司采用轧钢冷轧厂热镀锌生产线技术,在一定程度上降低了生产成本,提高了我国工业产品的国际竞争力,对促进我国经济的健康快速发展起了至关重要的作用。
格式:pdf
大小:64KB
页数:未知
人气:86
4.6
本钢冷轧彩涂机组成功轧制出彩涂印花板 本钢冷轧彩涂机组成功轧制出16t彩涂印花板,产品性能达到国际先进水平,填补了我国彩涂板生产史上的一项空白。
精华文档 本钢冷轧厂CDCM生产线13MPa液压系统改造的实践
格式:pdf
大小:471KB
页数:3P
人气:86
4.3
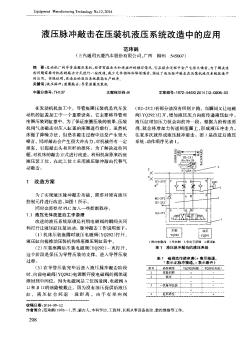
发动机厂的导管座圈压装机,经常有敲击头和连接杆的损坏情况。它在敲击过程中会产生很大噪音。为了解决这些问题需要对机床的敲击方式进行一些改造,减少元件损坏和降低噪音。阐述了液压脉冲敲击在压装机液压系统改造中的应用。实践证明,改造后的液压系统提高生产效率。
格式:pdf
大小:585KB
页数:4P
人气:86
4.4
本钢冷轧厂横切机组及飞剪电气控制系统技术改造 介绍了本钢冷轧厂横切机组电气控制系统构成,重点为其中旋转式飞剪控制系统的组成、控制方法、数学模型、系统特点等,以及对横切机组电气控制系统进行改造后所取得的良好效果。
格式:pdf
大小:530KB
页数:5P
人气:86
4.5
浅谈本钢冷轧厂国外二手设备改造—平整机组的功能调试 主要针对冷轧厂平整机组改造的功能调试过程中出现的一些国内国外的设计问题,及时解决,克服设备制造、设备安装在功能调试中存在的问题。
格式:pdf
大小:176KB
页数:2P
人气:86
4.4

原压装机在拆装不同规格大小的轮轴时,需要使用吊车盘动和人力推动来调整移动横梁和后托架的位置。改造液压系统后,可实现活动横梁和后托架的自动移动。
格式:pdf
大小:483KB
页数:3P
人气:86
4.4
介绍了安钢第一炼轧厂连铸出坯系统改造中液压系统的设计,根据各部位的不同动作情况,利用原有液压站,做出了最适合设备运行的改进和设计。
最新文档 本钢冷轧厂CDCM生产线13MPa液压系统改造的实践
格式:pdf
大小:119KB
页数:1P
人气:86
4.6
在方坯连铸生产过程中,为步进式冷床动梁升降油缸提供压力油的同步马达故障率高、维修时间长、维修成本高,针对该问题进行了故障分析,提出了冷床液压系统改造方案。通过利用原有元件改变同步马达的供油位置,从而改善了同步马达的工作条件。该方案利用较少的改造成本提高了设备作业率,降低了生产成本,产生了较高的经济效益。
格式:pdf
大小:327KB
页数:3P
人气:86
4.3
板框压滤机液压系统改造 板框压滤机是浊环水处理重要组成部分。由于其液压系统在使用过程中液压缸经常出现不保压、爬行和下滑等现象,影响设备的正常运行。通过对其液压系统的改造,满足了污水处理对设备的要求。
格式:pdf
大小:298KB
页数:2P
人气:86
4.3
河南油田常用的700型压裂车的液力变矩器,在酸化施工中经常出现油液变质,导致润滑系统不能正常工作,从而使酸化施工不能连续,被迫中断,且一旦油液变质,就需更换润滑油,大大增加了成本,缩短了液力变矩器的使用寿命。通过现场研究和分析,本着降低成本、操作方便的原则,对在液力变速器上取力的结构进行优化改造,通过液体传感器的油压检测润滑油是否泄露,避免油液窜入液力变速器,在生产实践中取得了显著的成效,避免了上述问题的发生。
格式:pdf
大小:405KB
页数:2P
人气:86
4.4

通过对舞钢1900mm板坯连铸机中间包液压系统在生产运行中存在的问题进行分析,提出了相应的改造方案。中间包液压系统改造后运行稳定,既方便了操作又确保了生产的顺行。
格式:pdf
大小:124KB
页数:2P
人气:86
4.5
济钢冷轧板厂20万吨镀锌生产线,是国内第一条自主设计的大型连续热镀锌生产线,其光整及光整控制系统方面存在一定不足。现对其优化改造,由目前的干光整改为湿光整,在控制方面,实现了恒延伸率控制以及在线预压靠功能,现场增设人机界面,实现了现场实时监控和调整,提高光整质量和使用效率。
格式:pdf
大小:451KB
页数:3P
人气:86
4.4
通过冷轧废水处理,对cod、油、悬浮物、氯离子等排放因子超标问题的调研、分析,提出对其工艺进行改造方案,增加处理设施,并对原有工艺中设备、设施进行完善性修复,从而实现了酸碱、含油废水处理达标排放的目标。
格式:pdf
大小:480KB
页数:3P
人气:86
4.5
莱钢中型H型钢生产线液压系统可靠性的提高 阐述了影响莱钢中型h型钢生产线液压系统可靠性的主要问题,分析了产生原因,并提出了相应改进和改造措施,有效地提高了系统稳定性和可靠性。
格式:pdf
大小:235KB
页数:3P
人气:86
4.4
为解决zy-750c型钻机在煤矿现场应用中出现的钻进能力小、故障多、施工效率低等难题,提出了通过改造钻机液压系统以提高钻进效率的方法。通过对钻机液压系统进行理论计算与优化分析,确定改造后该钻机的电动机为ybk2-200l-4型,液压马达为g6k-310型,齿轮泵为cby3063/2016-630型。现场试验结果表明:改造后钻机每米抽采钻孔的钻进时间由6.13min减少到4.07min,减小了33.6%;钻进台机效率明显提高,由4930.6m/月提高到6341.2m/月,提高了28.6%。
格式:pdf
大小:156KB
页数:2P
人气:86
4.4
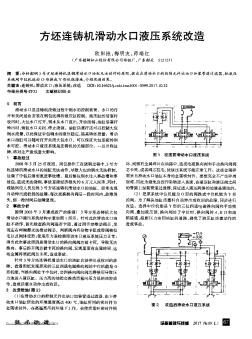
分析韶钢3号方坯连铸机浇钢滑动水口油缸无法动作的原因,提出在滑动水口的控制元件出油口加装管道过滤器,把液压系统阀中位机能由。形换成y形机能措施,介绍改造效果。
文辑创建者
我要分享 >
职位:木结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐