宝钢三热轧平整分卷机组轴与套内外圆锥制作工
2025-02-18
分析开卷机、卷取机卷筒传动与运行情况、轴外圆锥与套内圆锥的配合要求和设计目的及需控制的关键尺寸、关键技术要求,运用长期积累的加工经验,依照相关精度要求,讨论并制定合理的加工工艺流程。

中国十九冶集团有限公司攀西热轧平整分卷机组工程施工组织设计 .1. 攀西热轧平整分卷机组工程 施工组织设计 编制:祝炳建 审核:吴建军 中国十九冶集团有限公司 2011年6月10日 前言.............................................................................................................................................................................................4 中国十九冶集团有限公司攀西热轧平整分卷机组工程施工组织设计 .2. 第一章
 涟钢CSP热轧平整机辊形优化技术的研究
涟钢CSP热轧平整机辊形优化技术的研究 涟钢1800csp热轧平整机在生产中存在一些板形缺陷,板形质量异议在5%以上。为了提高该机组的板形控制水平,减轻工作辊"w"形不均匀磨损对板形的影响,并提高单辊过钢量,针对热轧平整机工艺特点,以工作辊和支撑辊间接触压力分布均匀化和前张力分布均匀化为目标,优化设计了新的工作辊及支撑辊辊形。理论计算和现场应用表明,优化后新辊形使辊间接触压力分布趋于均匀,平整机工作辊"w"形磨损得到缓解,单辊过钢量与板形质量均显著提高。
编辑推荐下载
格式:pdf
大小:204KB
页数:5P
人气:68
 4.6
4.6

介绍了宝钢2030mm冷轧平整机组三电改造项目中的l2-l3通信程序的设计方案.l2-l3通信程序分为系统层和应用层.各层次负责完成特定的任务,相互进行层次清晰的调用,并通过出错处理机制确保数据的完整性.同时,l2-l3通信程序为其它应用程序提供调用接口.
格式:pdf
大小:603KB
页数:5P
人气:68
4.4
介绍了宝钢2030mm冷轧平整机组三电改造项目中的l2-l3通信程序的设计方案。l2-l3通信程序分为系统层和应用层。各层次负责完成特定的任务,相互进行层次清晰的调用,并通过出错处理机制确保数据的完整性。同时,l2-l3通信程序为其它应用程序提供调用接口。
热门文档 宝钢三热轧平整分卷机组轴与套内外圆锥制作工
格式:pdf
大小:75KB
页数:未知
人气:68
4.7
宝钢不锈热轧厂轧线回炉率下降明显 通过开展全员劳动竞赛和项目攻关,宝钢不锈热轧厂轧线回炉率得到明显改善。今年以来,与去年同期相比下降了15.63%,有效降低了工序成本。
格式:pdf
大小:74KB
页数:未知
人气:68
4.3
宝钢不锈热轧厂轧辊降库成效明显 今年以来,宝钢不锈热轧厂霞点推进轧辊关键运营指标的合理有效控制,4至9月份轧辊库存费用同比降幅达11.8%,有效地降低了资源占用资金的成本。今年,轧辊降库是宝钢不锈热轧厂轧辊管理推进的重点工作之一,该厂通过优化轧辊采购,以及轧辊国产化推进和提高中间辊使用效率三大举措的有效落实,轧辊降库工作取得明显的突破;通过合理编制轧辊采购汁划,做到库存结构的合理化。
格式:pdf
大小:2.4MB
页数:69P
人气:68
4.5

2013届本科毕业设计(论文) 学科门类:单位代码: 毕业设计说明书(论文) 圆锥破碎机设计 学生姓名 所学专业 班级 学号 指导教师 xxxxxxxxx系 二○**年xx月 2013届本科毕业设计(论文) 摘要 随着社会的前进,原材料消耗不断增加,导致富矿资源日益枯竭,矿石品位日趋贫 化。以我国冶金矿山为例,铁矿石平均品位31%,锰矿石品位22%。绝大多数的原矿需 要破磨和选矿处理后才能成为炉料。圆锥破碎机生产效率高,排料粒度小而均匀,可将 矿岩从350mm破碎到l0mm以下的不同级别颗粒,可以满足入磨粒度需要,成为金属 矿山选矿厂的主要破碎设备。 20世纪50年代初期,国内在仿原苏联的弹簧破碎机的基础上,开发了国内自己的 破碎机。这种破碎机的设计思想最基本点是靠排料口大小控制产品粒度,破碎物料的方 法是靠动锥单向挤压
精华文档 宝钢三热轧平整分卷机组轴与套内外圆锥制作工

格式:pdf
大小:237KB
页数:7P
人气:68
4.3
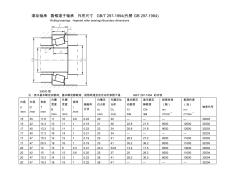
滚动轴承圆锥滚子轴承外形尺寸gb/t297-1994(代替gb297-1984) rollingbearings–taperedrollerbearings-boundarydimensions 30000型 注:表中基本额定动载荷、基本额定静载荷、极限转速及定位台阶参数不是gb/t297-1994的内容 内径 d /mm 外径 d /mm 宽度 t /mm 内圈 宽度 b /mm 外圈 宽度 c /mm 圆角 r /mm 接触角 正切 内圈定 位台阶 da /mm 外圈定位 台阶 da /mm 基本额定 动载荷 cr /kn 基本额定 静载荷 c0r /kn 极限转速 (脂) nlim /r?min-1 极限转速 (油) nlim /r?min-1 轴承代号 153511.811100.60.2320
格式:pdf
大小:8KB
页数:1P
人气:68
4.4
关于圆锥的数学日记 学习了圆柱和圆锥的体积之后,我发现有部分学生基本“晕”过去,分不清东南西北。为 什么这样说呢?因为圆柱和圆锥是两个既有联系又有区别的立体图形,而且考察学生的想象 能力和空间能力。 在本节课的学习中,有的学生收获不少,而有的学生收获甚少。主要是:1、自身素质 不同,基础知识掌握情况不同。2、上课不认真听讲。两个原因造成的。问题主要表现在: 1、审题不清。 例如:一个圆锥的底面积是12.56平方分米,高是3厘米,求它的体积是多少?该 题是一个圆锥,而算成了圆柱,忘记乘1/3;并且单位也不统一,还需转化单位,统一单 位。 2、关系混淆。 等底等高,圆柱的体积是圆锥体积的3倍。 等底等体积,圆锥的高是圆柱高的3倍。 等高等体积,圆锥的底面积是圆柱的3倍。 因此,针对以上问题,我认为关键是认真对待,审清题意要求,背下关系,加强练习。 这
格式:pdf
大小:129KB
页数:1P
人气:68
4.7
宝钢热轧厂首次试轧成X系列焊管钢及特薄、特厚钢卷 宝钢热轧厂主轧线自今年4月份进入设备功能考核以来,加热炉、粗轧机、卷取机和运输链系统,除少数设备功能还在准备考核之外,大部分设备都已进行了考核。并于8月8日和9日相继进行了大难度的x系列焊管钢极限规格及特薄、特厚极限规格的考核。首次试轧成x-42、x-52、x-60及x-70等x系列焊管用钢卷以及1.2×900mm特薄及25.4×1900mm特厚钢卷,圆满地完成了极限规格的考核任务。
格式:pdf
大小:2.8MB
页数:124P
人气:68
4.7
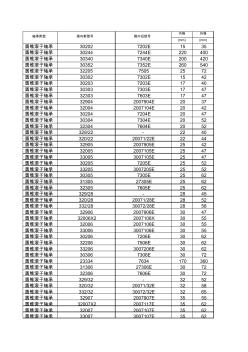
内径外径 (mm)(mm) 圆锥滚子轴承302027202e1535 圆锥滚子轴承302447244e220400 圆锥滚子轴承303407340e200420 圆锥滚子轴承303527352e260540 圆锥滚子轴承3220575052572 圆锥滚子轴承303027302e1542 圆锥滚子轴承302037203e1740 圆锥滚子轴承303037303e1747 圆锥滚子轴承323037603e1747 圆锥滚子轴承329042007904e2037 圆锥滚子轴承320042007104e2042 圆锥滚子轴承302047204e2047 圆锥滚子轴承303047304e2052 圆锥滚子轴承323047604e2052 圆锥滚子轴承329/22-2240 圆
最新文档 宝钢三热轧平整分卷机组轴与套内外圆锥制作工
格式:pdf
大小:35KB
页数:2P
人气:68
4.4
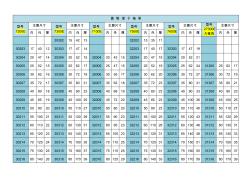
圆锥滚子轴承 型号 7200e 主要尺寸型号 7300e 主要尺寸型号 7100e 主要尺寸型号 7500e 主要尺寸型号 7600e 主要尺寸型号 27300e 大锥角 主要尺寸 内外厚内外厚内外厚内外厚内外厚内外厚 3030215421332202153511 30203174012303031747143220317401732303174719 3020420471430304205215320042042153220420471932304205221 302052552153030525621732005254715322052552193230525622431305256217 3020630
格式:pdf
大小:414KB
页数:2P
人气:68
4.4
20crmnmo圆钢 规格:20—500 材质:20#、35#、45#、50#、55#、60#、20mn、30mn、35mn、40mn、q235(b/d)、q345(b/d/d)、 20cr、40cr、27simn、20mn2、30mn2、35mn2、40mn2、45mn2、65mn、60si2mn、gcr15、 gcr15simn、15crmo、20crmo、35crmo、42crmo、38crmoal、9cr18、9cr18mo、9sicr、 16mncr5、20mncr5、20crnimoa、40crnimoa、20crmnmo、40crmnmo、20crmnti、40crmnti 详讯:山东宝雷钢铁135_6129_1801 服务与承诺: 服务三保:保证质量、保证时间、保证数量。 服务宗旨:雄厚的实力、优质的产品、低廉的价格、一流的服 务。 郑重承诺:保
格式:pdf
大小:1.5MB
页数:7P
人气:68
4.3
宝钢第三热轧线液压活套控制方式实现 宝钢第三热轧线活套采用新型伺服液压系统,比其它两条热轧线活套马达控制方式响应更快、精度更高。三热轧活套控制系统除了传统控制方式之外,还有较为先进的张力与角度结耦控制的ilq控制方式,前机架间还可以选择投入微张力控制。针对三热轧活套的特点,对活套的控制方式和时序进行研究分析,提高活套在生产过程中的稳定性。
格式:pdf
大小:178KB
页数:未知
人气:68
4.5
热轧圆钢成簇裂纹机理研究 天钢俸材厂在研制开发品种钢的过程中,发现圆钢表面存在成簇裂纹,造成锻打件开裂、穿管时发生毛管外折等质量问题。通过轧卡实验和轧制过程跟踪,对圆钢表面成簇裂纹的形成机理进行了分析,并通过改进轧辊材质、优化孔型设计、减少粗轧过钢量等措施解决了圆钢表面存在成簇裂纹的质量缺陷,为天钢俸材产品质量提升提供了有力支撑。
格式:pdf
大小:155KB
页数:3P
人气:68
4.5
圆锥滚子轴承内组件综合检查机 为实现圆锥滚子轴承装配后成品全自动生产检验,设计研制了圆锥滚子轴承内组件综合检查机,文中介绍了其机械部分工作原理、电气部分原理和使用效果。
格式:pdf
大小:100KB
页数:1P
人气:68
4.3
“1700轧钢机用三种全密封长寿命圆锥滚子轴承及3000中厚板轧机长寿命四列圆锥滚子轴承”通过了国家级鉴定 “1700轧钢机用三种全密封长寿命圆锥滚子轴承及3000中厚板轧机长寿命四列圆锥滚子轴承”通过了国家级鉴定
格式:pdf
大小:83KB
页数:未知
人气:68
4.7
浅谈不锈钢储罐圆锥顶制作安装 在石化行业不锈铜储罐已广泛应用,由于储罐内部多为耐腐蚀性介质且内部光洁度要求较高(甚至抛光处理),因此罐顶多为无桁架锥顶结构。本文以1000m^3罐顶制作为依托,对不锈钢罐项在制作过程中常出现的问题加以阐述,以了解圆锥的制作方法。
格式:pdf
大小:491KB
页数:3P
人气:68
4.5
热轧小圆钢耳子缺陷磨修工艺改进与实践 小圆钢表面耳子缺陷有两种解决方法:≥16mm时,用手提砂轮机磨去耳子;<16mm时,用砂轮无芯磨床研磨去除耳子。两种方法在实施前必须对待磨修产品进行一次机械矫直,以保证待修品的平直度。该方法产量低,能耗大,且带来一系列问题。经改进,设计了“三步法”工艺即二次矫直加一次磨修工艺。该方法妥善解决了中低碳和低合金结构钢表面耳子缺陷处理时间长、合格率低的生产难题,使清除小圆钢表面耳子缺陷简便快捷,生产效率高、成本低;同时,圆钢的不圆度、平直度明显改观,产品合格率达100%。
格式:pdf
大小:98KB
页数:3P
人气:68
4.7
Φ89mm连轧机组热轧无缝钢管缺陷分析 根据衡阳钢管(集团)有限公司φ89mm半浮动芯棒连轧机组的生产实际,对试车以来生产中出现的钢管缺陷进行分类分析,分析了不同类型的缺陷产生的原因,提出了避免缺陷产生的措施。
文辑创建者
我要分享 >
职位:公路工程材料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐