钣金工程BOM表
2024-05-29
序号 1 V V V 2 V V 3 V V 4 V 审核: 承办: BoMing 博铭 B.O.M. 电子档路径: 机种名称 : 发行日期 : 物料 来源 工程数 产品生产工艺 备注模/ 治具编号零件名稱 材質 /料厚 核准: 数量 表面处理规格尺寸 组立项目 博哲料號 客户料号 版本
编辑推荐下载
格式:pdf
大小:15KB
页数:5P
人气:93
 4.4
4.4

广州钣金加工最全钣金工艺流程介绍 本文原创来自广州鸣冠钣金加工厂, 钣金加工技术流程 跟着当今社会的开展,钣金业也随之迅速开展,如今钣金涉及到各行各业,关于任何一个钣 金件来说,它都有必定的加工进程,也即是所谓的技术流程,要知道钣金加工流程,首要要 知道钣金资料的选用。 一、 资料的选用,钣金加通常用到的资料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),依据商品效果不相同,选用资料不相同,通常需从商品其用处及本钱上来思考。 1.冷轧板spcc,首要用电镀和烤漆件,本钱低,易成型,资料厚度≤3.2mm。 2.热轧板shcc,资料t≥3.0mm,也是用电镀,烤漆件,本钱低,但难成型,首要用平板件。 3.镀锌板secc、sgcc。
格式:pdf
大小:323KB
页数:8P
人气:93
4.6
钣金工程图纸绘制规范 1.0目的: 1、检查和校核由ap100、solidworks或autocad所制作展开图的正确性和有无 错误。 2、使工程图纸更有效指导生产,方便生产加工提高产品质量。 3、使工程图纸绘制规范化、专用术语使用一致性,达到展开图绘制的快速统一。 2.0范围: 钣金图纸展开绘制 3.0权责: 钣金展开工程图由工艺工程师绘制,展开图制作人不得与图纸展开人为同一人, 在绘制展开时同时负责校对及审核图纸零件展开尺寸、各种孔位、也径和各种落 料尺寸的正确性。 4.0定义: 钣金展开工程图简称为“展开图”,以下均称为“展开图”,它能正确反映零件 实际下料尺寸,同时能反映所有与其相关的标准件及其规格要求等要素的生产制 程图面。 5.0资料来源: 根据加工落料需要由ap100、solidworks或autocad制作的展开图。 6.0内容: 6.1
热门文档 钣金工程BOM表
格式:pdf
大小:601KB
页数:16P
人气:93
4.3
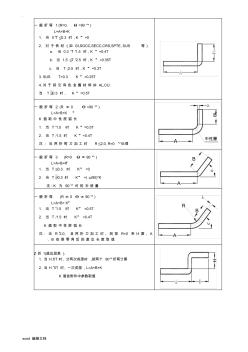
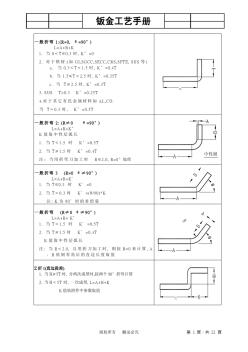
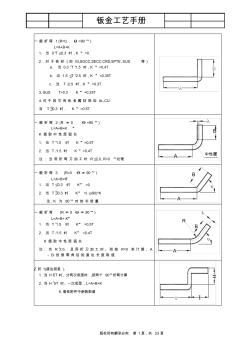
. word编辑文档 一般折弯1:(r=0,θ=90°) l=a+b+k 1.当0t0.3时,k’=0 2.对于铁材:(如gi,sgcc,secc,crs,spte,sus等) a.当0.3t1.5时,k’=0.4t b.当1.5t2.5时,k’=0.35t c.当t2.5时,k’=0.3t 3.sust>0.3k’=0.25t 4.对于其它有色金属材料如al,cu: 当t0.3时,k’=0.5t 一般折弯2:(r≠0θ=90°) l=a+b+k’ k值取中性层弧长 1.当t1.5时k’=0.5t 2.当t1.5时k’=0.4t 注:当用折弯刀
格式:pdf
大小:55KB
页数:10P
人气:93
4.3
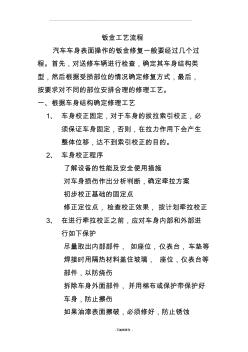
______________________________________________________________________________________________________________ -可编辑修改- 钣金工艺流程 汽车车身表面操作的钣金修复一般要经过几个过 程。首先,对送修车辆进行检查,确定其车身结构类 型,然后根据受损部位的情况确定修复方式,最后, 按要求对不同的部位安排合理的修理工艺。 一、根据车身结构确定修理工艺 1、车身校正固定,对于车身的拔拉索引校正,必 须保证车身固定,否则,在拉力作用下会产生 整体位移,达不到索引校正的目的。 2、车身校正程序 了解设备的性能及安全使用措施 对车身损伤作出分析判断,确定牵拉方案 初步校正基础的固定点 修正定位点,检查校正效果,按计划牵拉校正 3、在进行牵拉校正之前,应对车身内部和外部进 行如下保
格式:pdf
大小:77KB
页数:5P
人气:93
4.4
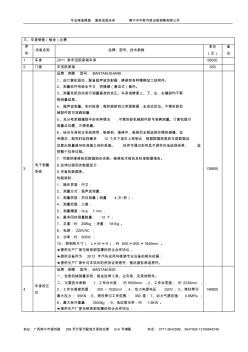
专业铸造辉煌服务成就未来南宁市中联汽保设备销售有限公司 地址:广西南宁市望州路298号万里汽配城万里综合楼b-8号铺面电话:0771-5642898、5647959137688487461 三、车身修复(钣金)比赛 序 号 设备名称品牌、型号、技术参数 单价 (元) 备 注 1车身2011款丰田凯美瑞车身56000 2门板丰田凯美瑞650 3 电子测量 系统 品牌:奔腾型号:bantam-shark 1、由计算机驱动,配备超声波发射器,横梁和各种精确加工的附件。 2、测量软件系统全中文,快捷键(傻瓜式)操作。 3、测量系统自动进行测量基准的找正。车身或横梁上、下、左、右偏斜均不影 响测量结果。 4、超声波测量。实时检测,每秒刷新四次界面数据,全自动定位。不需拆卸机 械部件即可准确测量. 5、充分考虑碰撞损坏的各种情况,不需拆卸机械部件即
格式:pdf
大小:1.3MB
页数:6P
人气:93
4.8

序号图号名称图片材料单位数量类别备注 1jc-3200-03-01a左侧底脚3.0/spccpcs1钣金加工喷涂细砂黑 2jc-3200-03-02a左侧底脚立柱(焊接件)3.0/spccpcs1钣金加工喷涂细砂黑 3jc-3200-03-03左侧简易放布固定板3.0/spccpcs1钣金加工喷涂细砂黑 4jc-3200-03-04右侧简易放布固定板3.0/spccpcs1钣金加工喷涂细砂黑 5jc-3200-03-05简易放布支撑1.5/spccpcs1钣金加工喷涂细砂黑 6jc-3200-03-06简易放布托架2.0/spccpcs3钣金加工喷涂细砂黑 7jc-3200-03-07底部横撑(焊接件)80*80*3方管、q235pcs1钣金加工喷涂细砂黑 8jc-3
精华文档 钣金工程BOM表
格式:pdf
大小:61KB
页数:2P
人气:93
4.3

尺寸外观焊接打磨合格不合格 操作人检验员备注 钣金产品检验记录表 钣金___________工序_____2013年______月 检验项目检验结果 日期时间产品名称产品图号 尺寸外观焊接打磨合格不合格 操作人检验员备注 钣金产品检验记录表 钣金___________工序_____2013年______月 检验项目检验结果 日期时间产品名称产品图号
格式:pdf
大小:9KB
页数:5P
人气:93
4.8
钣金常见表面缺陷 一.起泡: 原因:1.电镀工艺配方有缺陷 2.电镀溶液有污梁 3.电镀前除油不彻底(前处理不干净) 4.工序不完整. 预防:1.选择证明良好的配方 2.严格管理维护镀液 3.加强控制前处理 4.完善工序. 其中基材原因:选用不合适的材料,氢气量增加,氢脆造成. 二.基材花斑: 原因:电镀前基材料产生严重锈蚀而出现,电镀后形成花斑. 预防:对基材采取良好有效的工序间进行防腐蚀性措施. 三.挂印: 原因:表面处理生产的必然的印迹现象. 预防:补救是必然进行的,在挂印位置在工件内表面和b面必曾时增加工艺孔. 四.黑点: 原因:有多种,各环节都有可能导致. 1.基材中有不允许的杂质,有裂纹或小针孔. 2.钝化膜质量不良. 3.表面处理后因素:1)
格式:pdf
大小:36KB
页数:1P
人气:93
4.4
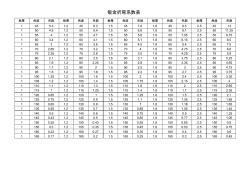
板厚角度系数板厚角度系数板厚角度系数板厚角度系数板厚角度系数 1455.31.2456.31.5457.81.8459.52.54513 1504.51.2505.41.5506.81.8508.12.55011.25 15541.2554.71.5555.81.8557.052.5559.75 1603.41.2604.11.5605.11.8606.152.5608.5 16531.2653.61.5654.51.8655.42.5657.5 1702.651.2703.21.57041.8704.752.5706.6 1752.351.2752.81.5753.51.87
格式:pdf
大小:65KB
页数:4P
人气:93
4.5
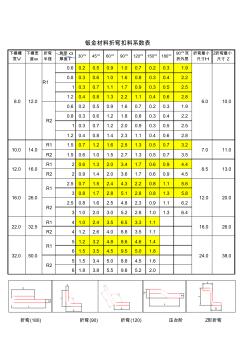
下模槽 宽v 下模宽 度w 折弯 半径 角度α 厚度t 30°45°60°90°120°150°180° 90°双 折外层 折弯最小 尺寸h z折弯最小 尺寸z 0.60.20.50.91.00.70.20.31.9 0.80.30.61.01.60.80.30.42.2 10.30.71.11.70.90.30.52.5 1.20.40.81.32.21.10.40.62.8 0.60.20.50.91.60.70.20.31.9 0.80.30.61.21.80.80.30.42.2 10.30.71.22.00.90.30.52.5 1.20.40.81.42.31.10.40.62.8 r11.50.71.21.62.51.
格式:pdf
大小:19KB
页数:3P
人气:93
4.7
装修知识常识,希望对您有帮助,谢谢 知识常识分享 五金工具价格表五金工具种类 导读:本文介绍在房屋装修,饰品搭配的一些知识事项,如果 觉得很不错,欢迎点评和分享。 五金工具在家庭中的使用十分普遍,用于多种材料的切 割、钻孔、测量等,帮助我们制作很多家居用品。五金工具 发展很成熟,品牌产品的市场竞争力自然要高上很多,在价 格上自然也要相对高上一些,大家在购买五金工具的时候也 能了解到。五金工具的产品质量的好坏决定了使用的效果, 尤其是在制作精密家居用品的时候。接下来为大家介绍五金 工具价格表及五金工具种类。 五金工具价格表 1、dongcheng东成dcjz09-10b型12v充电钻,可搭配 螺丝批头/麻花钻、来充当电钻和电起子两种适用模式;不 锈钢自锁夹头使用方便,前段带有led照明,支持在光线较 暗和夜间环境使用,随便小数显屏可实时查看剩余电量,便 利放心,参考价格:¥
最新文档 钣金工程BOM表
格式:pdf
大小:114KB
页数:6P
人气:93
4.6

k-因子0.5 厚度:1 折弯半径 折弯角度 -3.26491e+160.400.500.801.001.502.003.004.005.008.0010.00 15-18.6776-19.9089-23.6029-26.0655-32.2221-38.3787-50.6919-63.0050-75.3182-112.2577-136.8841 30-8.0947-8.5795-10.0337-11.0032-13.4269-15.8506-20.6981-25.5455-30.3929-44.9352-54.6301 45-4.6403-4.8876-5.6297-6.1244-7.3611-8.5978-11.0712-13.5446-16.0181-23.4383-28.3852 60-2
格式:pdf
大小:2.2MB
页数:55P
人气:93
4.8
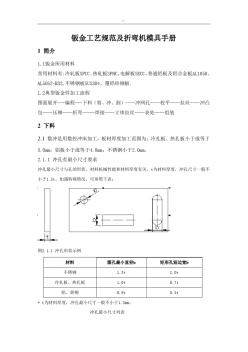
1引言 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向 弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很 小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类: (1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3) 连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和 特点。此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点: (1)易变形,这样可用简单的加工工艺制造多种形式的构件。 (2)薄板构件重量轻。 (3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。 (4)易于裁剪、焊接,可制造大而复杂的构件。 (5)形状规范,便于自动加工。 2结构设计准则 在设计产品零件时,必须考虑到容易制造的问题。

格式:pdf
大小:123KB
页数:4P
人气:93
4.7
表面处理工艺:机壳漆 机壳漆金属感极好,耐醇性佳,可复涂pu或uv光油。玩具油漆重金属含量符合国际安全标准。包 括cpsc含铅量标准、美国测试标准astmf963、欧洲标准en71、en1122。 表面处理工艺:变色龙 随不同角度而变化出不同颜色。是一种多角度幻变特殊涂料,使你的商品价值提高,创造出无懈可击 的超卓外观效果。 表面处理工艺:电镀银涂料 电镀银漆是一款无毒仿电镀效果油漆,适用abs、pc、金属工件,具有极佳的仿电镀效果和优异的 耐醇性。 表面处理工艺:橡胶漆 适用范围:abs、pc、ps、pp、pa以及五金工件。 产品特点:本产品为单组份油漆,质感如同软性橡胶,富有弹性,手感柔和,具有防污、防溶剂等 功能。这种油漆干燥后可得涂丝印。重金属含量符合国际安全标准。包括cpsc含铅量标准、美国测试 标准astmf963、欧洲标准en
格式:pdf
大小:20KB
页数:6P
人气:93
4.7
第1页共6页 钣金实习心得 钣金实习心得 在本学期的第七周至第十周的顶岗实习中我不但学习了汽车的各 种相关技术(主要有汽车的美容、汽车的钣金、汽车的喷漆和汽车机修 四个方面),还学会怎样与他人沟通,也了解了一些关于汽车维修企业 的运作方面的知识。以下是我这三周实习中的总结: 一.汽车维修企业的管理要运用科学的管理,传统的“胡萝卜加大 棒”管理模式已经过时了,我们要用现代现代管理模式来进行管理。 现代管理要把制度管理和文化管理结合起来,重视人地作用,要做到 以人为本。现代企业的经营观念主要有: (1)战略观念全面系统地看问题,要有全局、面向企业未来的发展 观点。 (2)市场观念要了解市场,确定对策去占有市场,赢得市场。 (3)用户观念企业要树立一切为了用户的观念,全心全意为用户服 务。 (4)效益观念关键在于,对外如何赢得市场,如何多完成任务;对 内如何降低成本。
格式:pdf
大小:329KB
页数:未知
人气:93
4.8
 公司举行首次钣金工、油漆工技能竞赛
公司举行首次钣金工、油漆工技能竞赛 10月28日.公司举行了建党90周年无锡公交2011年职工技能竞赛系列活动之一——钣金工、油漆工技能竞赛。这是在公司职丁职业技能竞赛中,首次没置的钣金工、油漆工两工种比赛。各分公司的10名钣金工、10名漆工参加了本次竞赛。
格式:pdf
大小:68KB
页数:12P
人气:93
4.3
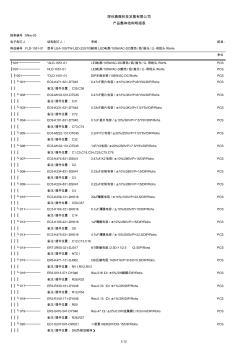
报表编号:mike-03 电子制订人:结构制订人:审核:核准: 料品编号:fld-1051-01型号:lea-105/tw-led-220/105规格:led电源/105w/ac-dc/银色/铝/抛光/公-母线头/rohs 单位 ├001───────*ald-1051-01led电源/105w/ac-dc/银色/铝/抛光/公-母线头/rohspcs ├001───────hld-1051-01led电源/105w/ac-dc银色/铝/抛光/公-母线头/rohspcs │├001──────*dld-1051-01dip主板安装/105w/ac-dc/rohspcs ││└001─────ec9-k471-621-dt0450.47nf瓷片电容/±10%/3kv/p=6/y5u/dip/rohspcs ││备注/插件位置:
格式:pdf
大小:17KB
页数:1P
人气:93
4.7
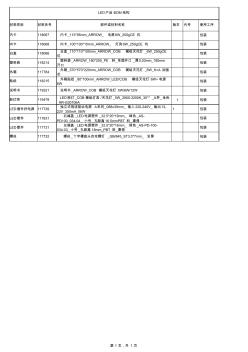
材料类别材料货号部件或材料名称版本代号使用工序 内卡118067内卡_115*95mm_arrow_电源6w_250gce坑包装 内卡118068内卡_100*100*15mm_arrow_灯具6w_250gce坑包装 白盒118066白盒_110*110*100mm_arrow_cob模组天花灯_6w_250gce 坑 包装 塑料袋118214塑料袋_arrow_180*200_pe料_单面开口_厚0.03mm_180mm 开口 包装 外箱117784外箱_570*570*220mm_arrow_cob模组天花灯_6w_k=a加强 芯 包装 贴纸118215外箱贴纸_80*100mm_arrow_led/cob模组天花灯6w+电源 6w 包装 说明书119321说明书_arrow_cob模组天花灯5w/6w/1
格式:pdf
大小:546KB
页数:15P
人气:93
4.4
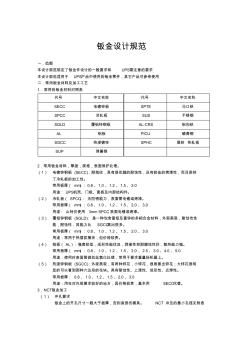
钣金设计规范 一.范围 本设计规范规定了钣金件设计的一般要求和ups需注意的要求 本设计规范适用于ups产品中使用的钣金零件,其它产品可参考使用 二.常用板金材料及加工工艺 1.常用的钣金材料对照表 代号中文名称代号中文名称 secc电镀锌板spte马口铁 spcc冷轧板sus不锈钢 sgld覆铝锌钢板al-crs铝包铁 al铝板picu磷青铜 sgcc热浸镀锌sphc黑铁热轧板 sup弹簧钢 2.常用钣金材料,厚度,规格,表面保护处理。 (1)电镀锌钢板(secc):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持 了冷轧板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups机壳、门板、面板及内部结构件。 (2)冷轧板(spcc):无防锈能力,表面需电镀或烤漆。 常用板厚(mm)
格式:pdf
大小:59KB
页数:5P
人气:93
4.7
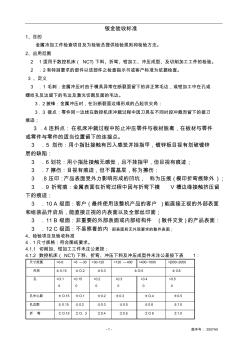
-1-版本号:2007a0 钣金验收标准 1、目的 金属冷加工件检查项目及为检验员提供检验规则和检验方法。 2、应用范围 21适用于数控机床(nct)下料、折弯、钳加工、冲压成型、及切削加工工件的检验。 2.2有特别要求的部件以该部件之检查指示书或客户标准为依据检查。 3、定义 3.1毛刺:金属冲压时由于模具异常在断裂面留下的非正常毛边,或钳加工中在孔或 螺纹孔反边留下的毛边及激光切割反面的毛边。 3.2披锋:金属冲压时,在沿断裂面边缘形成的凸起状尖角: 3.3接点:零件同一边线在数控机床冲裁过程中因刀具在不同时段冲裁而留下的接刀 痕迹; 3.4连料点:在机床冲裁过程中防止冲压零件与板材脱离,在板材与零件 或零件与零件的适当位置留下的连接点。 3.5划伤:用小指肚接触有凹入感觉并挂指甲,镀锌板目视有划破镀锌 层的缺陷:
文辑创建者
我要分享 >
职位:公路专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐