不停产情况下ABS循环水管道改造工程的技术管理
2025-03-01
本文结合通用汽车车间ABS循环冷却水管道改造工程的实践,从其施工技术措施和要点、安全控制措施、工厂化预制等方面,介绍在不停产情况下进行ABS循环水管道的改造。

 循环水管道腐蚀原因分析
循环水管道腐蚀原因分析 用室内模拟实验、电化学实验、水质分析、腐蚀产物的成分分析和xrd分析等方法,对某压力容器厂碳钢循环水管道腐蚀穿孔原因进行了分析。结果表明:碳钢在冷却水中的腐蚀主要是由溶解氧引起的电化学腐蚀,腐蚀的主要原因是,该厂补充水源为严重腐蚀性水。
中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水装置 循环水冷却装置管道冲洗 施工方案 受控号: 编制人: 审核人: 批准: 中国化学工程第四建设有限公司中煤图克项目部 2012年9月 目录 一、工程概况................................................................3 二、编制依据................................................................3 三、冲洗要求及合格标准.......................................................3 四、冲洗应具备的条件.........................................................
编辑推荐下载
格式:pdf
大小:124KB
页数:未知
人气:55
 4.7
4.7
电厂循环水管道的相关设计 电厂循环水管用于向主厂房内的凝汽器输送冷却水,并将换热后的排水输送至冷却设施。火电厂循环水管道的设计,包括管道在总平面中的定位、管径及管材的确定、管道壁厚和加肋的设计及循环水管道附属设施的设计。相对电厂内其他厂区管道而言,循环水管道管径及埋深较大,应力求管线长度最短,水力损失最小,以减小循环水泵功率及降低运行费用.该文简述了某电厂循环水管道的设计工艺,并通过经济技术对比介绍了改性环氧漆在电厂循环水管道防腐中的应用。
格式:pdf
大小:28KB
页数:5P
人气:55
4.5
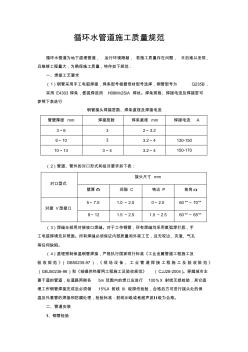
循环水管道施工质量规范 循环水管道为地下直埋管道,运行环境隐蔽,若施工质量存在问题,日后难以发现, 且维修工程量大,为确保施工质量,特作如下规范: 一、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据母材型号选择,钢管型号为q235b, 采用e4303焊条,氩弧焊选用h08mn2sia焊丝。焊条规格、焊接电流及焊接层可 参照下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~632~3.2 6~1033.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接口 5~7.51.0~2.00~2.060°~70° 8~121.5~2.51.5~2.5
热门文档 不停产情况下ABS循环水管道改造工程的技术管理
格式:pdf
大小:124KB
页数:7P
人气:55
4.5

中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水冷却装置管道冲洗施工方案 第1页中国化学工程第四建设有限公司 中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水装置 循环水冷却装置管道冲洗 施工方案精品文档,超值下载 受控号: 编制人: 审核人: 批准: 中国化学工程第四建设有限公司中煤图克项目部 2012年9月 中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水冷却装置管道冲洗施工方案 第2页中国化学工程第四建设有限公司 目录 一、工程概况................................................................3 二、编制依据.............................................................
格式:pdf
大小:34KB
页数:5P
人气:55
4.5
武进长江热电厂工程 1 循环水管道安装施工措施 1.概述 武进长江热电厂循环水系统为两路供水,两路排水。管道安装施工范围为: 循环水供水管安装范围:从回水沟连接井至中央水泵房集水井,为4路φ1220 ×9,从中央水泵房出口由4路φ720×7并成2路φ1020×9至主厂房。 循环水排水管安装范围:从主厂房至冷水塔进口,共2路φ1020×9循环水管, 2只ved941x-10dn1000电动螺阀及配套伸缩接头(vssja-2型,法兰式)。 2.作业准备 2.1.施工技术员必须熟悉图纸,严格执行图纸要求及《电力建设施工技术规范 管道篇》(dl5031-94)。 2.2.人员配备 技术员一人、安全员一人、质量检验员一人、作业手若干名。 2.3.施工机械 25t吊车1台,货车1辆,电焊机3台,火焊工具1套 2.4.材料准备 2.5.1.
格式:pdf
大小:153KB
页数:11P
人气:55
4.6

循环水虹吸井至化学热网澄清池 安装补水管道方案 批准: 复审: 审核: 会签: 编写: 2011年09月28日 -2- 目次 1.项目内容⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3/11 2.组织措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3/11 3.职责与职能⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3/11 4.施工项目及工作时间⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4/11 5.安全措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4/11 6.危险点分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5/11 7.危险点预防措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
格式:pdf
大小:110KB
页数:7P
人气:55
4.7
中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水冷却装置管道冲洗施工方案 第1页中国化学工程第四建设有限公司 中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水装置 循环水冷却装置管道冲洗 施工方案 受控号: 编制人: 审核人: 批准: 中国化学工程第四建设有限公司中煤图克项目部 2012年9月 中煤鄂尔多斯能源化工有限公司 中煤图克化肥项目(一期)公用工程循环水冷却装置管道冲洗施工方案 第2页中国化学工程第四建设有限公司 录 一、工程概况................................................................3 二、编制依据................................................................3 三、冲洗要求及合
格式:pdf
大小:53KB
页数:7P
人气:55
4.4
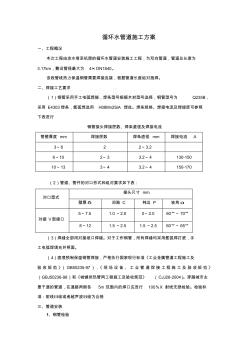
循环水管道施工方案 一、工程概况 本次工程由凉水塔至机房的循环水管道安装施工工程,为双向管道,管道总长度为 3.17km,敷设管径最大为4×dn1840。 该段管线热力保温钢管需要焊接连接,根据管道长度组对施焊。 二、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为q235b, 采用e4303焊条,氩弧焊选用h08mn2sia焊丝。焊条规格、焊接电流及焊接层可参照 下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~622~3.2 6~102~33.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接口 5~7.51.0~2.0
精华文档 不停产情况下ABS循环水管道改造工程的技术管理
格式:pdf
大小:60KB
页数:3P
人气:55
4.3
某电厂循环水管道材质比选分析 循环水供水管是电厂供水系统的重要组成部分,为保证其运行可靠和经济合理,针对目前火力发电工程建设中几种常用的循环水管道材质,通过制作及运输、施工工期、使用寿命、管道布置及总造价等多方面的综合比较,最终推荐循环水母管采用管径d_n3000mm的钢管。
格式:pdf
大小:185KB
页数:3P
人气:55
4.7
不停产更换循环氨水管道实践 针对河钢宣钢焦化厂1#焦炉部分循环氨水管道腐蚀泄漏,对生产造成威胁的情况,为了不影响生产和保护荒煤气导出系统,采取一系列措施在焦炉不停产的情况下,对腐蚀段循环氨水管道进行更换.具体介绍了更换方案的确定、更换前准备工作以及更换实施过程,实现了焦炉不停产对荒煤气导出系统无损伤更换部分循环氨水管道,为同行业不停产更换循环氨水管道提供了借鉴.
格式:pdf
大小:11KB
页数:6P
人气:55
4.5
中盐吉兰泰氯碱化工有限公司循环冷却水管理制度 第一章总则 1.1为了控制循环冷却水系统内由水质引起的结垢、污垢和腐蚀,保证设备的 换热效率和使用年限,加强对循环水的管理,改善水质,提高处理效果,节 约用水,确保生产装置水侧安全、稳定、长周期运行,特制定本制度。 1.2循环冷却水指烧碱厂和树脂厂的开式循环冷却水系统以及氯乙烯厂循环 水系统。 1.3循环水管理为系统工程,关联到工艺、设备、电气仪表、保运、质检、 安环、物资等部门,各部门应积极配合协作,各司其责地做好管理工作。 1.4应重视循环水系统的技术革新和技术进步工作,积极采用新技术新工艺, 逐步提高循环水运行和管理水平。 第二章职责分工 1.1厂长职责: 循环水厂房所属分厂厂长负责执行国家有关循环水管理的政策规定和事业部 相关制度,负责处理本厂循环水重大技术业务问题,组织人员制定本厂的循 环水管理相关制度,检查研究循环水问
格式:pdf
大小:47KB
页数:7P
人气:55
4.7

甘肃电投武威热电有限责任公司 2×350mw热电联产工程 地下水箱、地下循环水管道 防腐技术要求 金川镍都实业公司结构件分厂 2016年11月 2 一、地下水箱及附件防腐 1.基本要求 在进行防腐处理前,必需将管道表面的污垢,油脂,泥土等仔细清除掉, 并用机械或酸洗的方法清除管壁表面上的所有氧化皮,锈体,只允许留有点状或 条纹状痕迹。焊缝处应清除飞溅物。清除污物后的管道必需露出金属光泽。 2.地下水箱、地下循环水管道外壁防腐 2.1地下水箱及附件均应严格按照设计要求进行防腐处理。 2.2地下水箱防腐施工,根据设计选用以下做法:厚浆型环氧煤沥青涂料 1)防腐要求: (1)环氧煤沥青涂料是甲、乙双组分涂料,由底漆的甲组分和乙组分(固化剂) 和面漆的甲组分加乙组分(固化物)组成,并加相应的稀释剂配套组成。 (2)环氧煤沥青漆涂料的质量指标必须达到gb1720~gb1763的检验要求。
格式:pdf
大小:16KB
页数:2P
人气:55
4.7

循环水管理制度 循环水水质的控制是关系到凝汽器安全经济运行的重要指标,根 据最近一段时间三期循环水水质的化验情况看,水质变化较快,其中 浓缩倍率高达3.8(应控制在1.5-2.5之间)。为了以后能更好的控制 水质,现制定以下管理规定: 1、汽机分厂将对循环水池换水纳入分厂的定期工作中,每天换水 一小时(注:杀菌剂投加当天不换水,改为下一班次执行,循环 水杀菌剂投加时间表另附)。 2、每次换水时间为夜里22:00之后。 3、正常情况下,每天由化水分厂提供水质化验单,在水质超出下 列指标情况下,应汇报汽机分厂并提高当夜换水时间为三至四小 时。 水质合格指标表 三 期 项目单位标准值超标置换条件备注 ph7.5-9.0无要求 硬度mg/l≤600置换 浊度mg/l<15置换 碱度mg/l≤500无要求 总磷(po43-计)无要求 现场
最新文档 不停产情况下ABS循环水管道改造工程的技术管理
格式:pdf
大小:70KB
页数:11P
人气:55
4.5

××发电有限公司空冷系统 增设尖峰冷却工程循环水管道防腐工程 技术规范书 二0一一年八月二十九日 1.工程概况: ××发电厂位于××村西南,属浊漳河北源涅河一级阶地、二级阶地及黄 土丘陵区。厂址区大部分地段地形平坦、开阔,地面标高一般为938.3-948.1m。 电厂的规划容量为2400mw,一期建设规模为2×600mw亚临界燃煤空冷供热 机组,两台机组分别于2006年9月、2006年12月投产发电。因空冷系统换热器 冷却器面积受限,夏季时节机组无法带满负荷,本技改工程增设循环水冷却系 统。全长约564米,主要型号有:φ273×6、φ630×8、φ820×8、φ1020× 10、φ1220×10、φ1420×10等。内外壁喷砂除锈,内壁环氧树脂、外壁三布 五油环氧煤玻璃钢防腐后,沟内焊接,并内外壁补口补伤。 2.编制依据: 2.1.《涂装前钢材表面锈蚀等级和除
格式:pdf
大小:783KB
页数:2P
人气:55
4.3
降本增效之--循环水系统弯头改造降低阻力 安培文 公用工程部为了降本增效,利用4月份停车的时间,对循环水系 统管线的部分弯头进行了改造,现汇报如下 一、项目措施描述: 1.将循环水泵9台出口管道的90°弯头改造为45°弯头 2.将其中三个90°弯头半径由r=1.5倍改为r=3.6倍的大弧度 3.将一个回水总管90°弯头半径由r=1.5倍改为r=4.16倍的大弧度 二、理论依据描述: 按运行5台泵计算,出口管道dn1000,流量6500m3/h,简单按照 弯头由90°按改为45°弯头计算,可以减少水力损失: hm=0.35*2.3*2.3/(2*9.8)=0.0945m。 功耗=6500/3600*0.094*9.8=1.66kwh=11975kwh/年*5台=59875 kwh(每年300天计)。 结论:5个弯头改造后每年理论减少功耗
格式:pdf
大小:249KB
页数:4P
人气:55
4.7
凝汽器水室平衡循环水管道盲板力的研究分析 通过对核电循环水管道盲板力和凝汽器及汽轮机低压缸整体受力的研究分析,阐述循环水管道盲板力对机组安全运行的影响,改变了凝汽器水室接管的自身结构,采用在水室接管上设置盲板力平衡装置的方法,平衡了循环水管道的盲板力,确保了机组的安全运行。
格式:pdf
大小:91KB
页数:3P
人气:55
4.4

1997年,衡水发电厂1号机组大修时,发现循环水管路严重腐蚀,而循环水管路材料与衡水发电厂相似的西柏坡电厂却没有这种情况。通过分析、试验,证实两个厂的水质条件差别较大,由此提出,在对循环水设备选型时,应考虑水质对管道材料的影响。
格式:pdf
大小:145KB
页数:4P
人气:55
4.7
凝汽器循环水管道的无补偿器设计 本文以300mw机组凝汽器循环水排水管道为例,对循环水排水管道补偿器所起的作用进行分析,并针对设补偿器的带来的问题提出在循环水管道上不设补偿器的理由和设计方案及一些处理方法。
格式:pdf
大小:375KB
页数:3P
人气:55
4.5
凝汽器循环水管道的无补偿器设计 火电厂中,循环水的供、排水管道为了补偿热位移和附加位移,减小由这些位移所产生的作用力和力矩,在循环水管道上要设置补偿器。设补偿器后,循环水的压力会产生很大的盲板力。为抵消盲板力,补偿器上要设拉紧装置。由于该拉紧装置不能同时兼顾冷态和热态的调整,使补偿器难以发挥作用。在供水垂直管段上增设1对法兰,在靠近凝汽器的循环水排水水平管段上增设1对法兰,以释放循环水管道对凝汽器接口的作用力和力矩,这样,循环水管道可不设补偿器
格式:pdf
大小:1.5MB
页数:2P
人气:55
4.5
循环水管道弯头焊接裂纹的分析及对策 通过对焊接工艺、化学元素、金相组织诸方面的分析,揭示了循环水管道弯头侧焊接裂纹产生的根本原因,进而制定出了新的焊接工艺。经过实践,具体落实了消除延迟裂纹的措施,取得了满意的效果。
格式:pdf
大小:286KB
页数:12P
人气:55
4.8

a标段循环水管道整体水压试验 作业指导书 文件编码:tepc-a01-qj002 编制人: 日期:年月日 版次:a版 目录 1工程概况及工程量.............................................................1 1.1工程概况...................................................................1 1.2水压试验工程量和工期.......................................................1 2编制依据.....................................................................1 3作业前的条件和准备..
格式:pdf
大小:294KB
页数:21P
人气:55
4.7

1 1.工程概况 本工程为山东黄台火力发电厂“上大压小”热电联产工程循环水管道系统,共计 一套循环水管道系统安装,循环水泵房到汽机房的压力进水管,汽机房到9#机、10#机 冷却塔和新建自然通风冷却塔的压力回水管。 1.1施工范围和施工地点 1.1.1施工范围:领料 直管的制作 管件的制作 加固环的制作 直管、管件、加固环的组合 管道的安装 1.1.2施工地点:制作位于汽机线铆工制作场,安装位于汽机房至厂外9#机、10#机 冷却塔。 1.2主要工程量: 序号.型号数量重量(kg)说明 1焊接钢管φ2420×121600米1195488制作、防腐、安装 2焊接钢管φ2220×1235米22848防腐、安装 3焊接钢管φ1820×10110m66960防腐、安装 4焊接钢管φ1620×10135米53923
格式:pdf
大小:27KB
页数:8P
人气:55
4.5

目录 1.工程概况及工程量...........................................2 2.编制依据...................................................2 3.作业前必须具备的条件和应作的准备...........................2 4.作业人员、机具设备施工时间计划...........................3 5.作业程序、方法及施工技术质量要求...........................4 6.安全保证措施及要求.........................................9 7.质量保证措施...............................................10 8.文明施工
文辑创建者
我要分享 >
职位:技术标制作工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐