不锈钢电热蒸馏水器操作规范
2025-03-02
****** 有限公司 测试设备 /仪器操作规范 不锈钢电热蒸馏水器 操作规范 文件编号 页 数 第 1页,共 2页 编制日期 版 本 A 批 准 审 核 制 / 修 订 版本 制 /修订日期 制 /修订内容 制 /修订原因 1.目的: 明确规定设备操作流程及保养,确保使用人员正确操作,以 保证设备的使用寿命和蒸馏水符合要求。 2.适用范围: 适用于型号 DZ-5 的不锈钢电热蒸馏水器(以下简称蒸馏水 器)的操作与保养。 3.操作前准备: 3.1使用前将蒸馏水器内部刷洗干净,打开“放水阀” ,将过 夜存水更换成清水。 3.2关闭放水阀。 3.3准备好足够的干净容器来接 “蒸馏水出水管” 流出的蒸馏 水。 4.操作步骤: 4.1打开进水开关, 将水源接入蒸馏水器的进水管上, 使水进 入冷凝器,再从回水管注入蒸发锅内, 直至水位上升到玻 璃水位表中心处,即关闭水源。 4.2接通电源加热, 当


dz5不锈钢电热蒸馏水器(普通) 产品型号:dz5 产品介绍: 整机采用优质不锈钢制作。 盘管式冷凝结构,冷却效果好,出水量大。 冷却用水回流蒸发桶内,节约水资源。 放水阀可以排放桶内浓缩水,改善结垢条件。 铜质浸入式加热管,热效率高,使用寿命长。 详细参数: 适用电源:200v/50hz 功率:4.5kw 出水率:≥5l/h 包装尺寸(纸):35*34*78 dz10不锈钢电热蒸馏水器(普通) 产品型号:dz10 产品介绍: 整机采用优质不锈钢制作。 盘管式冷凝结构,冷却效果好,出水量大。 冷却用水回流蒸发桶内,节约水资源。放水阀可以排放桶内浓缩水,改善结垢条件。 铜质浸入式加热管,热效率高,使用寿命长。 详细参数: 适用电源:380v/50hz 功率:7.5kw 出水率:≥10l/h 包装尺寸(纸):42*38*90 d
重庆还少堂生物技术有限责任公司 质量操作标准 目的:建立不锈钢电热蒸馏水器使用、维护与保养标准操作程序 范围:不锈钢电热蒸馏水器 责任:质量检验员、仪器管理员、qc主管 内容: 文件名称不锈钢电热蒸馏水器使用、维护与保养标准操作程序页次: 1/3 文件编码 起草部门质量管理部起草人 年月日 审核人 年月日 批准人 年月日 执行日期年月日执行期限5年 颁发部门人事行政部颁发份数3份 分发部门人事行政部(1),质量管理部(2) 不锈钢电热蒸馏水器使用、维护与保养标准操作程序2/2 一、用途 本产品用电加热自来水,以蒸馏方法制取纯水,可供医疗、保健、科研、电镀及实验 室等部门使用。只要原水水质符合tj20-76生活饮用水卫生标准条件下,制得的蒸馏水水 质符合国家药典规定。 二、性能 规格:5升/小时出水量:每小时5公升
编辑推荐下载
格式:pdf
大小:8KB
页数:1P
人气:57
 4.7
4.7
不锈钢电热蒸馏水器标准操作规程 1、先将放水阀关闭。 2、开啓水源阀,使自来水从进入冷却器再从回水管入漏斗,然后注 入蒸发锅。直至水位上升到玻璃水位表中心处,待水从溢水管流出且 水位停止上升时,可暂时将水源阀关闭。 3、接通电源,等到锅内的水位已沸腾,并开始出蒸汽时,再开啓水 阀,但应注意水流不宜过大过小,一般可用手测冷却器外壳之底部 温度感到微温(约爲40℃左右),效果最佳。 4、蒸馏水出水皮管不宜过长,并切勿插入蒸馏水容器中,皮管使用 前应洗刷洁净并以蒸馏水冲洗,且应保持畅通以防止室塞蒸汽而造成 漏水溢水。 5、每次使用前应洗刷内部一次,且将存水排尽,更换新鲜水,以免 産生的水垢降低水质,影响使用效果。 6、蒸馏水器必须由专人负责操作,调换新操作人员时必须详细交待 清楚。 7、电气部分应定期检查。 8、如须维护而自行更换电热管时,接头处垫圈必须垫衬好,保证不 漏水。否则会造
格式:pdf
大小:14KB
页数:2P
人气:57
4.5
不锈钢电热蒸馏水器标准操作规程 1.操作方法: 1.1先将放水阀关闭。 1.2开啓水源阀,使自来水从进入冷却器再从回水管入漏斗,然后注入蒸发锅。直至水 位上升到玻璃水位表中心处,待水从溢水管流出且水位停止上升时,可暂时将水源 阀关闭。 1.3接通电源,等到锅内的水位已沸腾,并开始出蒸汽时,再开啓水阀,但应注意水 流不宜过大过小,一般可用手测冷却器外壳之底部温度感到微温(约爲40℃左右), 效果最佳。 1.4蒸馏水出水皮管不宜过长,并切勿插入蒸馏水容器中,皮管使用前应洗刷洁净并以 蒸馏水冲洗,且应保持畅通以防止室塞蒸汽而造成漏水溢水。 2.维护保养: 2.1每天使用前应洗刷内部一次,且将存水排尽,更换新鲜水,以免産生的水垢降低水 质,影响使用效果。 2.2水源中杂质经过蒸发将被遗留下来,特别是自来水质较差且未经过处理时,经过蒸 发后,锅内留有沈淀物,凝结在锅壁、电热管表面、冷凝外壳的
热门文档 不锈钢电热蒸馏水器操作规范
格式:pdf
大小:71KB
页数:1P
人气:57
4.6

不锈钢电热蒸馏水器使用说明(网上下载) 一、使用事项 1.在电源与水源均已安装就序后即可进行下面操作。 2.先将放水阀关闭,开启水源阀,使自来水从进水接头经冷凝器,再从回水管注入蒸发锅 内,直至水位上升到溢水器高低水位指示中间处,即关闭水源。 3.接通电源加热,当蒸发锅内水沸腾产生蒸汽,同时冷凝器上部出气小孔有少量蒸汽喷出 时,重新打开进水阀,配合观察溢水器水位,调节水源开关流量至高低水位指示中间位置为 止。此时有冷却水从溢水器排出,当蒸发锅内开始沸腾后,为了保证生产蒸馏水量,必须保 证有冷却水的供应(冷却水是蒸馏水产量的8倍左右,只有一部分从溢水器补充到蒸发锅内, 大部分从溢水器的出水口排除)。 4.蒸馏水出口用白胶管导入容器收集即可。 二、注意事项 1.制备蒸馏水所用的自来水应符合《生活饮用水卫生标准》要求。 2.在蒸发锅未注水或溢水器未排出溢水时,切勿将工作电源开关闭
格式:pdf
大小:8KB
页数:1P
人气:57
4.6
不锈钢电热重蒸馏水器操作规程 1.开启水源阀,自来水从控制阀进入冷却器,回流进溢水杯,注入 蒸发锅,重蒸馏桶内可以从溢水杯加入蒸馏水达到水位(达到溢水杯 底)。 2.当溢水杯溢水口有水流出后,打开墙上的电源开关,此时设备控 制板上“电源”指示灯亮,拨动运行开关到“开”的位置,控制板上“加热” 灯亮,以示蒸发锅开始加热。 3.如果重蒸桶内不事先加蒸馏水,那么,重蒸的“电源”、“缺水”灯 亮,以示重蒸暂不工作; 4.如果“加热”黄灯不亮,而是“缺水”红灯在亮,说明水位尚未达到 要求高度,或是水位信号传递有误。 5.等到开始出蒸馏水后(初蒸观察两桶连接管上斜口有蒸汽冒出, 重蒸可直接观察出水状态),调节进水控制阀或水源阀以获得合适的冷 却水进水量,以获得最多的蒸馏水水量。 注意事项: 1.必须先开水源阀,当溢水杯溢水口有水流出后,待再开启设备电源。 2.严禁设备开启而无人
格式:pdf
大小:142KB
页数:5P
人气:57
4.8
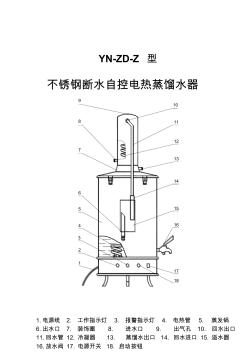
yn-zd-z型 不锈钢断水自控电热蒸馏水器 12 18 6 5 2 1 3 4 7 8 9 10 11 14 16 1.电源线2.工作指示灯3.报警指示灯4.电热管5.蒸发锅 6.出水口7.装饰圈8.进水口9.出气孔10.回水出口 11.回水管12.冷凝器13.蒸馏水出口14.回水进口15.溢水器 16.放水阀17.电源开关18.启动按钮 15 13 17 1 一、适用范围 本产品使用自来水,以电加热方式产生蒸汽冷凝制取蒸馏水,供医疗 卫生、科研及电镀行业等单位实验室使用。 二、主要参数 规格 蒸馏水产量 (l/h) 功率 (kw) 电源电压(v)蒸馏水:冷却 水 配置电热管 (kw) 5l/h54.5交流2201:8.54
格式:pdf
大小:14.2MB
页数:24P
人气:57
4.5

不锈钢电热水桶不制热维修 | 浏览:9 | 更新:2014-11-0609:15 1 2 3 4 5 6 7 分步阅读 一般电热的东西都是温控或电热管坏,这里写个开水桶的维修。 工具/原料 十字螺丝刀,万用表,扳手 方法/步骤 . 开水桶有:筒体,电源线,温控器,电热管组成。 . . . . . . 用十字螺丝刀打开桶底上的四颗螺丝 . . . . 万用表电阻档200ω,测量电源线与温控器是通路,说明没有问题。 . . . . 测量电热管电阻为无穷大,断路,已经烧坏,只能更换。 . . . 用扳手拆下电线以及固定螺丝,温控探头。拿出加热管。 . . . . 更换新的加热管。 . . . 垫好密封,扭紧螺母,紧固接线端子(这里的接线端子和以前的接线柱不 一样,用m4螺栓2个固定.)放好探头。 . . . . 万用表检查电热管电阻,检查对地电阻。 .
精华文档 不锈钢电热蒸馏水器操作规范
格式:pdf
大小:72KB
页数:7P
人气:57
4.7
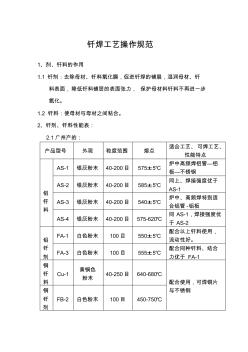
钎焊工艺操作规范 1、剂、钎料的作用 1.1钎剂:去除母材、钎料氧化膜,促进钎焊的铺展,湿润母材、钎 料表面,降低钎料铺层的表面张力,保护母材料钎料不再进一步 氧化。 1.2钎料:使母材与母材之间粘合。 2、钎剂、钎料性能表: 2.1广州产的: 产品型号外观粒度范围熔点 适合工艺、可焊工艺、 性能特点 铝 钎 料 as-1银灰粉末40-200目575±5℃ 炉中高频焊铝管—铝 板—不锈钢 as-2银灰粉末40-200目585±5℃ 同上、焊接强度优于 as-1 as-3银灰粉末40-200目540±5℃ 炉中、高频焊特别适 合铝管-铝板 as-4银灰粉末40-200目575-620℃ 同as-1,焊接强度优 于as-2 铝 钎 剂 fa-1白色粉末100目550±5℃ 配合以上钎料使用, 流动性好。 fa-3白色粉末100目555±
格式:pdf
大小:30KB
页数:7P
人气:57
4.5
不锈钢楼梯栏杆扶手制作流程 为满足市场需求,加强管理,提升工程质量,让客户满意,树立公司“人无我有, 人有我精”的宗旨,特制定不锈钢栏杆扶手制作安装规范流程如下: 一、基本要求: 1、材质:不锈钢栏杆扶手制作,常用201和304不锈钢装饰管,201不锈钢主 要用于室内,304不锈钢主要用于室外。 2、结构:主要有全不锈钢结构、玻璃不锈钢结构、木质不锈钢结构。 3、高度与间距:临空高度在24社以下时,栏杆高度不应低于1.05米,临空高 度在24米及以上时,栏杆高度不应低于1.10米;栏杆应防止攀登,垂直杆件净距 不应大于0.11米。 二、查勘现场: (1)、甲方无施工图时,根据甲方通知到现场实际查勘测量,主要内容: a、楼梯或扶手长度; b、每层楼的梯步数量; c、楼梯梯面情况(是否有贴砖、是否有预埋件等); d、栏杆与墙面结合处的墙面情况

格式:pdf
大小:280KB
页数:3P
人气:57
4.6
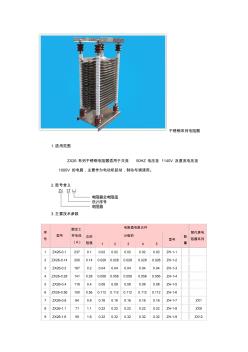
不锈钢系列电阻器 1.适用范围 zx26系列不锈钢电阻器适用于交流50hz电压至1140v及直流电压至 1000v的电路,主要作为电动机起动,制动与调速用。 2.型号含义 3.主要技术参数 序 号 型号 额定工 作电流 (a) 电阻值电阻元件 替代原电 阻器系列 总的 阻值 分级的 型号 数 量12345 1zx26-0.12370.10.020.020.020.020.02zh-1-1 2zx26-0.142000.140.0280.0280.0280.0280.028zh-1-2 3zx26-0.21670.20.040.040.040.040.04zh-1-3 4zx26-0.281410.280.0560.0560.0560.0560.056zh-1-4 5zx26-0.411
格式:pdf
大小:262KB
页数:2P
人气:57
4.6
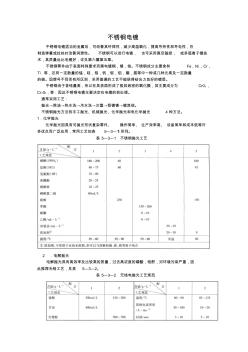
不锈钢电镀 不锈钢电镀适当的金属后,可改善其钎焊性,减少高温氧化,提高导热性和导电性,在 制造弹簧或拉丝时改善润滑性。不锈钢可以进行电镀,也可采用真空磁控,或多弧离子镀技 术,其质量远比电镀好,详见第六篇第五章。 不锈钢零件由于表面特殊要求而需电镀铜,镍,铬。不锈钢成分主要含有fe,ni,cr, ti等,还有一定数量的锰,硅,钼,钒,铌,铝,硼,氮等中一种或几种元素及一定数量 的碳。因牌号不同而有所区别,采用普通的工艺不能获得结合力良好的镀层。 不锈钢由于含铬量高,所以在其表面形成了极其致密的氧化膜,其主要成分为cr03, cr203,等:因此不锈钢电镀主要决定在电镀的前处理。 通常采用工艺: 抛光→除油→热水洗→冷水洗→兰嚣→预镀镍→镀其他。 不锈钢抛光方法有手工抛光、机械抛光、化学抛光和电化学抛光4种方法。 1
最新文档 不锈钢电热蒸馏水器操作规范
格式:pdf
大小:473KB
页数:2P
人气:57
4.5
 我操作即热式电热水器的体会
我操作即热式电热水器的体会 南平是福建省的一个地级市,因为山多难平,故称为南平。虽然地处闽北,消费潜力比不上闽南,但自2003年以来,南平房地产业蓬勃兴起,新建房屋不断拔地而起,这给即热式电热水器带来了商机,我意识到行业发展的春天来到了。

格式:pdf
大小:13KB
页数:2P
人气:57
4.4
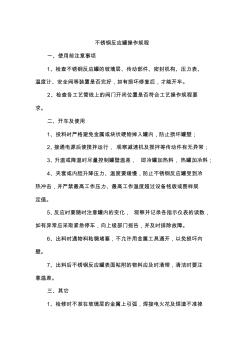
不锈钢反应罐操作规程 一、使用前注意事项 1、检查不锈钢反应罐的玻璃层、传动部件、密封机构、压力表、 温度计、安全阀等装置是否完好,如有损坏修复后,才能开车。 2、检查各工艺管线上的阀门开闭位置是否符合工艺操作规程要 求。 二、开车及使用 1、投料时严格避免金属或块状硬物掉入罐内,防止损坏罐壁; 2、接通电源后使搅拌运行,观察减速机及搅拌等传动件有无异常; 3、升温或降温时尽量控制罐壁温差,即冷罐加热料,热罐加冷料; 4、夹套或内胆升降压力、温度要缓慢,防止不锈钢反应罐受到冷 热冲击,并严禁最高工作压力、最高工作温度超过设备铭版或图样规 定值。 5、反应时要随时注意罐内的变化,观察并记录各指示仪表的读数, 如有异常应采取紧急停车,向上级部门报告,并及时排除故障。 6、出料时遇物料粘稠堵塞,不允许用金属工具通开,以免损坏内 壁。 7、出料后不锈钢反应罐表面粘附的物料应及时清理,清洁时要
格式:pdf
大小:64KB
页数:1P
人气:57
4.7

品牌:武汉志飞材质:202/304外形尺寸:1000-2200×500-1000×800(mm) 工作台类型:不锈钢工作台样品或现货:现货是否库存:是 是否批发:否类型:工作台加工定制:是 本公司生产的不锈钢操作台是根据使用现场的要求来配置不锈钢的材料;表面拉丝处理,档次高雅,尤其 是使用环境比较特殊的地方,不会有外观锈蚀问题;结构合理,配置豪华,符合人体工学原理,并充分考 虑用户现场要求;采用优质的结构设计,确保每个转折部分弧度完美,使产品外观更具有美观性。 不锈钢操作台 材质:202,304 规格:1000-2000×500-1000×h800mm 不锈钢工作台适用于医药,食品,包装,酒店等行业。
格式:pdf
大小:321KB
页数:2P
人气:57
4.7
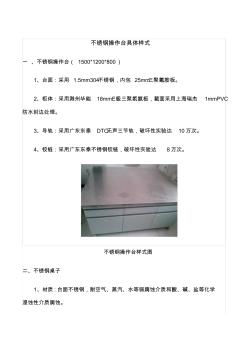
不锈钢操作台具体样式 一、不锈钢操作台(1500*1200*800) 1、台面:采用1.5mm304不锈钢,内包25mm三聚氰胺板。 2、柜体:采用滁州华能18mme1级三聚氢氨板,截面采用上海瑞杰1mmpvc 防水封边处理。 3、导轨:采用广东东泰dtc无声三节轨,破坏性实验达10万次。 4、铰链:采用广东东泰不锈钢铰链,破坏性实验达8万次。 不锈钢操作台样式图 二、不锈钢桌子 1、材质:台面不锈钢,耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学 浸蚀性介质腐蚀。 2、不锈钢类型:304型号不锈钢 3、台面:1.5mm厚度的不锈钢板材 4、支架材质:不锈钢。能支撑重量:120kg。 不锈钢桌样式图
格式:pdf
大小:319KB
页数:34P
人气:57
4.6
营口成和管业有限公司生产工艺操作规程 第1页共34页 生产工艺操作规程 受控状态: 文件编号: 营口成和管业有限公司生产工艺操作规程 第2页共34页 目录 一目的 二适用范围 三职责 四工艺流程 五生产工业操作规程 1.板材下料工业操作规程 2.刨边工业操作规程 3.折弯操作规程 4.卷圆工艺操作规程 5.整形预焊工艺操作规程 6.环缝对接工业操作规程 7.等离子焊接工艺操作规程 8.埋弧焊工艺操作规程 9.焊补工艺操作规程 10.固溶处理操作规程 11.焊剂烘干操作规程 12.精整工艺操作规程 13.平头、坡口工艺操作规程 14.酸洗工艺操作规程 15.制管机组工艺操作规程 营口成和管业有限公司生产工艺操作规程 第3页共34页 一、目的 制定并实施工艺操作规程,使生产过程处于受控状态,生产 满足顾客需求的产品。 二、适用
格式:pdf
大小:104KB
页数:3P
人气:57
4.4
不锈钢基片厚膜电热元件及其应用 不锈钢基片厚膜电热元件(简称厚膜电热元件)可广泛应用在科研教学仪器、各类工业、商业与家用电器电加热等领域。本文介绍了不锈钢基片厚膜电热元件材料选择、设计方法、效能分析和产品应用。
格式:pdf
大小:50KB
页数:1P
人气:57
4.8
正确选用不锈钢电水壶 有一项抽检发现,市场上出售55%的不锈钢水壶都使用非食品级的“高锰钢”,长期使用有可能会损害神经系统。
格式:pdf
大小:34KB
页数:5P
人气:57
4.6
. . 下料工序 1、多头下料 南边机器:0#割嘴2mm切割余量 北边机器:2#割嘴3mm切割余量 5~10mm切割边余料(防止边缘受热不均而变形) (1)审图; (2)选择正确的板型(材质、厚度); (3)天车吊钢板上切割平台,保证板边与切割机轨道平行; (4)确定切割嘴的间距(加切割余量),调整割嘴高度; (5)起始端预热,开始切割,根据钢板厚度调整切割速度. 2、变截面腹板下料 工具:盒尺、钢米尺、圆珠笔、石笔、半自动切割机、墨斗 (1)审图; (2)在放样纸上画出变截面腹板两端的角度样板,按线裁下样板;(3)将样板平铺于钢板两 端用石笔确定腹板长度方向上下两端点; (4)用墨斗弹出腹板长度方向上的切割线,用米尺画出宽度方向的斜线; (5)将切割机轨道平行铺于切割线的一侧,轨道边儿距切割线距离100mm; (6)将切割机放在轨道上,调
文辑创建者
我要分享 >
职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐