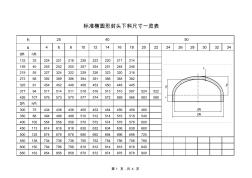
标准椭圆封头尺寸
2025-04-13
标准椭圆封头尺寸 公称直径 DN mm 曲面高度 h1 mm 直边高度 h2 mm 内表面积 A m2 容积 V m3 300 75 25 0.121 0.00530 (350) 88 25 0.160 0.00802 400 100 25 0.204 0.0115 40 0.223 0.0134 (450) 112 25 0.254 0.0158 40 0.275 0.0183 500 125 25 0.309 0.0213 40 0.333 0.0242 50 0.349 0.0262 (550) 137 25 0.370 0.0277 40 0.396 0.0313 50 0.413 0.0336 600 150 25 0.436 0.0352 40 0.464 0.0396 50 0.483 0.0425 (650) 162 25 0.5


46810121416182022242628303234 d外h外 13333224221218226223220217214 15940255252250257254251248246 21955327324322329326323320318 27368392389386394391388385382 32581454452449456453450448445 37794517514511518516513510507524522 426107576573570577574572569566583580 d内h内 30075434436438450452454456458480 35088494
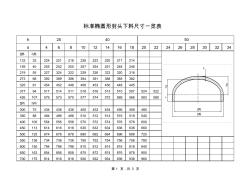
46810121416182022242628303234 d外h外 13333224221218226223220217214 15940255252250257254251248246 21955327324322329326323320318 27368392389386394391388385382 32581454452449456453450448445 37794517514511518516513510507524522 426107576573570577574572569566583580 d内h内 30075434436438450452454456458480 35088494
编辑推荐下载
格式:pdf
大小:77KB
页数:4P
人气:90
 4.3
4.3

封头下料尺寸表 直边高度25落料尺寸直边高度40落料尺寸 内径dg 曲面 高度壁厚3~8毫米壁厚10~16毫米 10025190 15037.5236263 20050300330 25062.5355385 30075420450 35087.5480510 400100543573 450112.5615645 500125685715 550137.5732762 600150795830 直边高度25落料尺寸直边高度40落料尺寸内径 dg 曲面 高度3456810121416 650163873873873873873910910910910 700175920920920920930950
格式:pdf
大小:60KB
页数:11P
人气:90
4.4
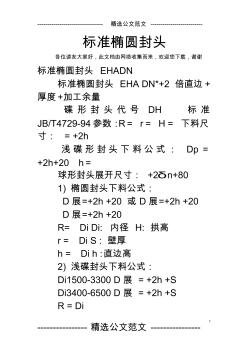
---------------------------------精选公文范文-------------------------- ----------------精选公文范文---------------- 1 标准椭圆封头 各位读友大家好,此文档由网络收集而来,欢迎您下载,谢谢 标准椭圆封头ehadn 标准椭圆封头ehadn*+2倍直边+ 厚度+加工余量 碟形封头代号dh标准 jb/t4729-94参数:r=r=h=下料尺 寸:=+2h 浅碟形封头下料公式:dp= +2h+20h= 球形封头展开尺寸:+2δn+80 1)椭圆封头下料公式: d展=+2h+20或d展=+2h+20 d展=+2h+20 r=didi:内径h:拱高 r=dis:壁厚 h=dih:直边高 2)浅碟封头下料公式
热门文档 标准椭圆封头尺寸
格式:pdf
大小:106KB
页数:4P
人气:90
4.6
46810121416182022242628303234 d外h外 13333224221218226223220217214 15940255252250257254251248246 21955327324322329326323320318 27368392389386394391388385382 32581454452449456453450448445 37794517514511518516513510507524522 426107576573570577574572569566583580 d内h内 30075434436438450452454456458480 35088494
格式:pdf
大小:38KB
页数:2P
人气:90
4.8
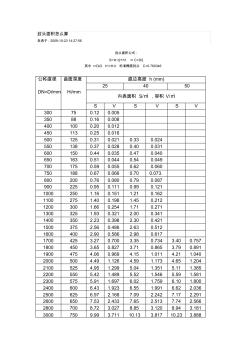
封头面积怎么算 发表于:2009-10-2314:27:56 封头面积公式: s=πr[r+h1×c+2h] 其中r=di/2h1=h-h标准椭圆封头c=0.760346 公称直径 dn=di/mm 曲面深度 hi/mm 直边高度h(mm) 254050 内表面积s/m2,容积v/m3 svsvsv 300750.120.005 350880.160.008 4001000.200.012 4501130.250.016 5001250.310.0210.330.024 5501380.370.0280.400.031 6001500.440.0350.470.040 6501630.510.0440.540.049 7001750.590.055
格式:pdf
大小:158KB
页数:2P
人气:90
4.4
 椭圆封头保温蒙皮的制作
椭圆封头保温蒙皮的制作 秦皇岛烟草机械有限责任公司是国家烟草机械定点生产企业之一,主要生产烟丝处理段的各种产品。应用膨胀烟丝是实现卷烟降焦的最佳措施之一,烟丝填充值
格式:pdf
大小:525KB
页数:3P
人气:90
4.4
不锈钢椭圆封头热压制裂纹分析 热压制是压力容器封头制造中常见的工艺之一。对不锈钢椭圆封头,其压制工艺过程特殊。通过一次质量事故分析,提出了不锈钢椭圆封头热压制过程中影响裂纹形成的因素。
格式:pdf
大小:323KB
页数:10P
人气:90
4.8

碳素钢高合金钢 ﹍32.8 443.8 ﹍54.8 665.8 ﹍76.8 887.8 ﹍98.9 ﹍33.7 445.0 ﹍56.3 667.6 ﹍78.9 8810.3 ﹍911.6 ﹍34.8 446.4 ﹍58.0 669.7 ﹍711.4 8813.1 ﹍914.8 101018.0 121221.9 141425.8 161629.8 ﹍35.9 447.9 ﹍510.0 6612.0 ﹍714.1 8816.2 ﹍918.3 101022.1 121226.8 141431.6 161636.4 181841.4 ﹍37.2 449.6 ﹍512.1 6614.6 ﹍717.1 8819.6 ﹍922
精华文档 标准椭圆封头尺寸
格式:pdf
大小:32KB
页数:2P
人气:90
4.3
大型椭圆封头瓣组焊工艺方法 采用工装胎具和合理安排焊接工序,解决大型容器的薄壁奥氏体不锈钢椭圆封头的组焊问题。
格式:pdf
大小:717KB
页数:8P
人气:90
4.8
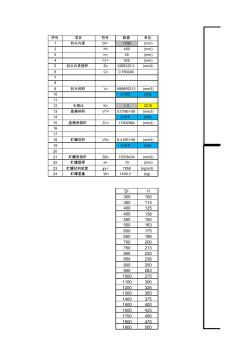
序号项目符号数值单位 1封头内径di=1700(mm) 2h=450(mm) 3h=25(mm) 4h1=425(mm) 5封头内表面积s=3266235.3(mm2) 6c=0.760346 7 8 9封头体积v=699855213(mm3) 100.700(m3) 11 12长径比k=1.32210 13直桶体积v1=5.016e+09(mm3) 145.016(m3) 15直桶表面积s1=11802964(mm2) 16 17 18贮罐体积v0=6.416e+09(mm3) 196.416(m3) 20 21贮罐表面积s0=18335434(mm2) 22贮罐壁厚e=10(mm) 23贮罐材料密度ρ=7850(kg/m3) 24贮罐重量w=1439.3(k
格式:pdf
大小:317KB
页数:2P
人气:90
4.5
大型双面复合板椭圆封头冲压工艺 根据eha4120双面复合板椭圆封头的冲压实际经验,分析探讨了此种封头在压制过程中外表面复合层产生裂纹的原因,通过改进压制工艺,成功地完成了封头的压制任务。
格式:pdf
大小:105KB
页数:1P
人气:90
4.6
运用DCL对话框在AutoCAD中绘制椭圆封头 基于autocad的开放式开发平台,与内嵌的编程工具autolisp语言相结合,开发直观可视的dcl对话框程序,提高了利用autocad绘制化工设备标准件的效率。
格式:pdf
大小:249KB
页数:4P
人气:90
4.6
椭圆封头径向多接管强度有限元分析 对椭圆封头径向多接管结构进行了有限元强度分析。在评定应力强度时采用设计压力载荷进行分析,在分析疲劳强度时采用疲劳应力幅进行分析,在此基础上运用疲劳累积损伤理论得出该结构满足疲劳设计要求的结论。通过算例详细介绍了该分析方法的实施过程。
最新文档 标准椭圆封头尺寸
格式:pdf
大小:137KB
页数:2P
人气:90
4.7
钢制压力容器椭圆封头的加工 冲压是通过模具对板料施加外力,使之产生塑性变形或分离,从而获得一定尺寸,形状和性能的零件的加工方法。冲压加工的应用范围很广,不仅能制造很小的仪表零件,也能制造如汽车大梁等大型零件;不仅能制造一般精度和形状的零件,而且也能制造精密且复杂形状的零件。冲压件在形状和尺寸精度方面互换性较好,可以满足一般的装配使用要求,并且经过塑性变形,金属的内部组织得到改善,机械强度有所提高,具有重量轻,刚度好,精度高和外表光滑美观等特点。这种加工方法,在加工压力容器的配件上应用甚广。
格式:pdf
大小:962KB
页数:5P
人气:90
4.7
基于ANSYS的椭圆封头接管结构的安全评定 目的对椭圆封头接管结构进行安全评定,并给出改进结构。方法采用材料力学方法计算结构的附加载荷;采用有限元方法建立结构应力计算模型,应用ansys软件进行计算;根据应力分类概念和分析设计原理进行安全评定。结果得到了结构所受的附加载荷和接管区的详尽应力场,给出了强度评定结果。结论原结构设计不能满足强度要求,需改进。
格式:pdf
大小:986KB
页数:3P
人气:90
4.4
椭圆封头开孔接管局部应力分析 本文运用有限元分析方法,对椭圆封头开孔接管结构的局部应力进行了分析,以弹性应力分析和塑性失效准则、弹塑性失效准则为基础,真实准确地对该局部的应力强度进行了安全评定。
格式:pdf
大小:1.4MB
页数:6P
人气:90
4.3
复杂载荷作用下的椭圆封头-接管连接加强结构设计 在对椭圆封头上接管载荷状态分析的基础上,对椭圆封头和接管的连接加强结构提出了几种结构设计方案;然后对所有设计的几种连接加强结构,应用有限元方法建立计算模型,应用ansys软件进行了应力计算,得到了几种连接加强结构的详尽应力场;在对应力计算结果分析的基础上,对所设计的几种结构,从结构的强度、材料的节省以及加工制造的难易等几方面进行了综合的分析和对比,最终给出了一个安全、经济和制作简便的封头-接管连接加强结构。
格式:pdf
大小:593KB
页数:5P
人气:90
4.3
带平齐接管的椭圆封头大开孔边界效应理论与实验研究 本文在文献[1]的基础上用薄壳理论分析了椭圆封头上大开孔平齐接管边界效应问题,用实验数据进行了验证。验证结果表明,除了焊缝区之外,本文提出的计算理论是可靠的。
格式:pdf
大小:102KB
页数:3P
人气:90
4.4
标准椭圆封头强度设计中参数的选择 针对标准椭圆封头强度计算中几个参数选取的常见问题,从实际,理论上加以分析,提出了自己的看法。
格式:pdf
大小:420KB
页数:未知
人气:90
4.4
标准椭圆封头强度设计中参数的选取 针对标准椭圆封头强度计算中几个参数选取的常见问题,从实际、理论上加以分析,提出了自己的看法
格式:pdf
大小:362KB
页数:3P
人气:90
4.6
内压标准椭圆封头壁厚冲压减薄量的研究 通过对内压标准椭圆封头冲压成型后的实际壁厚进行测量,同时参考相关行业标准对相应各点进行应力分析,合理解决了选择内压标准椭圆封头壁厚冲压减薄量的问题。
格式:pdf
大小:351KB
页数:5P
人气:90
4.7
大型厚壁椭圆封头多次热冲压成形分析 采用有限元法对大型厚壁椭圆封头的一次和多次热冲压成形工艺进行数值模拟。对比分析厚壁封头在两种成形工艺下的压机成形载荷和封头成形壁厚的差异,并研究不同凹模直径对封头多次成形载荷和壁厚的影响。研究结果表明,多次热冲压可以有效地降低封头的成形载荷60%左右。多次热冲压封头壁厚比一次成形稍有减薄,但最大减薄率为5.9%,在合理要求范围内。通过与相近规格封头进行实验对比,壁厚分布规律相一致,因此能够达到较好地预测成形的目的。
文辑创建者
我要分享 >
职位:岩土加一级结构师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐