城市输水用304不锈钢复合管环焊焊接工艺
2025-01-23
不锈钢复合管内侧为具有耐腐蚀性能的不锈钢,外侧为具有一定强度的碳钢,成为新一代环保型输水管.为了研究8 mm+2 mm厚城市输水用Q235B+304不锈钢复合钢管的环焊焊接工艺,试验选用合理的焊接材料及坡口形式等,获得了复合板与复合板、复合板与碳钢板的焊接接头.通过拉伸、冲击、弯曲试验评价两种焊接接头的力学性能;通过检测接头不锈钢焊道化学成分,评估复合管焊接接头内侧不锈钢焊道的耐晶间腐蚀性能.结果表明,所采用的焊接工艺获得的接头力学性能满足技术要求且富余量较大,复合管接头不锈钢焊缝获得了A+(5%~10%)δ组织,耐晶间腐蚀性能优异.

 20+304不锈钢复合管的焊接
20+304不锈钢复合管的焊接 不锈钢复合管的焊接属于典型的异种钢接头,施焊过程中和焊后易产生各种缺陷.结合工程实例.从焊材选用、焊接工艺参数确定等方面介绍了适用于20+304材质不锈钢复合管的焊接工艺,并通过试件的力学性能试验进行了工艺评定,同时,对20+304不锈钢复合管焊接中易产生的缺陷进行了原因分析并提出了相应的控制措施。
内衬不锈钢复合管焊接工艺的改进
编辑推荐下载
格式:pdf
大小:39KB
页数:1P
人气:97
 4.6
4.6
内衬不锈钢复合管焊接工艺的改进 内衬不锈钢复合钢管执行城镇建设行业标准cj/t192-2004,是在钢管内壁复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、输天然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的升级换代的理想产品。现就接头的处理和焊接进行较深入研究,并佐以全面的理化和机械性能试验验证改进的合理性,得出了相应的、可行的结论。
热门文档 城市输水用304不锈钢复合管环焊焊接工艺
格式:pdf
大小:23KB
页数:3P
人气:97
4.6
不锈钢复合管的焊接 作者梁阳军 关键词:不锈钢复合板,焊接 摘要:在石油、化工、食品、医药、原子能等工业,以及建筑、车辆、厨具、家用电器 等与日常生活息息相关的行业,不锈钢复合管(板)材得到了极其广泛的应用。这种双金属 复合钢管大大提高了管路在输水、输油、输气等介质过程中的耐腐蚀性能,且具有减少通过 介质的污染,内表面光滑,减小流体阻力的作用,又保留了钢管机械强度。克服了镀锌管易 腐蚀,塑料热熔管易老化且强度低等缺点,但是该类钢管在焊接中存在一些影响接头质量的因素, 所以本文就不锈钢复合管接头的处理和焊接进行较深入研究。 一、背景 在石油,化工开发过程中,腐蚀是从始至终存在的严重问题,它不仅会造成巨大的经济 损失,而且可能给人们的安全、健康危害。例如:许多油气井的油层埋藏深、压力高、气候 土壤条件恶劣,生产井的产出水具有高氯离子含量、高矿化度、高co2含量、低p
格式:pdf
大小:615KB
页数:3P
人气:97
4.4
内衬不锈钢复合管焊接 本文重点介绍了内衬不锈钢复合管的焊接操作方法,在今后同类工程施工中具有可操作借鉴性。
格式:pdf
大小:202KB
页数:未知
人气:97
4.3
浅谈20R+316L不锈钢复合管的焊接工艺 针对中国石化集团公司川东北普光气田开发高含硫天然气的实际情况,重点对气田集输工程集气末站使用的20r+316l不锈钢复合管焊接工艺进行了探讨。
精华文档 城市输水用304不锈钢复合管环焊焊接工艺
格式:pdf
大小:29KB
页数:4P
人气:97
4.5
不锈钢复合管、内衬不锈钢复合管资料来源:百度百科参考网站:内衬不锈钢复合管 内衬不锈钢复合管 内衬不锈钢复合钢管执行城镇建设行业标准cj/t192-2004,是在钢管内壁复合薄壁不锈钢 管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、输天然气、输油过程中的 耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹 连接,密封性好的优点,克服了镀锌钢管易腐蚀,采用热熔连接的塑料管易漏水和老化的缺 陷,是输气、输水、输油钢管的升级换代的理想产品。 内衬不锈钢复合管 百科名片 内衬不锈钢复合钢管执行城镇建设行业标准cj/t192-2004,是在钢管内壁复合薄壁不锈钢 管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、输天然气、输油过程中的 耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹 连接,密封性

格式:pdf
大小:124KB
页数:12P
人气:97
4.5
不锈钢复合钢管 文献综述 1不锈钢复合钢管 不锈钢复合钢是一种以碳钢或低铬钼合金钢(珠光体钢)为基体、以高合金 不锈钢为复层材料,通过堆焊、爆炸复合和热轧复合等工艺手段将两种金属结合 在一起的高效节能材料。基层材料承担着管道的承压作用,质量占钢管总质量的 大部分;复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料,厚度通 常为3mm。不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合 金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管,既具有基层材料 钢管的强度和刚度,又具有复层材料良好的耐腐蚀性能,非常适合石油化工装置 耐高温、抗腐蚀的要求,如常减压装置的常压侧线柴油管道、常压转油线及减压 转油线等场合,在催化裂化和延迟焦化等装置也有广泛的应用。不锈钢复合钢作 为一种新型的材料被广泛应用于石油、化工等行业用于取代全不锈钢。由于两种 钢材的不
格式:pdf
大小:520KB
页数:4P
人气:97
4.4
常减压装置不锈钢复合管的焊接 在不锈钢复合管的焊接过程中,存在着碳钢基层与不锈钢复层的互熔问题,为了克服传统焊接工艺的不足,结合工程实例,从焊材选用、焊接工艺参数以及工程施工质量和效果等方面介绍了适用于不锈钢复合管的堆焊方法。
格式:pdf
大小:9KB
页数:1P
人气:97
4.6
天津金桥焊材集团有限公司www.***.*** 304不锈钢焊接 一、概述 304不锈钢(0cr18ni9,aisi304,sus304)是在最初发明的18-8型铬镍奥氏体不锈钢的 基础上发展演变的钢种,是不锈钢的主体钢种,其产量占不锈钢总产量的30%以上。它具 有良好的冷、热加工性能、无磁性和好的低温性能;耐高温方面也比较好,一般使用温度极 限小于650℃。304型不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化 性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀 性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力,以及大气、水、蒸汽中耐 蚀性亦佳。 304不锈钢的良好性能,使其成为应用量最大、使用范围最广的不锈钢牌号,此钢适于 制造深冲成型的部件以及输送腐蚀介质管道、容器,
最新文档 城市输水用304不锈钢复合管环焊焊接工艺
格式:pdf
大小:2.3MB
页数:4P
人气:97
4.6
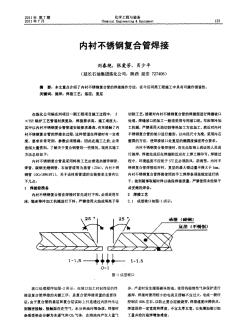
内衬不锈钢复合管焊接技术的研究及应用 主要介绍了将基层20钢+复层0gr19ni9不锈钢复合管应用于管路焊接制作,同时介绍了复合管的自身特点,探讨复合管之间焊接的工艺措施以及生产实际中的焊接技术.
格式:pdf
大小:74KB
页数:7P
人气:97
4.5
大连凯飞化学股份有限公司-年产7500吨醋 酸异丁酯(ibac)改建项目不锈钢管道 焊接工艺 304(06cr18ni9) 编制王甲安 审批战音军 施工单位:大连吉泰建筑安装工程有限公司 2014年08月10日 1 不锈钢管道焊接工艺 1技术特征 1.1材质规格:304(相当于06cr18ni9) 1.2工作介质:异丁醇、异丁酯、酸性废水、釜残 1.3设计压力:异丁醇(0.09mpa、0.45mpa)、异丁酯(0.09mpa、 0.50mpa)、酸性废水(0.09mpa)、釜残(0.09mpa) 1.4工作压力:异丁醇(0.07mpa、0.30mpa)、异丁酯(0.07mpa、 0.40mpa)、酸性废水(0.07mpa)、釜残(0.07mpa) 1.5试验压力:设计压力的1.5倍 2本工程编制依据
格式:pdf
大小:79KB
页数:8P
人气:97
4.3
大连凯飞化学股份有限公司-年产7500吨醋 酸异丁酯(ibac)改建项目不锈钢管道 焊接工艺 304(06cr18ni9) 编制王甲安 审批战音军 施工单位:大连吉泰建筑安装工程有限公司 2014年08月10日 。 -可编辑修改- 不锈钢管道焊接工艺 1技术特征 1.1材质规格:304(相当于06cr18ni9) 1.2工作介质:异丁醇、异丁酯、酸性废水、釜残 1.3设计压力:异丁醇(0.09mpa、0.45mpa)、异丁酯(0.09mpa、 0.50mpa)、酸性废水(0.09mpa)、釜残(0.09mpa) 1.4工作压力:异丁醇(0.07mpa、0.30mpa)、异丁酯(0.07mpa、 0.40mpa)、酸性废水(0.07mpa)、釜残(0.07mpa) 1.5试验压力:设计压力的1.5倍 2
格式:pdf
大小:14KB
页数:8P
人气:97
4.7
内衬不锈钢复合管焊接技术的研究及应用 卢忠华晏宏学【摘要】主要介绍了将基层20钢+复层 0gr19ni9不锈钢复合管应用于管路焊接制作,同时介绍了 复合管的自身特点,探讨复合管之间焊接的工艺措施以及生 产实际中的焊接技术。关键词:基层;复层;复合管;焊 接工艺1.概述本公司主要生产大型船用柴油机,柴油机总 装完成后需要进行试车,以检验整体的性能。每个试车台位 需要配套试车管路,管子内壁腐蚀是自始至终存在的严重问 题。在不影响管子承压的情况下,综合经济性、实用性、功 能性考虑,选择了内衬不锈钢复合管。由于复合管的特殊性, 属于双层金属焊接,焊接工作比单层钢板复杂得多,所以制 定合理有效的焊接工艺是关键。2.复合管性能分析内衬不 锈钢复合管由基层和复层组成,基层为20钢的碳钢管,复 层为0gr19ni9的不锈钢管。通过在不锈钢复管内壁施加高 压,使其与基管
格式:pdf
大小:175KB
页数:1P
人气:97
4.6
《装饰用焊接不锈钢管》、《不锈钢复合管》国家标准通过审定 《装饰用焊接不锈钢管》、《不锈钢复合管》国家标准通过审定
格式:pdf
大小:125KB
页数:6P
人气:97
4.8
柔性管304不锈钢焊接工艺评定报告 编号:编号有公司确定 编制: 焊接责任 技术人员: 批准: 单位: 日期:年月日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共页第页 工程(产品)名称304不锈钢评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 《锅炉及压力容器焊接、钎接 和粘接评定规范》(asme ⅸ) 试样焊接单位河北恒安泰油管有限公司施焊日期 焊工资格代号级别 母材钢号规格供货状态调质生产厂家 化学成分和力学性能 c (%) mn (%) si (%) cr (%) ni (%) s
格式:pdf
大小:539KB
页数:4P
人气:97
4.6
不锈钢复合管生产工艺与设备 对采用拉拔复合法生产不锈钢复合管的工艺与设备进行了介绍.采用模角10°-15°,减径量小于8倍壁厚及自制润滑剂,可解决拉拔复合法生产中减径失稳与润滑问题.对生产不锈钢复合管的“拉拔复合法”与“包覆焊接法”的优缺点及技术经济指标进行了比较.
格式:pdf
大小:70KB
页数:7P
人气:97
4.7

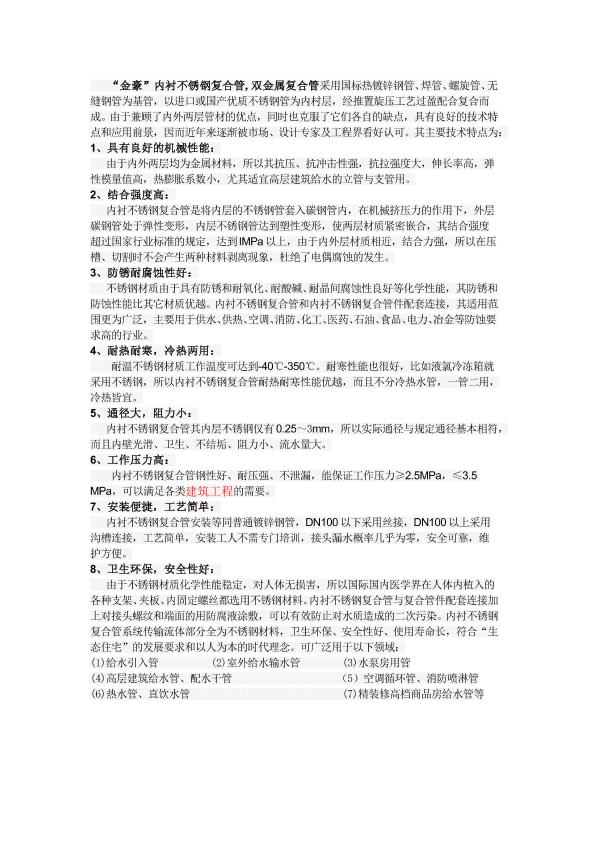
华阳牌内衬不锈钢管介绍 一、“华阳牌”牌内衬不锈钢复合管采用国标热镀锌钢管、焊管、螺旋管、无缝钢管为 基管,以进口或国产优质不锈钢管为内衬层,经滚压复合而成。由于兼顾了内外两层管 材的优点,同时也克服了它们各自的缺点,具有良好的技术特点和应用前景,因而近年 来逐渐被市场、设计专家及工程界看好认可。其主要技术特点为: 1、具有良好的机械性能: 由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性 模量值高,热膨胀系数小,尤其适宜高层建筑给水的立管与支管用。 2、结合强度高: 内衬不锈钢复合管是将内层的不锈钢管套入碳钢管内,在机械挤压力的作用下,外层碳 钢管处于弹性变形,内层不锈钢管达到塑性变形,使两层材质紧密嵌合,其结合强度超 过国家行业标准的规定,达到1mpa以上,由于内外层材质相近,结合力强,所以在压 槽、切割时不会产生两种材料剥离现象,杜绝
文辑创建者
我要分享 >
职位:高级项目管理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐