大规格硬质合金平面拉刀刀片裂纹及断裂改进
2024-06-05
加工柴油机连杆的平面拉刀(见图1)由精切齿和校准齿组成,其中精切齿由前后齿相互交错的5段硬质合金刀片焊接而成,校准齿采用整条硬质合金刀片焊接而成。其特点和要求有:拉刀齿距小,相邻两齿之间的间距非常小,刀片长度大(160mm),故此焊接难度大;拉刀宽度大(160mm),承受的拉削力也非常大,因此在使用过程中,必须保证拉刀焊接面有足够的强度,以防掉片。

 带钢铣边机用硬质合金刀片的优化
带钢铣边机用硬质合金刀片的优化 1引言螺旋焊管生产厂制管所用的带钢原料是两侧为毛边的毛板,为了保证钢管质量,首先需要将带钢展开成平板后进行去边加工,去掉带钢两侧的不直边
编辑推荐下载
格式:pdf
大小:171KB
页数:7P
人气:63
 4.5
4.5
硬质合金的研究和应用 thestudiesandapplicationsofcementedcarbide 作者:何梓秋机械类创新实验班3112010441 内容摘要:硬质合金由于具有高硬度,高抗压强度,高热硬性以及高耐磨性,高 耐腐蚀性,常用于制造切削工具和耐磨零部件。广泛应用于军工、航天航空、机 械加工、冶金等领域。本文将通过新型硬质合金的研发和硬质合金制造工艺的进 步两条路径对硬质合金的研究进行介绍。再结合各种硬质合金的特性,介绍其具 体的应用。 abstract:becausecementedcarbidehashighhardness,highcompressive strength,highabrasiveresistanceandhighcorrosionresistance,itis alwaysused
格式:pdf
大小:263KB
页数:4P
人气:63
4.5
刀片可转位机卡式硬质合金齿圆锯片的设计开发 以锯片的实际锯切工况为背景,为满足高钢级工件的锯切要求,在现有硬质合金锯片的基础上,开发了刀片可转位机卡式硬质合金齿圆锯片。锯片的片体通过特殊加工工艺加工出带有斜面的齿座或者通过增加垫片的方式形成锯齿的部分角度,刀片设计成四面刃的结构,并且进行涂层处理,二者通过机卡的方式连接,可解决高等级钢的锯切困难的问题。
热门文档 大规格硬质合金平面拉刀刀片裂纹及断裂改进
格式:pdf
大小:141KB
页数:1P
人气:63
4.4
硬质合金钻头制造工艺的改进 某铸造厂购买我厂生产的牌号为yc8的一批a122a型刀片。刀片尺寸如图所示。该厂用此刀片制成硬质合金钻头,用于加工铸铁管。其工艺是用氧乙炔焰加热,将刀片钎焊在45钢刀体的半封闭槽形内,然后在简易设备上磨去如图所示的阴影部分,制成钻头。
格式:pdf
大小:523KB
页数:4P
人气:63
4.6
硬质合金刀片刃口钝化方法的试验研究 为了改善硬质合金刀片刃口钝化的质量,克服现有钝化方法的不足,根据磨料水射流作用下材料去除理论,分析磨料水射流对硬质合金刀片刃口钝化的材料去除机理,提出了运用磨料水射流对硬质合金刀片刃口进行钝化的新方法,并通过理论分析和试验验证该方法的可行性。该方法的运用能提高硬质合金刀具的效率、质量和寿命,确保刀片钝化参数的一致性。
格式:pdf
大小:67KB
页数:4P
人气:63
4.5
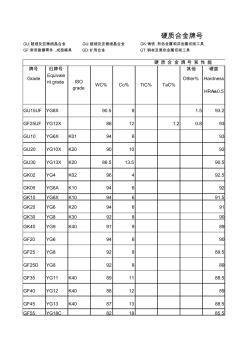
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg
格式:pdf
大小:2.4MB
页数:4P
人气:63
4.6
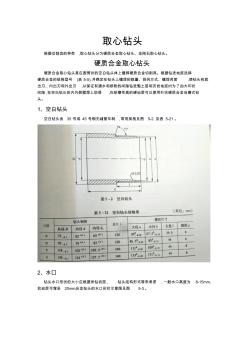
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
格式:pdf
大小:42KB
页数:4P
人气:63
4.6
wc硬质合金的属性 常用的硬质合金以wc为主要成分,根据是否加入其它碳化物而分为以下几类: 1、钨钴类(wc+co)硬质合金(yg) 它由wc和co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差, 主要用于加工铸铁和有色金属。细晶粒的yg类硬质合金(如yg3x、yg6x),在含钴 量相同时,其硬度耐磨性比yg3、yg6高,强度和韧性稍差,适用于加工硬铸铁、奥氏 体不锈钢、耐热合金、硬青铜等。 2、钨钛钴类(wc+tic+co)硬质合金(yt) 由于tic的硬度和熔点均比wc高,所以和yg相比,其硬度、耐磨性、红硬性增大, 粘结温度高,抗氧化能力强,而且在高温下会生成tio2,可减少粘结。但导热性能较差, 抗弯强度低,所以它适用于加工钢材等韧性材料。 3、钨钽钴类(wc+tac+co)硬质合金(ya) 在
精华文档 大规格硬质合金平面拉刀刀片裂纹及断裂改进
格式:pdf
大小:129KB
页数:1P
人气:63
4.6
硬质合金喷砂嘴 喷砂用的喷砂嘴,目前大多数工厂都采用钢制的,少数工厂采用陶瓷制的。但这两种喷砂嘴使用寿命一般都较短,很不理想。我厂原是采用t10a钢制喷砂嘴,经下料、车、热处理、氧化后就可安装使用。热处理后的硬度在hrc60~64之间,每件造价2.4元,使用寿命3~4小时,由于在高速砂流的作用下,内孔逐渐磨损变大或成喇叭口而不能
格式:pdf
大小:36KB
页数:5P
人气:63
4.4
常用的硬质合金 ①钨钴类硬质合金(yg)它由碳化钨和钴构成。其硬度为 89~91.5hra,耐热性为800~900℃,主要用于加工铸铁、 有色金属及其合金,以及非金属材料和含钛的不锈钢等工件 材料。常用的牌号有yg3、yg6、yg8等,g后面的数字为co 的百分含量。硬质合金中含钴量越多,韧性越好,适合于 粗加工,含钴量少者用于精加工。 ②钨钛钴类硬质合金(yt)它是由碳化钨、碳化钛和钴 构成,其硬度为89.5~92.5hra,耐热性为900~1000℃。 常用的牌号有yt5、yt14、yt15、yt30,t后面的数字为tic 的百分含量。当tic的含量较多、co的含量较少时,硬度和 耐磨性提高,但抗弯强度有所下降。主要用于加工塑性材 料,(如a3钢、20号钢、45号钢等)但它不适合加工含ti 元素的不锈钢,因为两者的ti

格式:pdf
大小:92KB
页数:4P
人气:63
4.5
硬质合金常用牌号及用途介绍 牌号/相当标准iso/物理机械性能(min):抗弯强度n/mm2;硬度hra/用途。 1、yg3x/k01/1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精 加工。 2、yg6/k20/1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半 精加工和精加工。 3、yg6x/k15/1800;92.0/适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削 断面高速精加工、半精加工。 4、yg6a/k10/1800;92.0/适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断 面高速精加工。 5、yg8/k30/2200;90.0/适于铸铁、有色金属及合金、非金属材料低速粗加工。 6、yg8n/k30/2100;90.5/适于铸铁、白口铸铁、
最新文档 大规格硬质合金平面拉刀刀片裂纹及断裂改进
格式:pdf
大小:247KB
页数:2P
人气:63
4.6
浅孔凿岩十字形硬质合金钎头的改进 在依靠提高凿岩设备能力指标来强化凿岩作业的同时,必须还要考虑凿岩工具的强度特性。通过多年来对型钎头使用情况的观察发现,这种钎头出现故障主要是由于钎头体脱落、硬质合金片破坏或掉入孔内所致。对该型钎头故障所作的分析表明,由于钎头体、硬质合金片或钎头体上的镶嵌槽在厚度和锥度尺寸上有所不同,以及形状上的偏差,而使钎头上焊缝厚度变化范围很大。例如,在用薄壁钢管经模锻制造钎头体时,
格式:pdf
大小:1.2MB
页数:3P
人气:63
4.7
硬质合金复合片齿钎头破岩机理探讨 对硬质合金复合片齿钎头的破岩机理进行了初步探讨,它对复合片齿钎具的几何结构参数设计具有一定的指导意义。
格式:pdf
大小:8KB
页数:3P
人气:63
4.5
硬质合金材料及牌号 yg3x14.6-15.2132092适于铸铁、有色金属及合金淬火钢合金钢小切削断面 高速精加工。k01yg3x yg6a14.6-15.0137091.5适于硬铸铁,有色金属及其合金的半精加工,亦适 于高锰钢、淬火钢、合金钢的半精加工及精加工。k05yg6a yg6x14.6-15.0142091经生产使用证明,该合金加工冷硬合金铸铁与耐热合 金钢可获得良好的效果,也适于普通铸铁的精加工。k10yg6x yk1514.2-14.6210091适于加工整体合金钻、铣、铰等刀具。具有较高的耐 磨性及韧性。k15 k20yk15 yg614.5-14.9138089适于用铸铁、有色金属及合金非金属材料中等切削速度 下半精加工。k20yg6 yg6x-114.6-15.0150090适于铸铁,有色
格式:pdf
大小:64KB
页数:4P
人气:63
4.8
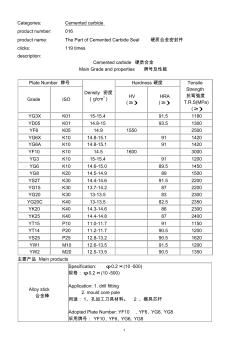
1 categories:cementedcarbide productnumber:016 productname:thepartofcementedcarbideseal硬质合金密封件 clicks:119times description: cementedcarbide硬质合金 maingradeandproperties牌号及性能 platenumber牌号 density密度 (g/cm3) hardness硬度tensile strength 抗弯强度 t.r.s(mpa) (≥) gradeisohv(≥) hra (≥) yg3xk0115-15.491.51180 yd05k0114.8-1593.51300 yf6k0514.915502500 yg6xk10
格式:pdf
大小:52KB
页数:2P
人气:63
4.6
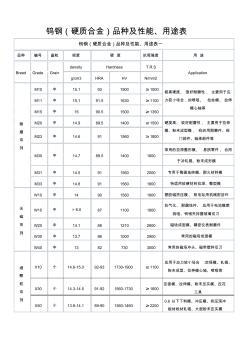
钨钢(硬质合金)品种及性能、用途表 钨钢(硬质合金)品种及性能、用途表一 品种编号晶粒密度硬度抗弯强度用途 breedgradegrain densityhardnesst.r.s application g/cm3hrahvn/mm2 耐 磨 系 列 m10中15.1931900≥1000 极高硬度、很好耐磨性,主要用于应 力较小场合,如喷咀、拉丝模、拉伸 模心轴等 m11中15.191.51630≥1100 m15中1590.51500≥1350 m20中14.989.51400≥1500硬度高、较好耐磨性,主要用于拉伸 模、粉末成型模,纺织用耐磨件、阀 门部件、轴承部件等m23中14.6911560≥1800 m30中14.789.514001600 常用的拉深整形模、易损零件,
格式:pdf
大小:107KB
页数:未知
人气:63
4.4
硬质合金刀片去毛刺 如图所示简易工具可用于去除窄槽、键槽、环槽和各种工件槽口上的毛刺。切削由刀片边缘进行。按刀片孔大小,在直径为8毫米长150毫米的圆杆一端钻孔攻丝,在另一端加工螺纹配锉刀柄。随后在装刀片端约12毫米处弯约
格式:pdf
大小:184KB
页数:未知
人气:63
4.4
硬质合金可转位刀片成型工序尺寸精度控制 阐述影响硬质合金可转位刀片成型尺寸精度的四方面,讨论压制参数的计算中的一些注意点并列出参数计算和修正中的一些公式。
格式:pdf
大小:184KB
页数:未知
人气:63
4.5
硬质合金可转位刀片成型工序尺寸精度控制 阐述影响硬质合金可转位刀片成型尺寸精度的四方面,讨论压制参数的计算中的一些注意点并列出参数计算和修正中的一些公式。
格式:pdf
大小:184KB
页数:未知
人气:63
4.7
硬质合金可转位刀片成型工序尺寸精度控制 阐述影响硬质合金可转位刀片成型尺寸精度的四方面,讨论压制参数的计算中的一些注意点并列出参数计算和修正中的一些公式。
文辑创建者
我要分享 >
职位:大数据工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐