斗式提升机安装检验批施工质量验收表
2024-07-07
斗式提升机安装检验批施工质量验收表 机组 工程编号: 性质: 表 A.6.10 分项工程名称 工序 检验项目 性质 单位 质量标准 质量检验结果 结论 检查 型号、规格 符合设计 设备外观检查 无裂纹、变形、严重锈蚀 安装 纵横中心线偏差 mm ≤10 标高偏差 mm ≤10 主轴的水平偏差 主控 mm/m ≤0.3 拉紧调节装置 装置完好、灵活,松紧调 节适当,应留有 1/2 以上 调节余量 验收结论: 验收单位 签 字 施工单位 年 月 日 监理单位 年 月 日 制造单位 年 月 日 设计单位 年 月 日 建设单位 年 月 日


斗式提升机试转检验批施工质量验收表 机组工程编号:性质:表a.6.11 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 试 运 准 备 机械及连接系统内部检查洁净、无杂物 各部位螺栓连接无缺件和松动 各转动裸露部分保护保护罩、围栏齐全可靠 润滑油 油位油位适当 油质符合设备技术文件规定 试 运 轴承温度主控℃≤80 机械最大双向振动mm/m≤0.1 链条传动运转平稳,无异常声响 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日

斗链提升机安装检验批施工质量验收表 机组工程编号:性质:表4.15.24 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 设备 检查 外观及外形 符合图纸,箱体平整,无 明显凹凸,箱体内无杂物。 无锈蚀 箱对角线mm≤5 设备 安装 壳体垂直度偏差主控mm≤1‰高度,且≤15 滚轴垂直度偏差mm≤0.5 上下两滚轴平行度偏差mm10 链斗安装 连接牢固螺栓受力均匀,牢固 链斗与槽体间隙符合设计要求,不摩擦 拉紧装置安装 符合设计要求,调节自如, 有调节余量 法兰连接 法兰面平整,加垫正确, 螺栓受力均匀,丝扣露出 长度一致 支吊架安装 生根牢固,位置正确、安 装平整 焊接 焊接型式符合厂家技术文 件要求,焊接无夹渣、咬 边、气孔等缺陷,焊缝成 型良好 验收结论: 验收单位签字 施工单位年月日 监理单位年月日
编辑推荐下载
格式:pdf
大小:18KB
页数:1P
人气:77
 4.4
4.4

出渣机安装检验批施工质量验收表 机组工程编号:性质:表a.4.1 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 机 体 安 装 外观检查无裂纹、砂眼、漏焊 纵横中心线偏差mm≤10 进口法兰连接主控 螺栓紧固均匀,密封符合 设计要求 支撑安装形式符合设计牢固可靠 机 盖 安 装 液 压 缸 安 装 机盖与机体法兰连接 螺栓紧固均匀,密封符合 设计要求 机盖吊架形式符合设计,固定牢靠 机盖密封形式符合设计,密封良好 缸体外观检查 无裂纹、锈蚀、划痕等现 象,且附件齐全 位置、型号、规格主控符合设计图纸 销轴安装主控装配正确 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:23KB
页数:1P
人气:77
4.7
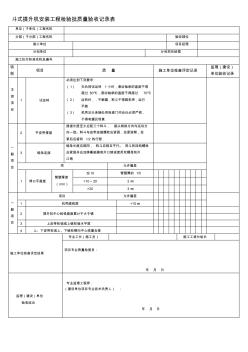
斗式提升机安装工程检验批质量验收记录表 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号 项 别 项目质量施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1试运转 必须达到下列要求: (1)无负荷试运转1小时,滑动轴承的温度不得 超过60°c,滚动轴承的温度不得超过70°c (2)运转时,,不跑偏,料斗不得碰机壳,运行 平稳 (3)机壳法兰连接处和检查门闭合处必须严密, 不得有漏灰现象 一 般 项 目 2平皮带搭接 搭接长度至少应距三个料斗,接头倾斜方向与运动方 向一致。料斗与皮带连接螺栓应紧固,拉紧滚筒,拉 紧后应留有1/2的行程 3链条连接 链条长度应相同,料斗应相互平行。料斗的挂钩螺栓 应紧固并应加弹簧垫圈和开口销或使用双螺母和开 口销 项允许偏差 1
热门文档 斗式提升机安装检验批施工质量验收表
格式:pdf
大小:24KB
页数:1P
人气:77
4.8
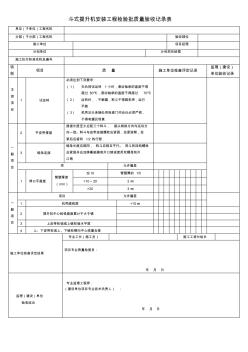
斗式提升机安装工程检验批质量验收记录表 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号 项 别 项目质量施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1试运转 必须达到下列要求: (1)无负荷试运转1小时,滑动轴承的温度不得 超过60°c,滚动轴承的温度不得超过70°c (2)运转时,,不跑偏,料斗不得碰机壳,运行 平稳 (3)机壳法兰连接处和检查门闭合处必须严密, 不得有漏灰现象 一 般 项 目 2平皮带搭接 搭接长度至少应距三个料斗,接头倾斜方向与运动方 向一致。料斗与皮带连接螺栓应紧固,拉紧滚筒,拉 紧后应留有1/2的行程 3链条连接 链条长度应相同,料斗应相互平行。料斗的挂钩螺栓 应紧固并应加弹簧垫圈和开口销或使用双螺母和开 口销 项允许偏差 1
格式:pdf
大小:16KB
页数:1P
人气:77
4.7

炉排条安装检验批施工质量验收表 机组工程编号:性质:表a.3.1 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 检查外观检查无裂纹、砂眼、漏焊 安装 炉条铺设主控 固定排和活动排的位置正 确,每排炉条的接缝应该 相互错开 上、下排炉条接触接触平整 炉条侧间隙 固定排 主控mm 符合设备技术文件要求 活动排符合设备技术文件要求 炉条螺栓连接 螺栓规格正确, 连接紧固 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:19KB
页数:1P
人气:77
4.6

吊挂装置安装检验批施工质量验收表 机组工程编号:性质:表4.3.6 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 安装 纵横向中心线偏差mm±5 销轴安装 销轴、开口销安装齐全, 开口销销固 吊挂装置连接主控 连接型式符合图纸要求, 吊杆丝扣拧进花篮螺母长 度符合图纸要求,丝扣采 取防脱措施 螺杆露出螺母的长度mm 一致,且外露长度不少于 3扣 联合吊架中间过渡连梁水平度偏 差 mm≤5 球形垫接合面 方向符合设计要求,结合 面涂有黑铅粉类润滑剂 弹簧安装高度mm符合设备技术文件 吊杆受力主控负荷分配合理 焊接 焊缝符合图纸要求,无裂 纹、夹渣、气孔等缺陷, 成型良好 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:19KB
页数:1P
人气:77
4.6

锚固件安装检验批施工质量验收表 机组工程编号:性质:表4.15.29 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 保证 项目 材料材质符合要求,有合格证符合设计要求 锚固件的仓管干燥、分类放置 焊工资质 有相应合格证,并经现场 试焊合格 锚固件型号符合设计要求 焊接材料主控符合设计要求 安装 锚固件与部件接触处打磨打磨光滑 锚固件末端塑料帽的完好主控mm 塑料帽完好,遗漏处用沥 青涂抹锚固件末端20 锚固件安装方向主控符合图纸要求 锚固件安装间距偏差mm±5 锚固件安装牢固检查牢固 锚固 件焊 缝 锚固件焊缝 长度符合设计要求,无设 计时,长度不小于20,焊 接型式符合厂家技术文件 要求,焊接无夹渣、咬边、 气孔等缺陷,焊缝成型良 好 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单
格式:pdf
大小:33KB
页数:3P
人气:77
4.4
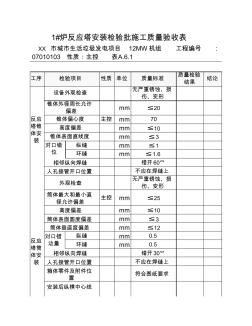
1#炉反应塔安装检验批施工质量验收表 xx市城市生活垃圾发电项目12mw机组工程编号: 07010103性质:主控表a.6.1 工序检验项目性质单位质量标准 质量检验 结果 结论 反应 塔锥 体安 装 设备外观检查 无严重锈蚀、损 伤、变形 锥体外径周长允许 偏差mm≤20 锥体偏心度主控mm70 高度偏差mm≤10 锥体表面直线度mm≤3 对口错 位 纵缝mm≤1 环缝mm≤1.6 相邻纵向焊缝错开60° 人孔接管开口位置不应在焊缝上 反应 塔筒 体安 装 外观检查 无严重锈蚀、损 伤、变形 筒体最大和最小直 径允许偏差 主控mm≤25 高度偏差mm≤10 筒体表面圆度偏差mm≤3 筒体垂直度偏差mm≤12 对口错 边量 纵缝mm0.5 环缝mm0.5 相邻纵向焊缝错开30° 人孔接管开口位置不应在焊
精华文档 斗式提升机安装检验批施工质量验收表
格式:pdf
大小:18KB
页数:1P
人气:77
4.4

加料装置安装检验批施工质量验收表 机组工程编号:性质:表4.15.10 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 设备 检查 零件材质 无错用,合金部件作光谱 分析并在明显处作标识 外观无严重锈蚀、损伤、变形 安装 纵横中心偏差mm≤10 标高偏差mm≤10 开孔位置符合设计 壳体安装mm≤5 安装对口间隙 间隙均匀,端头修理平整, 端面加工坡口 法兰安装 法兰面平整,加垫正确, 螺栓受力均匀,丝扣露出 一致 焊接焊接 焊接型式符合厂家技术文 件要求,焊接无夹渣、咬 边、气孔等缺陷,焊缝成 型良好 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:23KB
页数:1P
人气:77
4.5

反应塔安装检验批施工质量验收表 机组工程编号:性质:表a.6.1 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 反应 塔锥 体安 装 设备外观检查无严重锈蚀、损伤、变形 锥体外径周长允许偏差mm≯20 锥体偏心度主控mm70 高度偏差mm≯10 锥体表面直线度mm≯3 对口错位 纵缝mm≯1 环缝mm≯1.6 相邻纵向焊缝错开60° 人孔接管开口位置不应在焊缝上 反应 塔筒 体安 装 外观检查无严重锈蚀、损伤、变形 筒体最大和最小直径允许偏差主控mm≯25 高度偏差mm≯10 筒体表面圆度偏差mm≯3 筒体垂直度偏差mm≯12 对口错 边量 纵缝mm0.5 环缝mm0.5 相邻纵向焊缝错开30° 人孔接管开口位置不应在焊缝上 箱体零件及附件位置符合图纸要求 安装
格式:pdf
大小:18KB
页数:1P
人气:77
4.5

水箱安装检验批施工质量验收表 性质:工程编号:表a.6.3 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 检查 箱罐外观 无变形、锈蚀等缺陷,尺 寸符合设计要求 接管座开孔位置、数量符合设计要求 安 装 中心线偏差mm≤±20 箱罐安装位置正确,固定牢固 液位计安装液位计应无堵塞、漏泄 箱内清洁度清洁,无杂物 箱罐灌水试验严密不漏 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:37KB
页数:2P
人气:77
4.7
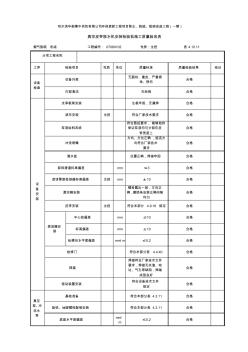
哈尔滨华能集中供热有限公司环保更新工程项目除尘、脱硫、脱硝改造工程(一期) 真空皮带脱水机安装检验批施工质量验收表 烟气脱硫机组工程编号:07080102性质:主控表4.10.11 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 设备 检查 设备外观 无裂纹、重皮、严重锈 蚀、损伤 合格 内部清洁无杂物合格 设 备 安 装 支承框架安装生根牢固,无漏焊合格 滤布安装主控符合厂家技术要求合格 浆液给料系统 符合图纸要求,能够始终 保证浆液均匀分部在皮 带宽度上 合格 冲洗喷嘴 方向、方位正确,旋流方 向符合厂家技术 要求 合格 滴水盘位置正确,焊接牢固合格 卸料滑道标高偏差mm≤3合格 滤饼厚度检测器标高偏差主控mm±10合格 真空箱安装 螺栓露出一致,方向正 确,磨损条安装正确间隙 均匀 合格 皮带
格式:pdf
大小:19KB
页数:1P
人气:77
4.4

环锤式碎煤机安装检验批施工质量验收表 机组工程编号:性质:表4.9.5 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 环 锤 式 碎 煤 机 检 修 、 安 装 各部件外观无漏焊、砂眼、裂纹 纵横中心偏差mm不大于±10 机体水平偏差mm0.5‰边长(宽) 主轴水平度偏差mm≤0.1‰轴长 锤环旋转轨迹圆与筛板间隙mm20-25 转子两端轴承清洗、注油 清洗干净,灌油符合设备 技术文件规定;无规定时, 用二流化钼锂基脂 锤环对应排重量差g≤170 减振 层安 装 材质 坚实、富有弹性,无裂纹, 经防腐处理过的枕木 接触要求与基础机座接触严密 电机 找正 机轴水平度偏差主控mm≤0.1 联轴节中心找正主控 符合dl/t5047-95中 7.2.6规定 验收结论: 验收单位签字 施工单位年月日
最新文档 斗式提升机安装检验批施工质量验收表
格式:pdf
大小:21KB
页数:1P
人气:77
4.7

浙江嘉兴发电厂三期工程 叶轮拨煤机安装检验批施工质量验收表 机组工程编号:性质:表4.9.1 分项工程名称 序号检验项目性质单位质量标准检验结果结论 轨 道 安 装 轨顶标高偏差mm±5 轨道间距偏差主控mm≤5 轨顶面水平度偏差mm≤1‰,长度且全长≤10 两轨间顶面标高偏差mm≤3 轨道 接头 两端高低偏差mm≤1 中心偏差≤2 轨道联接固定 符合设计规定,固定牢 靠 端头限位阻进装置 牢固可靠,同一端的两 个阻进装置应能同时作 用 给 煤 机 检 修 、 安 装 减速机检查 符合dl/t5047-95中 7.2.8规定 两链轮中心偏差mm≤1 两链轮平行度偏差mm≤0.5‰两链轮中心距 链轮松弛度≤0.5‰两链轮中心距 拨煤叶轮底面与煤斗台面间隙mm≤10 落煤槽中心与皮带机中心偏差
格式:pdf
大小:19KB
页数:1P
人气:77
4.7

带式压滤机安装检验批施工质量验收表 机组工程编号:性质:表4.9.21 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 设备 安装 基础 准备 基础检查 符合dl/t5047-95中 8.2.1规定 基础强度主控符合设计要求 基础表面检查 无漏筋、蜂窝、裂纹、石 子突出、缺损、地脚螺栓 孔内清理干净 设备检查符合设备技术文件规定 中心线偏差mm≤10 标高偏差mm±10 纵、横向水平度偏差mm/m≤2 压 滤 机 安 装 压滤机本体安装清洁、无杂物 底座螺栓安装mm≤0.5 地脚螺栓二次灌浆mm>管道直径,>100 养护mm>50 验收结论: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:22KB
页数:1P
人气:77
4.7

皮带给煤机安装检验批施工质量验收表 机组工程编号:性质:表4.8.32 分项工程名称 工序检验项目性质单位质量标准质量检验结果结论 基 础 检 查 划 线 基础尺寸偏差mm±20 中心线偏差mm±20 混凝土强度﹪≥70设计强度 地脚螺孔偏差mm±10 标高偏差mm±10 垫铁及 地脚螺 检安装 垫铁 尺寸 长度mm超出底座20 宽度mm60~100 垫铁放置部位在地脚螺栓两侧 垫铁层间接触mm 接触严密,局部间隙≤0.1,且 塞入长度≤20%垫铁接触长度 地脚螺栓安装符合本部分表4.3.11 垫铁固定在灌浆前点焊牢固,无松动 导轨 纵向水平度偏差主控mm≤1‰ 横向水平度偏差主控mm≤1‰ 其他部 件安装 皮带张紧调节装置完好,调节灵活 连接器安装 密封良好,膨胀间隙符合设备 技术文件的
格式:pdf
大小:9KB
页数:5P
人气:77
4.5
斗式提升机安装 斗提机、斗式提升机是水泥厂的主要垂直输送设备,其特点是提升量大, 提升高度高,一般提升高度为20-40m,能耗低,操作维修简单,使用寿命长, 占地面积小,运行时密封性能好。 料斗由链条或胶带带动在机壳内作循环运行。料斗向上运行时,将物料 提升到机壳顶端,料斗回转时,物料由出料口排出,斗式提升机按料斗联结 型式,可分为胶带式、环链式、板链式和钩头重力式四种。目前国内外大型 水泥厂中,多采用板链式的斗式提升机,可承 受较大的物料运输量。 车间内安装的提升机,机座大都设在车间士以下地坑内,在车间外安装 的提升机,机座标高为车间士标高。 1、基础划线 根据图纸上设备的位置,并参照与之相联设备的距离,划出提升机机座 的纵横中心线,其误差不得超过士10mm。然后在地脚螺栓孔处,采用座浆法 安放平垫铁,使各组垫铁的标高误差不得大于1mm,水平度误差不得大于 1
格式:pdf
大小:6.9MB
页数:34P
人气:77
4.6

q/gf 江苏牧羊集团有限公司企业标准 q/gfg011v1.0—2013 斗式提升机安装规范 2013–05-01发布2013-05-01实施 江苏牧羊集团有限公司发布 q/gfg011v1.0—2013 i 前言 本标准按gb/t1.1-2009给出的规则起草 本规范由江苏牧羊集团有限公司饲料工程技术部提出 本规范由江苏牧羊集团有限公司研究院归口管理 本规范起草单位:江苏牧羊集团饲料工程事业部工程技术部 本规范主要起草人:朱伟 q/gfg011v1.0—2013 1 斗式提升机安装规范 1范围 为提高斗式提升机工程安装水平,规范安装过程,保证安装质量和安全,起草本规范。 本规范适用于饲料工程技术部所设计斗式提升机(以下简称为提升机)。 斗式提升机的安装除应符合本规范外,
格式:pdf
大小:64KB
页数:3P
人气:77
4.5

4.16.1-1 分项工程名称 表: 动力车间行车安装 轨道安装检查检验批施工质量验收表 10mw机组工程编号:4120101性质 结论 1 序号检验项目性质单位 无裂纹、蜂窝、麻面 2 质量标准检验结果 6 8 15 9 10 11 12 14 基础梁外观 行车梁标高与设计标高偏差 主控 温度接头间隙与设计值偏差 轨道接头横向错口 轨道接头高低差 温度接头 二次灌浆 轨道螺栓紧固 轨道接头焊接 终端限位装置 压板、垫铁与轨道、行车梁接触 道轨同断面两轨顶标高偏差 一般接头 主控 主控mm mm mm mm/m mm mm mm mm mm/m mm mm mm ≤3 ≤3 <1/1500轨距 <1/100轨宽 ±10 ≤1 ≤1 轨道与夹板贴紧螺母,垫圈齐 全,牢固紧固 符合设计规定 ±10 1~2 4~6 ≤1 验收结论: 位置正确且牢靠 良好,密实,无松动 符合表4.
格式:pdf
大小:25KB
页数:1P
人气:77
4.4
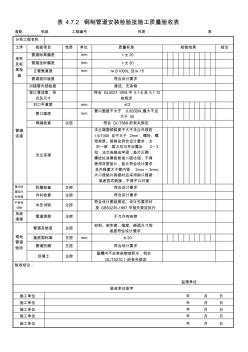
表4.7.2钢制管道安装检验批施工质量验收表 首航机组工程编号:性质:表 分项工程名称 工序检验项目性质单位质量标准检验结果结论 坐标 及标 高检 查 管道标高偏差mm<±20 管道坐标偏差mm<±20 立管垂直度mm≤2/1000l,且≤15 管道坡向坡度符合设计要求 管道 连接 对接管内部检查清洁、无杂物 坡口清洁度、形 式及尺寸 符合dl5031-1994中5.1.8及5.1.10 的规定 对口平直度mm≤2 管口圆度mm管口圆度不大于0.005dn,最大不应 大于40 焊缝检查主控符合dl/t869的有关规定 法兰连接 法兰端面倾斜度不大于法兰外径的 1.5/1000且不大于2mm,螺栓、螺 母材质。规格应符合设计要求,方 向一致,紧力均匀并应露出2~3 扣,法兰连接应牢固,垫片正确, 螺纹处涂
格式:pdf
大小:21KB
页数:1P
人气:77
4.7

燃料系统热控安装单位工程验收项目文件 就地指示压力表安装检验批施工质量验收表 机组工程编号:性质:表4.5.2-1 分项工程名称测量和控制仪表设备安装 工序检验项目性质单位质量标准检验结果结论 检查 安装环境无剧烈振动及腐蚀性气体 安装地点操作维护方便 压力表位号符合设计 型号规格符合设计 安装 压力表中心距地面高度m宜1.2~1.5 成排安装压 力表 中心高差mm≤3 间距偏差mm≤5 固定端正、牢固 u形管或环形 管安装条件 测量介质温度大 于60℃ 主控应加装 管路长度小于3m主控应加装 表头与管路连接主控无渗漏、无机械应力 垫片材质主控符合本部分附录b 验收结论: 监理单位: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:18KB
页数:1P
人气:77
4.6

浙江嘉兴发电厂三期工程 记录仪表安装检验批施工质量验收表 机组工程编号:性质:表4.6.3-4 分项工程名称盘上仪表及设备安装 工序检验项目性质单位质量标准检验结果结论 检查 型号规格符合设计 位号符合设计 安 装 倾斜度偏差(°)≤2 固定端正、牢固 外观完整、无损 接地良好 绝缘电阻主控mω符合本部分附录a 接线 线端连接正确、牢固 线号标志正确、清晰、不褪色 铭牌标志正确、清晰 验收结论: 监理单位: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
格式:pdf
大小:20KB
页数:1P
人气:77
4.8

制氢、供氢站热控安装单位工程验收项目文件 就地差压指示仪表安装检验批施工质量验收表 机组工程编号:性质:表4.5.2-3 分项工程名称测量和控制仪表设备安装 工序检验项目性质单位质量标准检验结果结论 检查 安装环境无剧烈振动及腐蚀性气体 安装地点操作维护方便 差压表位号符合设计 型号规格符合设计 安装 差压表中心距地面高度m宜1.2~1.5 成排安装压 力表 中心高差mm≤3 间距偏差mm≤5 固定端正、牢固 接头连接主控 无泄漏、无机械应力,方向 正确 垫片材质主控符合本部分附录b 铭牌标志正确、清晰 验收结论: 监理单位: 验收单位签字 施工单位年月日 监理单位年月日 制造单位年月日 设计单位年月日 建设单位年月日
文辑创建者
我要分享 >
职位:项目管理一级建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐