多相混输管道90°弯管冲蚀破坏应力分析
2024-09-20
建立了热流固耦合控制方程,借助Fluent和Ansys软件对多相介质流经管道弯头进行了流场和应力、应变分析,探讨了不同入口速度、管径、弯径比、流体温度对弯头冲蚀失效的影响。研究表明:弯管内壁面剪切应力的大小和分布受多重因素的影响;最大壁面切向应力分布在弯头两颊或下游外拱壁面处,且受流体温度的影响;热应变最大位置出现在弯头两颊和内拱壁面。弯管两颊和下游外拱壁面冲蚀破坏最为严重,为失效高发区。适当降低流速、增大管径和弯径比、升高流体温度均可以有效缓解管道的冲蚀破坏。研究结论可为进一步研究多相混输管道冲刷腐蚀机理提供理论依据。


多相混输管道90°弯管冲蚀破坏应力分析 作者:杜明俊,张振庭,张朝阳,熊新强,郭慧军,王海峰 作者单位:中国石油集团工程设计有限责任公司华北分公司,河北任丘,062552 刊名:油气储运 英文刊名:oil&gasstorageandtransportation 年,卷(期):2011,30(6) 被引用次数:1次 参考文献(9条) 1.偶国富;许根富;朱祖超弯管冲蚀失效流固耦合机理及数值模拟[期刊论文]-机械工程学报2009(11) 2.americanpetroleuminstituteapi571damagemechanismsaffectingfixedequipmentintherefiningindustry2003 3.hermstapelbergh;dmewesthepressurel
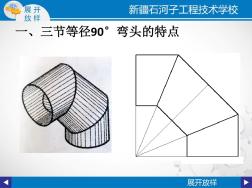
 90°弯管管道螺旋流的数值模拟
90°弯管管道螺旋流的数值模拟 利用计算流体力学软件fluent对90°弯管中的管道螺旋流进行模拟,通过建模和数值计算,研究了弯管中螺旋流的生成、发展和衰减规律。结果表明切向进流角度60°时切向流速最大,这有利于清除弯管中的沉积杂质,同时证明弯管有很好的继旋作用。
编辑推荐下载
格式:pdf
大小:306KB
页数:5P
人气:71
 4.6
4.6
热推制90°弯头的壁厚分布规律及其应力分析 根据等强度原则推导了内压弯管的理论壁厚分布,并根据热推制弯管的加工特点,提出一种假定的壁厚分布。对假定壁厚分布的内压弯管进行有限元分析,发现与等厚度弯管相比,其应力分布更均匀,最大应力明显减小,可有效改善弯管承压能力。
格式:pdf
大小:1.1MB
页数:5P
人气:71
4.7
利用实验和数值模拟方法,对90°弯管阻力系数进行了研究,分析了管道中的压力分布和速度分布,探讨了空气通过局部构件产生阻力损失的变化规律和机理,测量了局部构件对上下游管段的影响长度,找出了对单个局部构件阻力损失机理和变化规律。
热门文档 多相混输管道90°弯管冲蚀破坏应力分析
格式:pdf
大小:86KB
页数:3P
人气:71
4.7
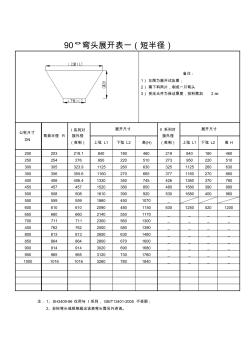
90°弯头展开表一(短半径) 备注: 1)左图为展开试压图; 2)需下料两片,制成一只弯头 3)受压元件为保证厚度,投料需加2㎜ 公称尺寸 dn 弯曲半径r i系列对 接外径 (英制) 展开尺寸ii系列对 接外径 (英制) 展开尺寸 上弦l1下弦l2高(h)上弦l1下弦l2高h 200203219.1840180460219840180460 250254276950220510273950220510 300305323.911252606303251125260630 350356355.611602706653771160270665 400406406.413303507454261360370780 450457457152038
格式:pdf
大小:214KB
页数:4P
人气:71
4.7
大型90°弯头应力测试与爆破试验研究 通过对一大型90°弯头进行应力测试与爆破试验,得到了内压载荷下该厚壁弯头的外壁应力分布情况,确定了弯头的薄弱部位,并将试验结果与理论计算结果进行了比较。试验结果可为大型厚壁弯头的设计,制造及使用提供参考数据。
格式:pdf
大小:138KB
页数:6P
人气:71
4.6
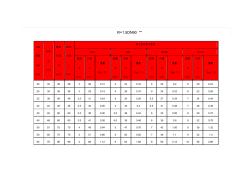
r=1.5dn90° 公称 通径 dn /mm 外径 d /mm 弯曲 半径 r /mm 结构 长度 l /mm 管子表号管子表号 g30g60g100g140 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 324248483.5350.264340
精华文档 多相混输管道90°弯管冲蚀破坏应力分析
格式:pdf
大小:6KB
页数:4P
人气:71
4.6
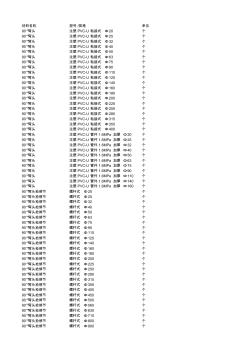
材料名称型号/规格单位 90°弯头注塑pvc-u粘接式ф20个 90°弯头注塑pvc-u粘接式ф25个 90°弯头注塑pvc-u粘接式ф32个 90°弯头注塑pvc-u粘接式ф40个 90°弯头注塑pvc-u粘接式ф50个 90°弯头注塑pvc-u粘接式ф63个 90°弯头注塑pvc-u粘接式ф75个 90°弯头注塑pvc-u粘接式ф90个 90°弯头注塑pvc-u粘接式ф110个 90°弯头注塑pvc-u粘接式ф125个 90°弯头注塑pvc-u粘接式ф140个 90°弯头注塑pvc-u粘接式ф160个 90°弯头注塑pvc-u粘接式ф180个 90°弯头注塑pvc-u粘接式ф200个 90°弯头注塑pvc-u


最新文档 多相混输管道90°弯管冲蚀破坏应力分析
格式:pdf
大小:232KB
页数:3P
人气:71
4.5
如何提高90°弯头耐功率性能 分析了90°弯头的结构工艺特点及影响弯头耐功率性能的系统因素,提出两种改进方案,分别详述了两种改进方案的设计、实现及验证过程,在不增加外形尺寸、不改变接口尺寸、不影响互换性的情况下,低成本地实现了90°弯头耐功率性能的提高。
格式:pdf
大小:472KB
页数:3P
人气:71
4.5
预算钢筋弯钩增加长度的理论计算值:135°弯钩11.9d,对转半圆180°弯钩为6.25d,对 直弯钩为3.5d,对斜弯钩为4.9d。 锚固长度参考03g101-1 在这里用到一个弧度和角度的换算公式:1rad=3.14*r*2/360,即一度角对应的弧长是 0.01745r。另外《钢筋混凝土施工及验收规范》(gb500204-2002)规定180度弯钩的弯曲直 径不得小于2.5d,在下面的推导中d取2.5d。 1、180度弯钩的计算 钢筋的直径为d,弯曲直径为d。 按照外皮计算钢筋的长度:l1=ae水平段的长度+cd水平段长度=300+3d 按照中轴线计算钢筋的长度:l2=ab水平段长度+bc段弧长+cd段水平长度 =300-d/2-d+0.01745*(d/2+d/2)
格式:pdf
大小:192KB
页数:6P
人气:71
4.7
![90°弯头内壁整体堆焊[1]](https://files.zjtcn.com/group1/M00/7F/F6/CgoBZ2A9t_qAD_oIAABKdwdKVoU981.jpg)
制 造 与 安 装 90°弯头内壁整体堆焊 张圆磊 (上海石化机械制造有限公司,上海 200540) 摘 要:90°弯头的内壁堆焊是加氢反应器的制造难点之一。目前通常是采取将90°弯头分为3段, 各段分别堆焊后装配在一起,再对连接缝进行组焊和堆焊的制造工艺。该工艺不仅繁琐,而且质量 不易控制。为了解决这个制造难题,在现有堆焊设备和焊接变位机的基础上,通过开发一些简单的 辅助工装,成功实现了90°弯头的内壁整体堆焊。并详细介绍了90°弯头的制造难点、内壁整体堆 焊的原理及对辅助工装的要求。 关键词:90°弯头;堆焊;12cr2mo1r;药芯焊丝熔化极气体保护焊;焊接 中图分类号:th16;tg455 文献标识码:b 文章编号:1001-4837(2013)07-0072-05 doi:10.3969/j.issn.1001-4837.2013
格式:pdf
大小:20KB
页数:2P
人气:71
4.7
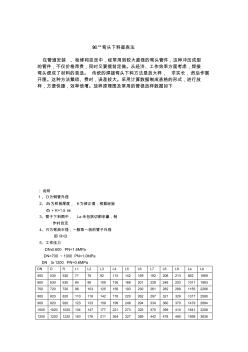
90°弯头下料查表法 在管道安装、检修和技改中,经常用到较大直径的弯头管件,这种冲压成型 的管件,不仅价格昂贵,同时又要提前定做。从经济、工作效率方面考虑,焊接 弯头便成了材料的首选。传统的焊接弯头下料方法是放大样,求实长,然后作展 开图。这种方法繁琐、费时,误差较大。采用计算数据制成表格的形式,进行放 样,方便快捷,效率倍增。放样原理图及常用的管径放样数据如下 :说明 1、d为钢管外径 2、δ为样板厚度,k为修正值,根据经验 δ+k=1.5㎜ 3、管子下料图中,la未包括切割余量,制 作时自定 4、r为弯曲半径,一般取一倍的管子外径 即r=d 5、工作压力 dn≤600pn=1.6mpa dn=700~1000pn=1.0mpa dn≥1200pn=0.6mpa dndrl1l2l3l4l5l6l7l8l9
格式:pdf
大小:122KB
页数:2P
人气:71
4.7
消除90°弯管渗漏局部气孔的工艺改进 本文通过对90°弯管结构进行分析,发现底法兰盘的背部经常有气孔的产生,针对这一问题进行研究,寻找出现这一缺陷的原因,并对工艺进行合理改进,细化现场操作,成功解决过去生产中一直存在的法兰根部气孔、渗漏问题,保证产品质量,提高生产效率,节约生产成本.
格式:pdf
大小:334KB
页数:未知
人气:71
4.6
加氢反应器封头管口90°弯管的制造 加氢反应器是炼油厂加氢装置中的关键设备,其结构正由冷壁向热壁发展,我厂已成功地制造了两台热壁反应器。在该反应器的上下封头上各有一个管口,即油汽入口和出口。其由90°弯管和接管法兰组成,其中90°弯管的制造难度较大,也是该设备制造的关键之一。现将有关制造情况介绍如下。
格式:pdf
大小:225KB
页数:未知
人气:71
4.6
小型90°弯头钻具 在加工中,经常遇到如图1所示结构的零件,比较特殊。由于零件结构限制,只能采取沿径向从孔内向外钻削的工艺方法,为此,设计制造了小型90°弯头钻具。经使用证明,结构简单、使用方便、可靠,可保证零件加工精度、光洁度,效果较好。工具结构如图2所示,主要由主动伞齿轮3(齿数25、模数2、压力角20°)、被动伞齿轮5(齿数30)、三角形支
格式:pdf
大小:56KB
页数:2P
人气:71
4.4
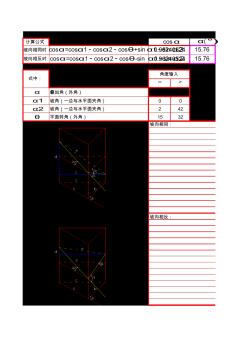
计算公式α(°) 坡向相同时cosα=cosα1·cosα2·cosθ+sinα1·sinα215.76 坡向相反时cosα=cosα1·cosα2·cosθ-sinα1·sinα215.76 °′ α叠加角(外角) α1坡角(一边与水平面夹角)00 α2坡角(一边与水平面夹角)242 θ平面转角(外角)1532 角度输入 式中: cosα 0.9624054 0.9624054 坡向相同: 坡向相反: 1546 1546 α(°′)
文辑创建者
我要分享 >
职位:消防报警工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐