房屋建筑工程钢结构加工制作的工艺流程—切割方法
2024-05-29
房屋建筑工程:钢结构加工制作的工艺流程—切割方法 钢材的切割包括气割、等离子切割类高温热源的方法,也有使 用剪切、切削、摩擦热等机械力的方法。 要考虑切割能力、 切割精度、 切剖面的质量及经济性。 ①气割 氧割或气割是以氧气与燃料燃烧时产生的高温来熔化钢材,并借 喷射压力将溶渣吹去, 造成割缝达到切割金属的目的。 但熔点高于火 焰温度或难于氧化的材料, 则不宜采用气割, 氧与各种燃料燃烧时的 火焰温度大约在 2000-3200℃。 ②机械切割 a )带锯机床适用于切断型钢及型钢构件, 其效率高,切割精度高。 b )砂轮锯砂轮锯适用于切割薄壁型钢及小型钢管,其切口光滑、 生刺较薄易清除,噪声大、粉尘多。 c )无齿锯无齿锯是依靠高速摩擦而使工件熔化,形成切口,适用 于精度要求低的构件。其切割速度快,噪声大。 d )剪板机、型钢冲剪机此法适用于薄钢板、压型钢板等,其具有

钢结构加工制作的工艺流程 1、样杆、样板的制作 样板可采用厚度0.50~0.75mm的铁皮或塑料板制作,其精度 要求见表6-2。样杆一般用铁皮或扁铁制作,当长度较短时可用木尺 杆。样杆、样板应注明工号、图号、零件号、数量及加工边、坡口部 位、弯折线和弯折方向、孔径和滚圆半径等。样杆、样板应妥善保存, 直至工程结束后方可销毁。 2、号料 核对钢材规格、材质、批号,并应清除钢板表面油污、泥土及赃 物。号料方法有集中号料法、套料法、统计计算法、余料统一号料法 四种。 若表面质量满足不了质量要求,钢材应进行矫正,钢材和零件的 矫正应采用平板机或型材矫直机进行,较厚钢板也可用压力机或火焰 加热进行,逐渐取消用手工锤击的矫正法。碳素结构钢在环境温度低 于-16℃,低合金结构钢在低于-12℃时,不应进行冷矫正和冷弯曲。 矫正后的钢材表面,不应有明显的凹面和损伤,表面划痕深度不 得大

181 建筑工程jianzhugongcheng 摘要:本文作者引用工程实例,对建筑 工程钢结构的加工制作方法与技术措施进行 了阐述,以供业内相关技术人员参考。 关键词:钢结构;加工制作;现场拼 装;施工技术 1、工程概况 烟台体育会展中心体育会展馆从功能上 分为体育馆和会展馆。其中体育馆部分屋盖 建筑面积为20700平方米,会展中心屋盖建筑 面积为10400平方米。二屋盖均座落于土建框 架顶端。体育馆长约260米,宽约120米,会 展馆长约126米,宽约119米。屋面曲面形状 复杂,坡度较大。结构均为钢管桁架。桁架 节点大部分为钢管相贯焊节点,局部采用铸 造节点等诸多特殊要求。 2、钢结构制作的总体构思 本工程体育馆和会展馆屋盖钢结构大部 分均为钢管相贯焊接桁架,钢结构构件有: 钢管桁架、屋面檩条、焊接球节点支座。加 工制作的重点是钢管桁架,加工制作的工艺 关键是:施工图细化设
编辑推荐下载
格式:pdf
大小:1.6MB
页数:2P
人气:85
 4.5
4.5

本文作者引用工程实例,对建筑工程钢结构的加工制作方法与技术措施进行了阐述,以供业内相关技术人员参考。
格式:pdf
大小:202KB
页数:2P
人气:85
4.7
181 建筑工程jianzhugongcheng 摘要:本文作者引用工程实例,对建筑 工程钢结构的加工制作方法与技术措施进行 了阐述,以供业内相关技术人员参考。 关键词:钢结构;加工制作;现场拼 装;施工技术 1、工程概况 烟台体育会展中心体育会展馆从功能上 分为体育馆和会展馆。其中体育馆部分屋盖 建筑面积为20700平方米,会展中心屋盖建筑 面积为10400平方米。二屋盖均座落于土建框 架顶端。体育馆长约260米,宽约120米,会 展馆长约126米,宽约119米。屋面曲面形状 复杂,坡度较大。结构均为钢管桁架。桁架 节点大部分为钢管相贯焊节点,局部采用铸 造节点等诸多特殊要求。 2、钢结构制作的总体构思 本工程体育馆和会展馆屋盖钢结构大部 分均为钢管相贯焊接桁架,钢结构构件有: 钢管桁架、屋面檩条、焊接球节点支座。加 工制作的重点是钢管桁架,加工制作的工艺 关键是:施工图细化设
热门文档 房屋建筑工程钢结构加工制作的工艺流程—切割方法
格式:pdf
大小:8KB
页数:1P
人气:85
4.4

建筑工程钢结构加工制作方法论文 摘要:本文章采用的工程项目结构体系比较复杂,制作工艺比 较高,其钢结构加工制作工艺没有现成的规范和标准依据,对于施工 单位面临的挑战比较大。本施工项目在施工过程以设计图纸为依据, 结合以往施工经验进行施工,通过综合管理、节省施工环节,从而保 证本项目的顺利完工。 引言 作为建筑行业的一个重要组成部分,建筑钢结构行业在建筑市场 上起着较为重要的作用。随着我国社会经济的快速发展,我国钢结构 行业也得到了快速的发展。在对建筑钢结构生产过程中,具有以下优 点:施工周期较短、环境污染轻、经济效益良好等,由于上述原因导 致钢结构在市场上的需求量越来越大,应用范围比较广,比如工厂、 博物馆、体育场等高层建筑。很多建筑钢结构零部件加工制作安装施 工研究成果对提升整个钢结构行业水准产生了积极的推动作用。 1建筑工程钢结构用钢的概念 1.1钢结构用钢 钢结
格式:pdf
大小:16KB
页数:7P
人气:85
4.7
钢结构加工制作的工艺流程 1、样杆、样板的制作 样板可采用厚度0.50~0.75mm的铁皮或塑料板制作,其精度 要求见表6-2。样杆一般用铁皮或扁铁制作,当长度较短时可用木尺 杆。样杆、样板应注明工号、图号、零件号、数量及加工边、坡口部 位、弯折线和弯折方向、孔径和滚圆半径等。样杆、样板应妥善保存, 直至工程结束后方可销毁。 2、号料 核对钢材规格、材质、批号,并应清除钢板表面油污、泥土及赃 物。号料方法有集中号料法、套料法、统计计算法、余料统一号料法 四种。 若表面质量满足不了质量要求,钢材应进行矫正,钢材和零件的 矫正应采用平板机或型材矫直机进行,较厚钢板也可用压力机或火焰 加热进行,逐渐取消用手工锤击的矫正法。碳素结构钢在环境温度低 于-16℃,低合金结构钢在低于-12℃时,不应进行冷矫正和冷弯曲。 矫正后的钢材表面,不应有明显的凹面和损伤,表面划痕深度不 得大于
格式:pdf
大小:12KB
页数:1P
人气:85
4.3
钢结构加工制作施工安装工艺流程 一、加工制作工艺流程:原材料进加工车间经甲方代表及监理工程师见证送样签字同意下料组立 埋弧焊接矫正抛丸除锈油漆涂装预拼装编号合格出厂 二、现场安装工艺流程:工程开工经甲方代表及监理工程师在工程开工报告上签字同意后方可开工 钢构件、配件运至施工现场签字同意吊装钢柱(支撑)吊装屋面梁(支撑)吊装行车梁吊 装檩条、天沟、天窗架现场补漆自检合格结构验收签字同意彩钢板、采光带、保温棉 进场签字同意安装彩钢板、采光带、保温棉门窗进场签字同意安装完工撤场签定撤场报 告完工验收签定完工验收记录 注:1、以上流程中的“签字同意”是甲方代表及监理工程师签字。 2、根据此流程,凡需“签字同意”的,必须在“签字同意”之后才能进行下道工序。 曲阜顶幕钢结构有限公司西南分公司 工程部 二0一二年一月三十日
格式:pdf
大小:15.8MB
页数:41P
人气:85
4.5

룖뷡릹볓릤훆ퟷ쇷돌벰짨놸믣ퟜ 1.룖뷡릹볓릤훆ퟷ1.1.뎣폃볓릤훆ퟷ짨놸1.1.1.몸뷓h탍룖볓릤짨놸쫽뿘믰퇦쟐룮믺[qsh40]ꎻ폐킧쟐룮뫱뛈ꎺ6-100mmꎻ폐킧쟐룮뿭뛈ꎺ3200mmꎻ쟐룮쯙뛈ꎺ50-1000mm/minꆣh/t탍룖몸뷓믺쇺쏅몸h탍룖틭풵뷃헽믺 h탍룖ퟩ솢믺뗧퓼몸믺h탍룖몸뷓믺[mht]ꎻ몸뷓쯙뛈ꎺ240-2400mm/minꎻ뢹냥룟뛈ꎺ140-2000mmꎻ틭냥뿭뛈ꎺ140-800mmꆣh탍룖틭풵뷃헽믺[ytj-60]ꎻ틭냥뫱뛈ꎺꇜ60mmꎻ뢹냥룟뛈ꎺꇝ350mmꎻ틭냥뿭뛈ꎺ200mm-1000mmꎻ뷃헽쯙뛈ꎺ
精华文档 房屋建筑工程钢结构加工制作的工艺流程—切割方法
格式:pdf
大小:317KB
页数:25P
人气:85
4.4

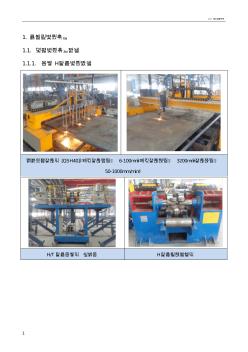
1.钢结构加工制作 1.1.常用加工制作设备 1.1.1.焊接h型钢加工设备 数控火焰切割机[qsh40];有效切割厚度:6-100mm;有效切割宽度:3200mm;切割速度: 50-1000mm/min。 h/t型钢焊接机龙门焊h型钢翼缘矫正机 h型钢组立机电渣焊机 h型钢焊接机[mht];焊接速度: 240-2400mm/min;腹板高度:140-2000mm;翼 板宽度:140-800mm。 h型钢翼缘矫正机[ytj-60];翼板厚度:≤ 60mm;腹板高度:≥350mm;翼板宽度: 200mm-1000mm;矫正速度:min。 1.1.2.箱型钢加工设备 箱型埋弧焊接机;焊接速度:240-2400mm/min; 腹板高度:140-2000mm;翼板宽度:140-2000mm; 悬臂式电渣焊机[jzd150a];适用工件截面: 300~150


格式:pdf
大小:15.1MB
页数:42P
人气:85
4.5
v1.0뿉뇠벭뿉탞룄11.룖뷡릹볓릤훆ퟷ1.1.뎣폃볓릤훆ퟷ짨놸1.1.1.몸뷓h탍룖볓릤짨놸쫽뿘믰퇦쟐룮믺[qsh40]ꎻ폐킧쟐룮뫱뛈ꎺ6-100mmꎻ폐킧쟐룮뿭뛈ꎺ3200mmꎻ쟐룮쯙뛈ꎺ50-1000mm/minꆣh/t탍룖몸뷓믺쇺쏅몸h탍룖틭풵뷃헽믺 v1.0뿉뇠벭뿉탞룄2h탍룖ퟩ솢믺뗧퓼몸믺h탍룖몸뷓믺[mht]ꎻ몸뷓쯙뛈ꎺ240-2400mm/minꎻ뢹냥룟뛈ꎺ140-2000mmꎻ틭냥뿭뛈ꎺ140-800mmꆣh탍룖틭풵뷃헽믺[ytj-60]ꎻ틭냥뫱뛈ꎺꇜ60mmꎻ뢹냥룟뛈ꎺꇝ350mmꎻ틭냥뿭뛈ꎺ200mm-10
格式:pdf
大小:15.8MB
页数:41P
人气:85
4.5

룖뷡릹볓릤훆ퟷ쇷돌벰짨놸믣ퟜ 1.룖뷡릹볓릤훆ퟷ1.1.뎣폃볓릤훆ퟷ짨놸1.1.1.몸뷓h탍룖볓릤짨놸쫽뿘믰퇦쟐룮믺[qsh40]ꎻ폐킧쟐룮뫱뛈ꎺ6-100mmꎻ폐킧쟐룮뿭뛈ꎺ3200mmꎻ쟐룮쯙뛈ꎺ50-1000mm/minꆣh/t탍룖몸뷓믺쇺쏅몸h탍룖틭풵뷃헽믺 h탍룖ퟩ솢믺뗧퓼몸믺h탍룖몸뷓믺[mht]ꎻ몸뷓쯙뛈ꎺ240-2400mm/minꎻ뢹냥룟뛈ꎺ140-2000mmꎻ틭냥뿭뛈ꎺ140-800mmꆣh탍룖틭풵뷃헽믺[ytj-60]ꎻ틭냥뫱뛈ꎺꇜ60mmꎻ뢹냥룟뛈ꎺꇝ350mmꎻ틭냥뿭뛈ꎺ200mm-1000mmꎻ뷃헽쯙뛈ꎺ
格式:pdf
大小:14KB
页数:9P
人气:85
4.5
第1页共9页 钢结构加工制作流程详解 特征码标签特征码] 钢结构加工制作流程是怎样的?下面是带来的关于钢结构加工 制作流程详解的内容介绍以供参考。 一、钢结构加工制作工序 二、钢结构加工制作前的生产准备 技术准备:图纸会审、深化设计、加工制作方案、工艺试验。 材料准备:采购、检验、储存。 机具准备:运输、加工(切割、制孔、边缘加工等)、焊接、涂装、 检测。 劳动组织准备:特种作业持证上岗、岗前培训、技术交底。 三、钢结构加工制作工艺 1.放样、号料 1)放样 钢结构制作工艺中的第一道工序,是根据产品施工详图或零、部件图 样要求的形状和尺寸,按1:1的比例把产品或零、部件的实体画在放 样台或平板上,求取实长并制成样板的过程。 内容:核对图纸的安装尺寸和孔距;以1:1的大样放出节点;核对各 部分的尺寸;制作样板和样杆作为下料、弯制、铣、刨、制孔等加工 的依
最新文档 房屋建筑工程钢结构加工制作的工艺流程—切割方法
格式:pdf
大小:15.2MB
页数:40P
人气:85
4.7

1.룖뷡릹볓릤훆ퟷ1.1.뎣폃볓릤훆ퟷ짨놸1.1.1.몸뷓h탍룖볓릤짨놸쫽뿘믰퇦쟐룮믺[qsh40]ꎻ폐킧쟐룮뫱뛈ꎺ6-100mmꎻ폐킧쟐룮뿭뛈ꎺ3200mmꎻ쟐룮쯙뛈ꎺ50-1000mm/minꆣh/t탍룖몸뷓믺쇺쏅몸h탍룖틭풵뷃헽믺 h탍룖ퟩ솢믺뗧퓼몸믺h탍룖몸뷓믺[mht]ꎻ몸뷓쯙뛈ꎺ240-2400mm/minꎻ뢹냥룟뛈ꎺ140-2000mmꎻ틭냥뿭뛈ꎺ140-800mmꆣh탍룖틭풵뷃헽믺[ytj-60]ꎻ틭냥뫱뛈ꎺꇜ60mmꎻ뢹냥룟뛈ꎺꇝ350mmꎻ틭냥뿭뛈ꎺ200mm-1000mmꎻ뷃헽쯙뛈ꎺ6.3m/minꆣ1.
格式:pdf
大小:15.0MB
页数:40P
人气:85
4.6

. . 1.钢结构加工制作 1.1.常用加工制作设备 1.1.1.焊接h型钢加工设备 数控火焰切割机[qsh40];有效切割厚度:6-100mm;有效切割宽度:3200mm;切割速度: 50-1000mm/min。 h/t型钢焊接机龙门焊h型钢翼缘矫正机 . . h型钢组立机电渣焊机 h型钢焊接机[mht];焊接速度: 240-2400mm/min;腹板高度:140-2000mm;翼 板宽度:140-800mm。 h型钢翼缘矫正机[ytj-60];翼板厚度:≤ 60mm;腹板高度:≥350mm;翼板宽度: 200mm-1000mm;矫正速度:6.3m/min。 1.1.2.箱型钢加工设备 . . 箱型埋弧焊接机;焊接速度:240-2400mm/min; 腹板高度:140-2000mm;翼板宽度: 140-2000mm; 悬臂式电渣焊机[
格式:pdf
大小:50KB
页数:1P
人气:85
4.4
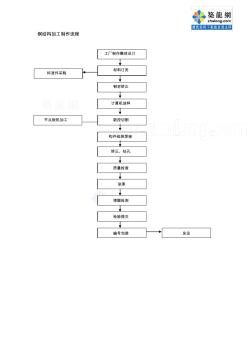
钢结构加工制作流程 工厂制作整体设计 材料订货 钢材矫正 计算机放样 数控切割 构件组装焊接 标准件采购 矫正、钻孔 质量检查 涂漆 漆膜检测 检验提交 编号包装发运 节点板机加工
格式:pdf
大小:68KB
页数:13P
人气:85
4.4
. . 第五章钢结构加工制作 5.1钢结构加工主意事项 1.钢结构的制作应符合《门式刚架轻型房屋钢结构技术规程》 (ces102:2002)的规定,其未作规定者,应符合现行国家标准《钢 结构工程施工质量验收规范》的规定。 2.所有钢构件在制作前应按1:1比例做大样,复核无误后方可 下料;钢材加工前应进行校正,使之平整,以免影响制作精度 3.焊接时应选择合理的焊接顺序,以减少构件中因焊接产生的残 余应力和变形。柱底板及梁端板与梁柱之间的连接焊缝为全熔坡口 焊,质量等级为二级;其它为三级。焊缝长度除图中注明外,均为满 焊;焊缝高度,除注明外,按图一取值,且hf≥5mm。 4.q235钢与q235钢,q235钢与q345钢之间的焊接连接采用 e43xx型焊条,q345钢与q345钢之间的焊接连接采用e50xx型焊条。 5.除檩条及墙梁外,所有钢构件之螺栓孔应采用钻

格式:pdf
大小:48KB
页数:6P
人气:85
4.7

大连保税区福兴钢构有限公司 -1-/6 编号:fx/hs/jc[钢结构加工制作合同] 大连钢结构建设项目 钢结构加工制作合同书 大连保税区福兴钢构有限公司 -2-/6 钢结构加工制作合同书 发包方(以下简称甲方): 承包方(以下简称乙方):大连保税区福兴钢构有限公司 甲、乙双方就建设项目钢结构加工工程,根据《中华人 民共和国合同法》、《建筑工程质量管理条例》以及相关法律法规和司法解释的规 定,经友好协商,签订本合同。 第一条工程概况 一、工程名称:钢结构工程 二、工程地点: 三、工程承包方式:加工制作(加工用钢板、型材和喷涂用油漆由甲方提供) 四、工程范围和内容: 钢结构加工工程,包括主、次钢结构和吊车梁、 楼梯栏杆的加工和制作,不含檩条、拉条、套管、天沟、走道板、管道支架和预 埋件的加工和制作。 五、工程材料技术要求: 甲方依
格式:pdf
大小:23KB
页数:12P
人气:85
4.5
钢结构加工制作工艺 1.下料图单 ①此工序为材料检验部分,其内容包括对工程所选用的型号、规格的确认以 及材料的质量检查。 ②质量检测标准: 应符合设计要求及国家现行标准的规定。 ③检验方法: 检查钢材质量证明书和复试报告,用钢卷尺、卡尺检查型号、规格。 2.放样、号料 ①放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置方向、倾斜 标记及中心线、基准线和检验线,必要时制作样板。 ②注意预留制作,安装时的焊接收缩余量;切割、刨边和铣加工余量;安装 预留尺寸要求。 ③划线前,材料的弯曲和变形应予以矫正。 ④放样和样板的允许偏差见下表: 项目允许偏差 平行线距离和分段尺寸±0.5mm 对角线差1.0mm 宽度、长度±0.5mm 孔距±0.5mm 加工样板角度±20' ⑤号料的允许偏差见下表: 项目允许偏差 外形尺寸±1.0 孔距±0.5 ⑥质量
格式:pdf
大小:535KB
页数:40P
人气:85
4.4

mss移动模架钢结构部分 加工制作工艺规程 编制:山东博瑞重型机械有限公司 审核: 批准: 山东博瑞重型机械有限公司 mss移动模架加工制作工艺规程 山东博瑞重型机械有限公司1 目录 §1.概述...........................................................................................................................................3 §2.编制依据...................................................................................................................................3 §3.移动模
格式:pdf
大小:1.5MB
页数:27P
人气:85
4.4

.\ 3.2、钢结构加工制作方案 3.2.1、原材料的检验 3.2.1.1、原材料的进场验收 (1)钢材的验收 原材料质量证明书的内容应符合规定标准; 钢材炉批号、品种,规格,型号,外形尺寸,外观表面质量的验 收方法如下:a、材料的外观检查(包括材料的长度、宽度与厚度)。 b、长度与宽度采用米尺进行检查,材料厚度采用游标卡尺进行 检验(尤其要注意材料的负公差是否超标)。 c、对材料的表面的质量等级进行评定。 d、钢材表面必须平整,没有翘曲等质量缺陷;钢材表面的标识 必须清晰可辨。 e、材料的质保书及技术指标 质量检查员严格检查材料质保书的各项技术指标。验证其是否符 合设计及相应的规范要求。 如果对材料的质保资料有疑义,拒绝在签收单上进行签字,同时 及时与材料供应商进行联系。 材料检验合格后,应进行材料炉批号的标识,并在使用过程中严 格做好炉批号移植和记录工作,以保证材
格式:pdf
大小:1.5MB
页数:27P
人气:85
4.4
3.2、钢结构加工制作方案 3.2.1、原材料的检验 3.2.1.1、原材料的进场验收 (1)钢材的验收 原材料质量证明书的内容应符合规定标准; 钢材炉批号、品种,规格,型号,外形尺寸,外观表面质量的验 收方法如下:a、材料的外观检查(包括材料的长度、宽度与厚度)。 b、长度与宽度采用米尺进行检查,材料厚度采用游标卡尺进行 检验(尤其要注意材料的负公差是否超标)。 c、对材料的表面的质量等级进行评定。 d、钢材表面必须平整,没有翘曲等质量缺陷;钢材表面的标识 必须清晰可辨。 e、材料的质保书及技术指标 质量检查员严格检查材料质保书的各项技术指标。验证其是否符 合设计及相应的规范要求。 如果对材料的质保资料有疑义,拒绝在签收单上进行签字,同时 及时与材料供应商进行联系。 材料检验合格后,应进行材料炉批号的标识,并在使用过程中严 格做好炉批号移植和记录工作,以保证材料使用的
文辑创建者
我要分享 >
职位:消防主管工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐