钢板厚20mm埋弧自动焊焊接工艺评定
2024-07-06
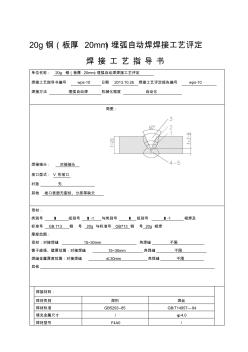
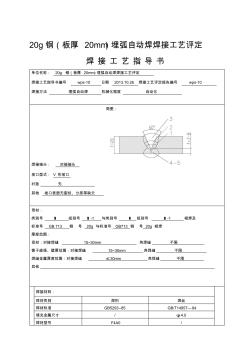
20g钢(板厚 20mm)埋弧自动焊焊接工艺评定 焊 接 工 艺 指 导 书 单位名称: 20g 钢(板厚 20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号 wps-10 日期 2013.10.26 焊接工艺评定报告编号 wps-10 焊接方法 埋弧自动焊 机械化程度 自动化 简图: 焊接接头: 对接接头 坡口型式: V 形坡口 衬垫 无 其他 坡口表面无裂纹、分层等缺欠 母材: 类别号 Ⅰ 组别号 Ⅰ -1 与类别号 Ⅰ 组别号 Ⅰ -1 相焊及 标准号 GB 713 钢 号 20g 与标准号 GB713 钢 号 20g 相焊 厚度范围: 母材:对接焊缝 15~30mm 角焊缝 不限 管子直径、壁厚范围:对接焊缝 15~30mm 角焊缝 不限 焊缝金属厚度范围:对接焊缝 ≤30mm 角焊缝 不限 其他 焊接材料: 焊材类别 焊剂 焊丝 焊材标准 GB5293--85 GB/T1


20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
编辑推荐下载
格式:pdf
大小:179KB
页数:8P
人气:88
 4.3
4.3
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:198KB
页数:13P
人气:88
4.7
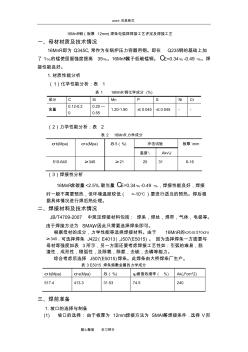
word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性
热门文档 钢板厚20mm埋弧自动焊焊接工艺评定
格式:pdf
大小:147KB
页数:5P
人气:88
4.4
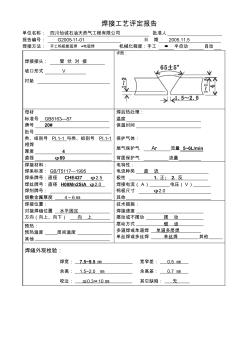
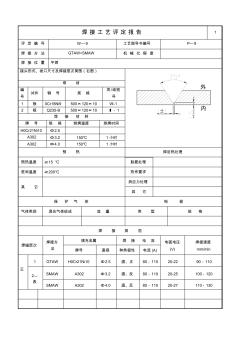
焊接工艺评定报告 单位名称:四川怡诚石油天然气工程有限公司批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工●半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正
格式:pdf
大小:539KB
页数:33P
人气:88
4.4
1/33 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 2/33 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa)
格式:pdf
大小:370KB
页数:22P
人气:88
4.4
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3
格式:pdf
大小:223KB
页数:3P
人气:88
4.3
 锅筒环缝石棉衬垫法埋弧自动焊焊接工艺
锅筒环缝石棉衬垫法埋弧自动焊焊接工艺 在锅炉的焊接生产过程中,埋弧自动焊以较高的焊接生产效率和稳定的焊接质量,得到了广泛的应用。在锅炉锅筒的焊接生产中,对手工电弧焊工艺和埋弧自动焊工艺进行了对比分析;在传统的埋弧焊衬垫工艺基础上,提出了锅筒环缝的石棉衬垫法埋弧自动焊焊接工艺,并进行了焊接坡口的优化设计,设计了简易而实用的衬垫工装;在进行焊接工艺评定后,成功地应用于焊接生产,提高了生产效率,保证了焊接质量。
格式:pdf
大小:106KB
页数:7P
人气:88
4.7
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
精华文档 钢板厚20mm埋弧自动焊焊接工艺评定
格式:pdf
大小:155KB
页数:7P
人气:88
4.3
焊接工艺评定报告 单位名称:批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工*半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正;2.反 焊接电流(a)电压(
格式:pdf
大小:141KB
页数:6P
人气:88
4.7

板厚为20mm,接头为对接的16mnr钢的埋弧焊焊接工艺 班级:xxxxx 姓名:xxxx 学号:xxxx 一、16mnr的化学成分及性能 二、16mnr的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16mnr的化学成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化学成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr钢是q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比q235 号钢多加入约1%的mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,
格式:pdf
大小:175KB
页数:9P
人气:88
4.4
焊接工艺指导书及焊 接工艺评定报告 (pqr) 中石化工建设有限公司 焊接工艺评定报告 焊接工艺评定报告编号:1689 焊接方法:ws+d机械化程度:(手工、半自动、自动) 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 母材: 材料标准: 钢号:20# 类、组别号:1-1与类、组别号:1-1相焊 厚度:4㎜ 直径:89㎜ 其他: 焊后热处理:不需要 热处理温度(℃): 保温时间(h): 气体: 气体种类混合比流量 保护气ar------8-12 尾部保护气------------ ------ 背部保护气------------ ------ 填充金属: 焊材标准:nb/t47018-2011;gb/t511
格式:pdf
大小:352KB
页数:12P
人气:88
4.4
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
最新文档 钢板厚20mm埋弧自动焊焊接工艺评定
格式:pdf
大小:132KB
页数:7P
人气:88
4.6

焊接工艺评定 编号:th2010-gws/di-5 评定单位唐山市天鸿建筑安装工程有限公司 评定日期2010年11月6日 №§焊接工艺指导书⑴ 单位名称:唐山市天鸿建筑安装工程有限公司 焊接工艺指导书编号th2010-gws/di-5日期2010.8.17焊接工艺评定报告编号th2010-gws/di-5 焊接方法氩电联焊机械化程度(手工、半自动、自动)手工 焊接接头:管对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v 衬垫(材料及规格) 其他: 60°±5 1 2 母材: 类别号i组别号i-1与类别号i组别号i-1 相焊及标准号gb/t8163-2008钢号20与标准号gb/t8163-2008钢号20相焊 厚度范围: 母材:对接焊缝1
格式:pdf
大小:75KB
页数:11P
人气:88
4.7
1.焊接工艺评定 在焊接产品制造过程中,产品的焊接工艺是否合理、先进,关系到产品的质量。通过金属焊接 性试验或根据有关焊接性能的技术资料,可以制定产品的焊接工艺,然而,这样制定的焊接工艺不 能直接用于焊接施工。为了确保产品的质量,在正式焊接施工之前,还必须进行焊接工艺评定。不 仅如此,对于已经评定合格并在生产中应用的很成熟的工艺,若因某种原因需要改变一个或一个以 上的焊接工艺参数,也需要重新进行焊接工艺评定。 世界上许多国家,对于重要的焊接结构都制定了焊接工艺评定标准或法规,我国也制定了一些 焊接产品的的焊接工艺评定标准,如jb4708-2000《钢制压力容器焊接工艺评定》、《蒸汽锅炉安全技 术监察规程》中的附录ⅰ“焊接工艺评定”、gb50236-98《现场设备、工业管道焊接工程施工及验收 规范》、jgj81-2002《建筑钢结构焊接工艺规程》中的第五章“焊接工艺试验”、sy/t0
格式:pdf
大小:191KB
页数:14P
人气:88
4.6
焊接工艺指导书 编号:sjywh07–03a 中国第十九冶金建设公司武汉公司 中国第十九冶金建设公司武汉公司 焊接工艺指导书 共2页第1页 单位名称:中国第十九冶金建设公司武汉公司 焊接工艺指导书编号sjywh07-03a日期2007/8/30焊接工艺评定报告编号sjywh07-03b 焊接方法gtaw(钨极氩弧焊)smaw(手工电弧焊)机械化程度手工■半自动□自动□ 焊接接头:简图: 坡口形式v型坡口对接 衬垫(材料及规格)/ 其他/ 母材: 类别号p1组别号1-1与类别号p8组别号8-1相焊及 标准号钢号20#钢管与标准号钢号ocr18ni9钢管相焊 厚度范围: 母材:对接焊缝2.5~6mm角焊缝不限 管子直径、壁厚范围:对接焊缝直径不限、3.5≤t≤10角焊缝不限 焊缝金属厚度范
格式:pdf
大小:352KB
页数:12P
人气:88
4.7
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

格式:pdf
大小:75KB
页数:未知
人气:88
4.4
万箱船厚板埋弧自动焊焊接工艺 文章总结了万箱船厚板埋弧自动焊焊接工艺,通过控制焊接参数及焊接工序减小厚板埋弧自动焊易变性、易产生裂纹的缺陷,提高焊缝一次成功率。
格式:pdf
大小:29KB
页数:5P
人气:88
4.4

wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
格式:pdf
大小:396KB
页数:18P
人气:88
4.6
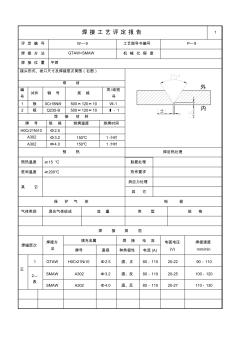
焊接工艺评定报告1 评定编号w—9工艺指导书编号p—9 焊接方法gtaw+smaw机械化程度 焊接位置平焊 接头形式、坡口尺寸及焊接层次简图(右图) 母材 编 号 试件钢号规格 类/组别 号 1板0cr18ni9500×120×10ⅶ-1 2板q235-b500×120×10ⅰ-1 焊接材料 牌号规格烘烤温度烘烤时间 h0cr21ni10ф2.5 a302ф3.2150℃1小时 a302ф4.0150℃1小时 预热焊后热处理 预热温度≥15℃脱氢处理 层间温度≥200℃热作要求 其它 消应力处理 其它 保护气体钨极 气体类别混合气体组成流量类型规格 焊接规范 焊缝层次 焊接方 法 填充金属焊接电流电弧电压 (v)
格式:pdf
大小:396KB
页数:18P
人气:88
4.6
焊接工艺评定报告1 评定编号w—9工艺指导书编号p—9 焊接方法gtaw+smaw机械化程度 焊接位置平焊 接头形式、坡口尺寸及焊接层次简图(右图) 母材 编 号 试件钢号规格 类/组别 号 1板0cr18ni9500×120×10ⅶ-1 2板q235-b500×120×10ⅰ-1 焊接材料 牌号规格烘烤温度烘烤时间 h0cr21ni10ф2.5 a302ф3.2150℃1小时 a302ф4.0150℃1小时 预热焊后热处理 预热温度≥15℃脱氢处理 层间温度≥200℃热作要求 其它 消应力处理 其它 保护气体钨极 气体类别混合气体组成流量类型规格 焊接规范 焊缝层次 焊接方 法 填充金属焊接电流电弧电压 (v)
文辑创建者
我要分享 >
职位:工程项目管理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐