国产CT80级连续油管用钢带对接焊焊接方法
2024-05-26
论述了连续油管(coiled-tubing,简称CT)用钢带对接焊的重要性及对接焊要求,同时就国产CT80级3.18 mm连续油管钢带的实验室板-板对接焊的焊接方法进行了探讨,涉及的焊接方法有MIG/MAG焊、TIG焊和等离子弧焊接。通过对各种焊接方法的线能量、焊缝成形、焊丝匹配、引熄弧板安装、飞溅的比较,进行了焊接方法选择的评价,初步认为TIG焊线能量可以控制,焊缝成形美观,焊丝达到连续油管使用要求,引熄弧板安装不伤及母材,无飞溅,是比较理想的连续油管钢带焊接方法。由于TIG焊焊接板厚有限,较厚板-板对接可以考虑使用等离子弧焊。

 CT80钢级高频焊接连续油管焊接规范初探
CT80钢级高频焊接连续油管焊接规范初探 通过宏观、微观金相分析和压扁试验结果对不同焊接规范条件下ct80钢级φ38.1mm×3.18mm高频焊接连续油管焊接接头试样进行评价,总结了按不同焊接规范生产的产品质量水平和压扁试样断口特征,为评价焊接规范合理性以及确定合理焊接规范提供了依据。
连续油管管-管对接焊工艺方法分析 在分析连续油管工况条件的基础上,考虑到连续油管的使用要求,提出了推荐的连续油管焊接操作步骤。讨论分析了连续油管焊接过程中的主要工艺参数,并对连续油管焊接工艺进行了总结。
编辑推荐下载
格式:pdf
大小:102KB
页数:未知
人气:99
 4.6
4.6
连续油管管-管对接焊接头质量保证体系探讨 在分析连续油管焊接必要性和重要性的基础上,总结了连续油管管-管对接焊接头质量保证体系的五个重要组成部分,探讨了各部分的主要内容及技术要求,所得结论对于连续油管的现场焊接质量保证具有重要的意义。
热门文档 国产CT80级连续油管用钢带对接焊焊接方法
格式:pdf
大小:287KB
页数:3P
人气:99
4.5
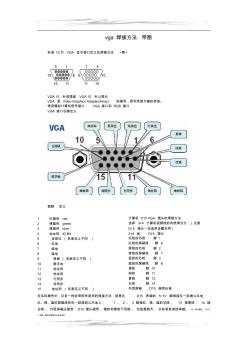
vga焊接方法带图 标准15针vga显示接口定义及焊接方法 vga15针母插座vga15针公插头 vga是videographicsadapter(array)的缩写,信号类型为模拟类型。 常用模拟计算机信号接口:vga接口和rgb接口 vga接口引脚定义 管脚定义 1红基色red 2绿基色green 3蓝基色blue 4地址码idbit 5自测试(各家定义不同) 6红地 7绿地 8蓝地 9保留(各家定义不同) 10数字地 11地址码 12地址码 13行同步 14场同步 15地址码(各家定义不同) 计算机d15vga插头的焊接方法 选择3+4计算机视频线的传统焊法为:(注意 d15接头一定选用金属外壳) 3+4线d15
格式:pdf
大小:9KB
页数:1P
人气:99
4.3
焊接方法分享---铝管的焊接方法 我们焊接工在做铝管焊接的时候需要知道的一些知识 1.焊条不能用焊枪先加热后蘸取焊粉,因为此焊条熔点太低。 2.焊接一次性成功效果更佳,因铝管熔旋切刀具点太低,第二次 再加热时,铝管极易变形。 3.内胆必须放置湿毛巾,保护到位,因为焊接空间很狭小,因此 务必注意冰箱的保护。 4.焊枪火焰不能过长,且必须用微火加热,否则分散剂铝管极易 熔化。 5.焊接完毕,要等尼龙丝专用浆料二、三分钟管子冷却后才水泥 储存库能接触,否则焊点易漏。 6.焊条必须均匀涂抹焊剂,才能确保焊点的质量。 7.焊接时间不能过长,因熔点太低时间过长容易导致铝管管壁融 化或变薄,打压极易泄漏。 8.焊条不能用焊枪先加热后蘸取焊粉,因为此焊条熔点太低。 更多信息请登录中国铝管交易网查询。
格式:pdf
大小:57KB
页数:1P
人气:99
4.3
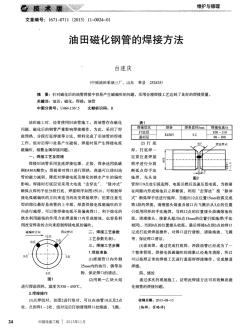
油田磁化钢管的焊接方法 针对磁化后的油管焊接中容易产生磁偏吹的问题,采用合理焊接工艺达到了良好的焊接质量。
精华文档 国产CT80级连续油管用钢带对接焊焊接方法
格式:pdf
大小:79KB
页数:1P
人气:99
4.4
宝钢集团成功试制出CT130超高强连续油管用钢 日前,宝钢集团成功试制出首批ct130超高强连续油管用钢,标志着该集团已具备生产超高强连续油管用钢的能力,有助于我国页岩气产业向更深更恶劣的工况环境进发。经检验,该超高强连续油管用钢具有很高的强度和塑性,内部质量、表面洁净度、厚度精度及性能均匀性很好,各项性能指标均满足用户协议要求。
格式:pdf
大小:79KB
页数:1P
人气:99
4.6
宝钢集团成功试制出CT130超高强连续油管用钢 日前,宝钢集团成功试制出首批ct130超高强连续油管用钢,标志着该集团已具备生产超高强连续油管用钢的能力,有助于我国页岩气产业向更深更恶劣的工况环境进发。经检验,该超高强连续油管用钢具有很高的强度和塑性,内部质量、表面洁净度、厚度精度及性能均匀性很好,各项性能指标均满足用户协议要求。

格式:pdf
大小:17KB
页数:3P
人气:99
4.8

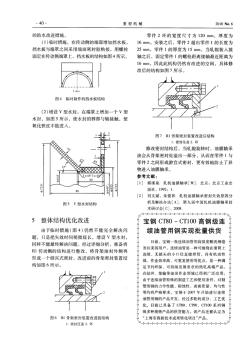
管材的连接方式 (1)热熔对接 a.热熔对接的原理 热热熔对接是将待接pe管段界面,利用加热板加热熔融后相互对接融合, 经冷却固定而连接在一起的方法。 b.准备 a.对接管段均应材质一致,应尽量采用同一厂配套材料; b.对接管段外径、壁厚应一致; c.待焊管材和管件的内外表面尤其是端口附近应光滑平整,无异状; d.管材的尺寸偏差等应满足要求; e.对接管段均应具有与焊机匹配的良好的加工与焊接性能; f.检查焊接系统及电源匹配情况,清理加热板,将焊机各部件的电源接通, 并且应有接地保护; g.按焊机给出的焊接工艺参数设置加热板温度至焊接温度;若是自动焊机, 还应设置吸热时间与冷却时间等参数。 c.热熔对接的操作要点 a.焊接流程 b.焊接条件 (a)导致pe熔融流动的焊接温度; (b)焊接压力; (c)压力及温度的作用时间。 c.焊接工艺曲线 d.装夹焊管 (a)打开机架,
格式:pdf
大小:508KB
页数:4P
人气:99
4.4
深水钻井隔水管用X80钢的焊接性能特点及焊接方法 该文详细介绍了x80高强钢的合金体系、组织形态和强化措施,分析了x80钢的焊接热影响区性能变化特点,x80钢焊接时热影响区会出现脆化和软化。热影响区脆化主要机理是粗晶脆化、组织脆化、马氏体-奥氏体(m-a)组元脆化和组织遗传引起的脆化。热影响区软化是由于在焊接热循环作用下,不仅晶粒粗化,而且在热影响区发生相变,再结晶,晶粒回复以及第二相质点溶解、粗化。在分析焊接性能特点的基础上,推荐了x80钢焊接的常用工艺方法。
最新文档 国产CT80级连续油管用钢带对接焊焊接方法
格式:pdf
大小:109KB
页数:未知
人气:99
4.5
20钢蒸汽管道对接焊焊接工艺 焊接20钢的蒸汽管道时采用氩弧焊打底,焊条电弧焊盖面的焊接工艺,减少了气孔、夹渣和未焊透等缺陷的出现几率,提高了焊接质量和接头的合格率,为以后此类压力管道焊接提供了详实的资料,此工艺经济适用,很有推广价值。
格式:pdf
大小:8KB
页数:2P
人气:99
4.4
1 《焊接工程学》课程教学大纲 第一篇焊接方法 第三章熔化极电弧焊方法 第一节mig和mag 原理:熔化极气体保护焊属于用电弧作为热源的熔化焊方法,其电弧建立在连续送进的 焊丝与熔池之间。熔化的焊丝金属与母材金属混合而成的熔池在电弧热源移走后结晶而形成 焊缝,并把分离的母材通过冶金方式连接起来。 熔滴过渡的方式:短路过渡(小电流,短弧),滴状过渡(小电流,长弧),射滴过渡(mig, 铝),射流过渡(mig,钢焊丝,直流反接,长弧),亚射流过渡(焊缝起皱现象,铝合金, 短弧,直流反极性接法),旋转射流过渡(钢焊mig焊,伸出长度长,或电流远大于射流 临界电流)。 喷射临界电流:不同焊接材料不同保护气氛等工艺参数的影响。 电流极性:直流正接和直流反接。 气体保护方式:mig以ar或he为主,mag在ar或he中加入o2(一般小于5%)和
格式:pdf
大小:340KB
页数:11P
人气:99
4.6
一、焊条电弧焊 (一)、焊接电弧 电弧是两带电导体之间持久而强烈的气体放电现象。 1.电弧的形成 (1)焊条与工件接触短路 短路时,电流密集的个别接触点被电阻热q=i2rt所加热,极小的气隙的电场强度很高。 结果:①少量电子逸出。②个别接触点被加热、熔化,甚至蒸发、汽化。③出现很多 低电离电位的金属蒸汽。 (2)提起焊条保持恰当距离 在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使 之激发或电离。 结果:气隙间的气体迅速电离,在撞击、激发和正负带电粒子复合中,其能量转换, 发出光和热。 2.电弧的构造与温度分布 电弧由三部分构成,即阴极区(一般为焊条端面的白亮斑点)、阳极区(工件上对应焊 条端部的溶池中的薄亮区)和弧柱区(为两电极间空气隙)。 3、电弧稳定燃烧的条件 (1)应有符合焊接电弧电特性要求的电源 a)当电流过小时,气隙间气体电离不充分,电弧电阻大
格式:pdf
大小:417KB
页数:5P
人气:99
4.5
J55钢级焊接油套管用热轧钢带性能的探讨 根据生产实践探讨了焊接油套管对板材机械性能和化学成分的要求,指出热轧带钢合理的元素配比,良好的显微组织、优良的机械性能、精确的尺寸控制是生产优质油套管的前提所在。j55低c、mn、nb、v、ti微合金化钢采用冶炼低c、低s、高纯净度钢技术,通过添加nb、v、ti等微合金元素控轧控冷,发挥晶粒细化和析出强化的作用,得到细晶粒的铁素体-珠光体组织,为焊接油套管的生产创造了良好的条件
格式:pdf
大小:201KB
页数:5P
人气:99
4.3
1实验用钢管材料和焊接方法 实验材料为长城特钢1cr18ni9tiφ14×3mm不锈钢管,钢管化学成分见表1 表11cr18ni9tiφ14×3mm不锈钢管化学成分(%) csimnspcrni ≤0.15≤1.00≤2.00≤0.030≤0.03517.00~ 19.00 8.00~10.00 焊材选用与母材化学成分和力学性能相同或相近的焊丝 2焊接工艺及方法 焊接方法:采用tig焊接方法 2.1焊前准备 焊接前用机械方法加工坡口,并用专用砂轮片对坡口面的毛刺进行清理,然后接着用丙酮或 其他有机溶剂清除坡口面及近表面的油污等。 2.2焊接设备、保护气的选用及要求 2.2.1焊接设备 选用ws5—400系列直流氩弧焊机,要求焊机具有高频或高压引弧功能,提前供气和滞后停 气功能要人为可
格式:pdf
大小:323KB
页数:10P
人气:99
4.5
焊接工艺评定资料 (wpq) 编号:dz/wpq-17 名称:wcb与a105 用j422手工电弧焊的对接焊工艺评定 执行标准:asme锅炉及压力容器规范1x 《焊接和钎焊评定标准》 母材型号:wcb与a105 焊材型号(牌号):e4303(j422) 完成日期: 大众阀门集团有限公司 wpq资料目录 序号资料名称资料编号页数 1焊接工艺指导书(wps)w/j4-173 2焊接工艺评定报告(pqr)dz/pqr- 17 3 3 评定检验原始记录与报告pqr附录7 ①机械性能报告附-11 ②质量证明书附-21 ③焊工技能资格评定记录附-31 ④试样外观检查记录附-41 ⑤焊材化学成分分析附-51 ⑥焊接操作记录附-61 焊接工艺指导书 wps 编号:w/j4-17 执行标准

格式:pdf
大小:174KB
页数:2P
人气:99
4.3

vga头的焊接方法详解 一般在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊是 vga的焊接的两个难题,弄不好要么没信号,要么出现色差,下面我把如何焊接 vga头的方法介绍给大家,希望大家在实际工作中有所帮助。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——
文辑创建者
我要分享 >
职位:建筑物安全检定员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐