国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
2025-01-18
采用国产冷轧精密无缝钢管,利用镀锌军绿色钝化表面处理技术,在斯太尔汽车用制动管上进行应用试验。对冷轧精密无缝钢管进行了力学性能、镀锌及军绿色钝化、成形性能和装车考核等试验。结果表明,国产冷轧精密无缝钢管的力学性能完全满足QZZ11547标准的要求,可以代替进口钢管;镀锌及军绿色钝化膜具有高的耐中性盐雾腐蚀性能;利用国产冷轧精密无缝钢管制造的制动管完全满足斯太尔车制动管的使用要求,且降低了生产成本。

镀锌无缝钢管 电话:022-26346308,13821358288 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*4 50*25
编辑推荐下载
格式:pdf
大小:324KB
页数:17P
人气:97
 4.8
4.8

gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
格式:pdf
大小:13KB
页数:3P
人气:97
4.5
镀锌无缝钢管——电镀锌工艺 首先:我们对电镀锌这个关键词进行名词解释: 电镀锌概念电镀锌:就是利用电解,在制件表面形成均匀、致密、结合良好的各 类金属或合金沉积层的加工过程。 1.电镀锌工艺流程进行分解后如下工作分工步骤: 我们来以镀锌电镀加工铁合金为案例进行工艺流程分解说明如下: 第一步:化学除油→第2:热水洗→第3水洗→第4电解除油→第5热水洗→第6 水洗→第7进行强腐蚀→第8水洗→第9步电镀锌铁合金→第10步水洗→第11 水洗→第12出光→第13钝化→第14水洗→第15干燥。 从以上我们可以分析出:总共走了15道工艺流程后,才完成整个电镀加工的过程. 2.关于电镀锌过程中电镀液配制流程. 对于电镀锌过程中电镀液的配臵问题,我们以1000毫升为案例进行说明: (01)在电镀槽内需要事先加入1/3体积的纯净水; (
热门文档 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
格式:pdf
大小:16KB
页数:7P
人气:97
4.4
镀锌无缝钢管镀锌工艺 锌易溶于酸,也能溶于碱,故称它为两性金属。 锌在干燥的空气中几乎不发生变化。在潮湿的空气中,锌表面会生成 碱式碳酸锌膜。在含二氧化硫、硫化氢以及海洋性气氛中,锌的耐蚀 性较差,尤其在高温高湿含有机酸的气氛里,锌镀层极易被腐蚀。锌 的标准电极电位为-0.76v,对钢铁基体来说,锌镀层属于阳极性镀层, 它主要用于防止钢铁的腐蚀,其防护性能的优劣与镀层厚度关系甚大。 锌镀层经钝化处理、染色或涂覆护光剂后,能显著提高其防护性和 装饰性。近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用, 镀锌已从单纯的防护目的进入防护-装饰性应用。 镀锌溶液有氰化物镀液和无氰镀液两类。氰化物镀液中分微氰、 低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、 硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀能力好,得到的 镀层光滑细致,在生产中被长期采用。但由于氰化物剧毒,对环
格式:pdf
大小:6KB
页数:2P
人气:97
4.4
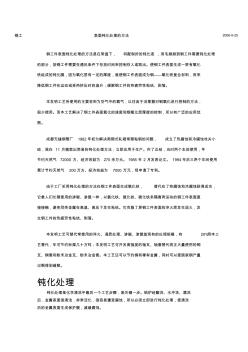
钢工表面钝化处理的方法2006-5-25 钢工件表面钝化处理的方法是在常温下,将配制好的钝化液,用毛刷刷到钢工件需要钝化处理 的部分,按钢工件需要在通风条件下存放时间来控制存入或取出。使钢工件表面生成一层有氧化 铁组成的钝化膜,因为氧化层有一定的厚度,就使钢工件表面成为钢——氧化铁复合材料,用来 降低钢工件在运动或受热挤压时的温升;缓解钢工件的热疲劳性粘结、剥落。 本发明工艺所使用的主要材料为空气中的氧气,以往由于没掌握对钢氧化进行控制的方法, 很少使用。而本工艺解决了钢工件表面氧化的速度和钢氧化层厚度的控制,所以有广泛的应用范 围。 成都无缝钢管厂1982年初为解决周期式轧辊常期粘钢的问题,成立了热腐蚀和冷腐蚀攻关小 组,我在11月摸索出简易的钝化处理方法,立即应用于生产。作了总结,当时两个车间使用,年 节约天然气72000方、经济效益为270余万元。1985
格式:pdf
大小:82KB
页数:8P
人气:97
4.5
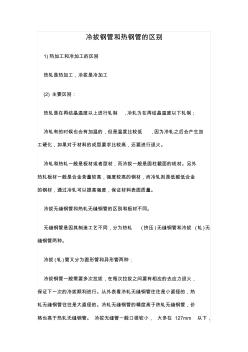
冷拔钢管和热钢管的区别 1)热加工和冷加工的区别 热轧是热加工,冷拔是冷加工 (2)主要区别: 热轧是在再结晶温度以上进行轧制,冷轧为在再结晶温度以下轧制; 冷轧有的时候也会有加温的,但是温度比较低,因为冷轧之后会产生加 工硬化,如果对于材料的成型要求比较高,还要进行退火。 冷轧和热轧一般是板材或者型材,而冷拔一般是圆柱截面的线材。另外 热轧板材一般是合金含量较高,强度较高的钢材,而冷轧则是低碳低合金 的钢材,通过冷轧可以提高强度,保证材料表面质量。 冷拔无缝钢管和热轧无缝钢管的区别和板材不同。 无缝钢管是因其制造工艺不同,分为热轧(挤压)无缝钢管和冷拔(轧)无 缝钢管两种。 冷拔(轧)管又分为圆形管和异形管两种: 冷拔钢管一般需要多次拉拔,在每次拉拔之间要有相应的去应力退火, 保证下一次的冷拔顺利进行。从外表看冷轧无缝钢管往往是小直径的,热 轧无缝钢管往往是大直径的。冷
格式:pdf
大小:137KB
页数:3P
人气:97
4.5
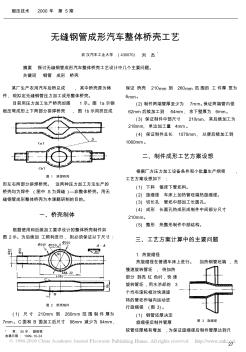
锻压技术 2000年 第5期 无缝钢管成形汽车整体桥壳工艺 武汉汽车工业大学(430070) 刘 杰 * 摘要 探讨无缝钢管成形汽车整体桥壳工艺设计中几个主要问题。 关键词 钢管 成形 桥壳 * 男,55岁,副教授 收稿日期:1999-10-24 某厂生产农用汽车后桥总成,其中桥壳原为铸 件,现拟定无缝钢管压力加工成形整体桥壳。 目前用压力加工生产桥壳如图1示。图1a示钢 板压弯成形上下两部分拼焊桥壳,图1b示用挤压成 图1 拼焊桥壳 形左右两部分拼焊桥壳。这两种压力加工方法生产的 桥壳均为焊件(图中s为焊缝)—非整体桥壳。用无 缝钢管成形整体桥壳为本课题研制的目的。 一、桥壳制体 根据使用和后续加工要求设计的整体桥壳制件如 图2示。为后续加工顺利进行,则必须保证以下尺寸: 图2 桥壳制件 (1)
精华文档 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
格式:pdf
大小:118KB
页数:6P
人气:97
4.6
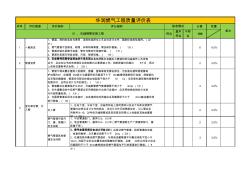
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平
格式:pdf
大小:31KB
页数:3P
人气:97
4.7

无缝钢管理论重量表 [来源:www.***.***][作者:中国钢管网][日期:09-04-21][热度:10124]文字大小:大中小 单位:kg/m 壁 厚外 径 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57

格式:pdf
大小:47KB
页数:24P
人气:97
4.5
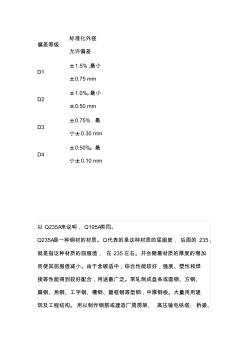
偏差等级 标准化外径 允许偏差 d1 ±1.5%,最小 ±0.75mm d2 ±1.0%。最小 ±0.50mm d3 ±0.75%.最 小±0.30mm d4 ±0.50%。最 小±0.10mm 以q235a来说明,q195a类同。 q235a是一种钢材的材质。q代表的是这种材质的屈服度,后面的235, 就是指这种材质的屈服值,在235左右。并会随着材质的厚度的增加 而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊 接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、 扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用用建 筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、 车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械 零件。c、d级钢还可作某些专业用钢使用。 q235分a、b、c、d四级(gb700-88)
最新文档 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
格式:pdf
大小:2.7MB
页数:19P
人气:97
4.7
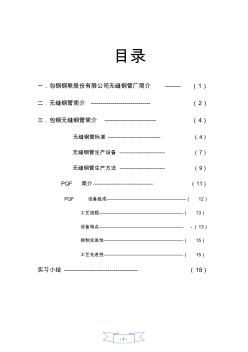
-1- 目录 一.包钢钢联股份有限公司无缝钢管厂简介--------(1) 二.无缝钢管简介------------------------------(2) 三.包钢无缝钢管简介--------------------------(4) 无缝钢管标准-----------------------------(4) 无缝钢管生产设备-------------------------(7) 无缝钢管生产方法-------------------------(9) pqf简介---------------------------------(11) pqf设备组成—————————————————(12) 工艺流程——————————————————(13) 设备特点——————————————————-(13
格式:pdf
大小:70KB
页数:3P
人气:97
4.5

0.250.300.400.500.600.801.01.2 501.211.44 (51)1.231.47 531.281.53 (54)1.311.59 561.361.62 (57)1.381.65 601.461.74 631.531.83 651.581.89 (68)1.651.98 701.702.03 (73)1.782.12 751.822.18 (76)1.852.21 80 (83) 85 (89) 90 95 100 (102) (108) 110 120 125 130 (133) 140 150 160 170 180 190 200 2、冷拔(轧)无缝钢管(yb231-70) 外径 (mm) 1.41.51.61.82.02.22.52.83.0 1.681.791.9
格式:pdf
大小:8KB
页数:2P
人气:97
4.6
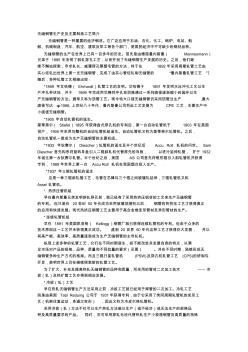
无缝钢管生产史及主要制造工艺简介*k-z;i!d;o(a!~ 无缝钢管是一种重要的经济钢材。它广泛应用于石油、石化、化工、锅炉、电站、船 舶、机械制造,汽车、航空、建筑及军工等各个部门,是国民经济中不可缺少的钢材品种。 无缝钢管的生产在世界上已有一百多年的历史。首先是由德国曼内斯曼(mannesmann) 兄弟于1885年发明了斜轧穿孔工艺,从而开创了无缝钢管生产发展的历史。之后,他们继 续不懈地探索,寻求轧长、减薄穿孔厚壁毛管的方法,终于在1892年采用周期轧管工艺由 实心坯轧出世界上第一支无缝钢管,完成了由实心管坯轧制无缝管的“曼内斯曼轧管工艺”。 随后,多种轧管工艺相继出现:!_!l.l,x9~6s1l *1899年艾哈德(ehrhardt)轧管工艺的发明。艾哈德于1891年发明水压冲孔工艺以生 产冲孔杯状坯,并于1899年
格式:pdf
大小:23KB
页数:3P
人气:97
4.6
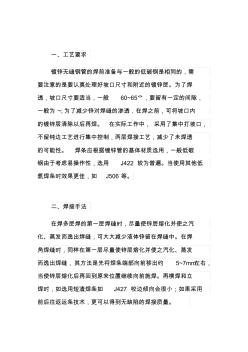
一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般60~65°,要留有一定的间隙, 一般为~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。在实际工作中,采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用j422较为普遍。当使用其他低 氢焊条时效果更佳,如j506等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选
格式:pdf
大小:122KB
页数:9P
人气:97
4.4
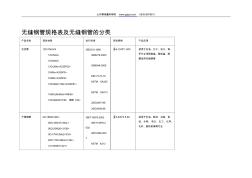
山东聊城鑫轩钢材www.***.***0635-8878611 无缝钢管规格表及无缝钢管的分类 产品名称现货材质执行标准现货规格产品应用 合金管12cr1movg 12crmog 15crmog 12cr2mo cr5mo cr9mo 10cr9mo1vnb 15nicumonb5 12cr2mowvtib gb5310-1995 gb6479-2000 gb9948-2006 din17175-79 astmsa335 astmsa213 jisg3467-88 jisg3458-88 ∮8-1240*1-200适用于石油、化工、电力、锅 炉行业用耐高温、耐低温、耐 腐蚀用无缝钢管 不锈钢管0cr18ni9 00cr19ni1
格式:pdf
大小:68KB
页数:4P
人气:97
4.6

流体用无缝钢管 流体管 资源表(价格电议) 规格 数量规格 数 量 规格数量 12×118 89×4.5-8-10-12-14-16 -18-20 4 0 273×7-9-12-1 5-18-20-25 100 14×1.5-2.5-320 95×4.5-6-8-10-12-14- 16-20 5 0 273×30-35-38 -40-45-50 50 16×1.5-2.5-430 102×4.5-5-6-7-8-10-1 2-14-16-20 8 0 299×8-12-16- 20-24-28 60 18×2.3-4-520 108×4.5-5-6-7-8-10-1 2-14-18-20-22 7 5 299×30-32-36 -38-40-45 70 20×2.5-3-517 114×4.5-5-6-7-
格式:pdf
大小:9KB
页数:2P
人气:97
4.4
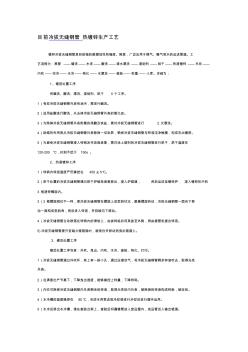
目前冷拔无缝钢管热镀锌生产工艺 镀锌冷拔无缝钢管具有较强的耐腐蚀性和强度、刚度,广泛应用于煤气、暖气和水的运送管道。工 艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹—— 内吹——空冷——水冷——钝化——水漂洗——查验——称重——入库。详细为: 1、镀前处置工序 有碱洗、酸洗、漂洗、浸助剂、烘干5个工序。 1)有些冷拔无缝钢管外表有油污,需进行碱洗。 2)选用盐酸进行酸洗,以去掉冷拔无缝钢管外表的氧化皮。 3)为除掉冷拔无缝钢管外表附着的残酸及铁盐,需对冷拔无缝钢管进行2次漂洗。 4)助熔剂作用是从冷拔无缝钢管外表除掉一切杂质,确保冷拔无缝钢管与锌液洁净触摸,构成杰出镀层。 5)为避免冷拔无缝钢管浸入锌锅发作放炮表象,需对涂上熔剂的冷拔无缝钢管进行烘干,烘干温度在 120-200℃,时刻不低于150s。 2、热浸镀锌工序
格式:pdf
大小:252KB
页数:3P
人气:97
4.7
 检测元件在无缝钢管生产中的应用
检测元件在无缝钢管生产中的应用 主要介绍检测元件在无缝钢管生产线中的应用。立足于检测元件的工作原理,使从事无缝钢管设计的非电气人员和刚参加工作的电气人员对检测元件能有一个较为初步的了解和认识。
格式:pdf
大小:110KB
页数:2P
人气:97
4.7
新型液压挤头机在无缝钢管上的应用 介绍了新型液压挤头机的工作原理及特点,以及其使用中的效果。
格式:pdf
大小:13KB
页数:2P
人气:97
4.5
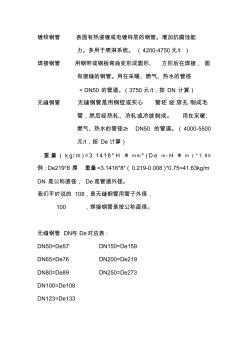
镀锌钢管表面有热浸镀或电镀锌层的钢管。增加抗腐蚀能 力。多用于喷淋系统。(4200-4750元/t) 焊接钢管用钢带或钢板弯曲变形成圆形、方形后在焊接,面 有接缝的钢管。用在采暖、燃气、热水的管径 <dn50的管道。(3750元/t,按dn计算) 无缝钢管无缝钢管是用钢锭或实心管坯经穿孔制成毛 管,然后经热轧、冷轧或冷拨制成。用在采暖、 燃气、热水的管径≥dn50的管道。(4000-5500 元/t,按de计算) 重量(kg/m)=3.1416*h厚mm*(dem-h厚m)*7.85 例:de219*8厚重量=3.1416*8*(0.219-0.008)*0.75=41.63kg/m dn是公称直径,de是管道外径。 我们平时说的108,是无缝钢管用管子外径,
文辑创建者
我要分享 >
职位:室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐