钢管ERW参数
2025-04-30
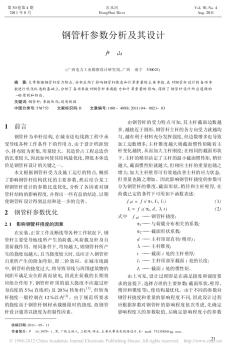
冷加工油套管 生产工艺特点: 尺寸精度高,内外壁的光洁度好;钢管内部晶粒取向好,晶粒细小;还可以使钢材产生很大的塑性变形,从而提高了钢材的屈服点 。 产品标准 钢级 外径范围 mm 外径公差 椭圆度 壁厚公差 螺纹扣型 直度 重量公差 API5CT H40~P110 60.3~339.70 D<4-1/2 ±0.79mm - -12.5%t 油管 NU、EU、IJ ≤0.2%L, 管端 1.5m≤3.18mm +6.5%/-3.5% D≥4-1/2 +1%/-0.5% 套管 STC、LC、 BC、XC Q/FT 101 H40、J55、K55 M65、N80、L80 60.3~339.70 -0.15%/+0.90% 0.50% -5%t~+5%t 油管 NU、EU、IJ ≤0.2%L, 管端 1.5m≤3.0mm 套管 STC、LC、 BC、XC C90

钢管选型与ERW钢管
钢管选型与ERW钢管ppt课件
编辑推荐下载
热门文档 钢管ERW参数
格式:pdf
大小:24KB
页数:2P
人气:99
 4.4
4.4

erw焊管和无缝钢管比较(经中石油西安管材所检测) 1、外径公差 erw钢管:采用冷弯成型,通过0.6%减径完成定径,其工艺过程温度基本恒定在室温,因而外 径控制准确、波动范围小,有利于杜绝黑皮扣; 无缝钢管:采用热轧成型工艺,其定径是在8000c左右完成,钢管原材料成分、冷却条件以及 轧辊的冷却状态等对其外径都有较大影响,因而外径控制难以准确,且波动范围较大。 2、壁厚公差 erw钢管:采用热轧带卷为原材料,现代热连扎厚度公差可以控制在0.05mm之内,而无缝钢 管采用圆钢穿孔方式生产,壁厚偏差较大,随后的热轧可以部分消除壁厚不均匀性,但目前最先进的 机组只能控制在±5~10%t以内,对应于8.94mm厚度的钢管。 无缝钢管:壁厚控制精度的极限是0.9mm。 3、椭圆度 erw钢管:采用冷弯成型,因而外径控制准确、波动范围小。 无缝钢管:采用热轧成型工艺,

格式:pdf
大小:148KB
页数:4P
人气:99
4.3
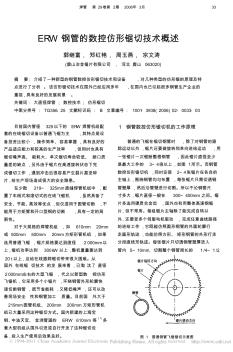
erw钢管的数控仿形锯切技术概述 郭继富,郑红艳,周玉燕,宗文涛 (唐山冶金锯片有限公司,河北唐山063020) 摘要:介绍了一种新型的钢管数控仿形锯切技术和设备,对几种类型的仿形锯的原理及特 点进行了分析。该仿形锯切技术在国外已经应用多年,在国内也已引起很多钢管生产企业的 重视,具有良好的发展前景。 关键词:大直径焊管;数控技术;仿形锯切 中图分类号:tg356.25文献标识码:b文章编号:1001-3938(2006)02-0033-03 目前国内管径325以下的erw焊管机组配 套的在线锯切设备以普通飞锯为主,其特点是设 备投资比较小,操作简单、容易掌握,具有良好的 产品适应能力和较高的生产效率,但同时也具有 锯切噪声高、能耗大、单次锯切寿命较低、断口质 量差的缺点,另外由于锯
格式:pdf
大小:4.7MB
页数:39P
人气:99
4.7

钢管选型与ERW钢管ppt课件(20200928134401)
格式:pdf
大小:4.8MB
页数:40P
人气:99
4.8

钢管选型与ERW钢管ppt课件(20200928134444)
精华文档 钢管ERW参数
格式:pdf
大小:33KB
页数:2P
人气:99
4.3
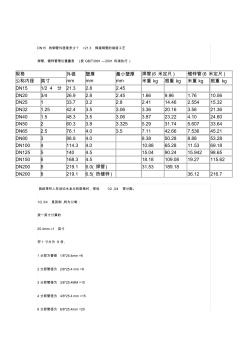
dn15的钢管外径是多少?=21.3焊接钢管的制造工艺 焊管、镀锌管理论重量表(按gb/t3091—2001标准执行) 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺)镀锌管(6米定尺) 公称内径英寸米重kg根重kg米重kg根重kg dn151/24分21.32.82.45 dn203/426.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.2542.43.53.063.3620.163.5621.36 dn401.548.33.53.063.8723.224.1024.60 dn50260.33.83.3255.2931.745.
格式:pdf
大小:109KB
页数:4P
人气:99
4.5
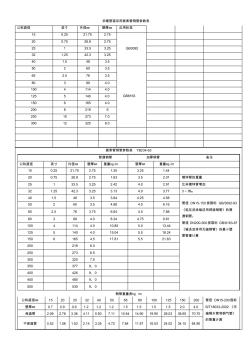
采暖管道采用碳素管钢管参数表 公称直径英寸外径㎜壁厚㎜应用标准 150.2521.752.75 gb3092 200.7526.82.75 25133.53.25 321.2542.33.25 401.5483.5 502603.5 gb8163 652.5763.5 803894.0 10041144.0 12551404.0 15061654.0 20082196 250102737.0 300123258.0 碳素管钢管参数表yb234-63 普通钢管加厚钢管备注 公称直径英寸外径㎜壁厚㎜重量㎏/m壁厚㎜重量㎏/m 150.2521.752.751.253.251.44 200.7526.82.751.633.5
格式:pdf
大小:119KB
页数:5P
人气:99
4.8
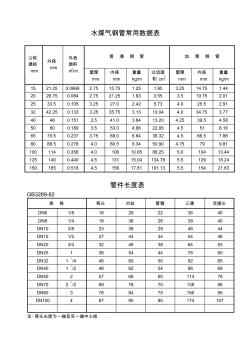
水煤气钢管常用数据表 公称 通经 mm 外径 mm 外表 面积 m2/m 普通钢管加厚钢管 壁厚 mm 内径 mm 重量 kg/m 过流面 积cm 2 壁厚 mm 内径 mm 重量 kg/m 1521.250.06682.7515.751.251.953.2514.751.44 2026.750.0842.7521.251.633.553.519.752.01 2533.50.1053.2527.02.425.734.025.52.91 3242.250.1333.2535.753.1310.044.034.753.77 40480.1513.541.03.8413.204.2539.54.58 50600.1893.553.04.8822.0
格式:pdf
大小:850KB
页数:6P
人气:99
4.3
 城市燃气管网应用ERW钢管及其防腐问题
城市燃气管网应用ERW钢管及其防腐问题 从天然气改变能源结构的重要意义上,探讨了天然气同煤制气在管网输配上的区别,并论述了高频直缝电阻焊(erw)钢管的先进生产工艺、几何和物理无缝化特点,同时对铸铁管、聚乙烯(pe)管、无缝管进行了性能和造价的综合比较,根据设计规范,得出erw钢管是城市燃气管网的首选管材。对埋地钢管外防腐层的选用问题,也进行了国内外应用技术和理论的探讨。
格式:pdf
大小:17KB
页数:2P
人气:99
4.4
erw直缝电阻焊钢管与直缝埋弧焊(uoe)钢管的区别: 直缝焊接钢管,按焊接工艺分有高频电阻焊和埋弧焊,直缝埋弧 焊简称uoe,直缝高频电阻焊简称erw。 高频电阻焊钢管(erw钢管)因它焊接过程与埋弧焊相比,erw工艺 在焊接过程中不添加任何焊接材料,焊缝成型没有经过热熔化状态, 只是焊缝金属经过再结晶过程,故形成的焊缝与母材的化学成份完全 一致,钢管焊接后经过退火处理,制造成型冷加工内应力,焊接内应 力均得到改善,因此erw钢管综合机械性能较好。 直缝埋弧焊(uoe钢管)因它采用焊后冷扩径工艺涨管,故uoe钢管 几何尺寸比较精确,采用uoe钢管对接时的对口质量好从而确保了焊接 质量,通过扩管工艺一定程度消除了部分内应力。另外uoe钢管焊接 时采用多丝焊接(三丝、四丝),这样的焊接工艺焊接时产生的线能量 小,对母材热影响区影响程度也小。多丝焊接后道焊
最新文档 钢管ERW参数
格式:pdf
大小:191KB
页数:6P
人气:99
4.3
城市燃气管网应用ERW钢管及其防腐问题 从天然气改变能源结构的重要意义上,探讨了天然气同人工煤制气在管网输配上的区别,并论述了高频直缝电阻焊钢管(erw)先进的生产工艺、几何和物理无缝化特点,同时对铸铁管、高密度聚乙烯(hdpe)管、无缝管进行了性能和造价的综合比较,根据设计规范,而得出erw钢管是城市燃气管网的首选管材。对埋地钢管外防腐层的选用问题,也进行了国内外应用技术和理论的探讨。
格式:pdf
大小:34KB
页数:2P
人气:99
4.4
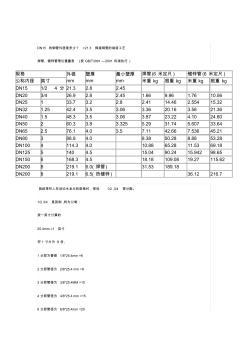
dn15的钢管外径是多少?=21.3焊接钢管的制造工艺 焊管、镀锌管理论重量表(按gb/t3091—2001标准执行) 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺)镀锌管(6米定尺) 公称内径英寸米重kg根重kg米重kg根重kg dn151/24分21.32.82.45 dn203/426.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.2542.43.53.063.3620.163.5621.36 dn401.548.33.53.063.8723.224.1024.60 dn50260.33.83.3255.2931.745.
格式:pdf
大小:10KB
页数:2P
人气:99
4.5
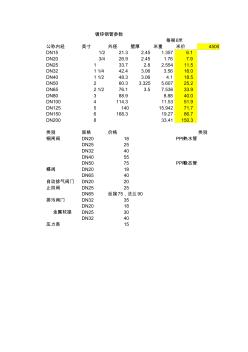
公称内经英寸外径壁厚米重米价4500 dn151/221.32.451.3576.1 dn203/426.92.451.767.9 dn25133.72.82.55411.5 dn3211/442.43.063.5616.0 dn4011/248.33.064.118.5 dn50260.33.3255.60725.2 dn6521/276.13.57.53633.9 dn80388.98.8840.0 dn1004114.311.5351.9 dn125514015.94271.7 dn1506168.319.2786.7 dn200833.41150.3 类别规格价格类别 铜闸阀dn2018ppr热水管 dn2525 dn3240 dn4055
格式:pdf
大小:21KB
页数:2P
人气:99
4.6
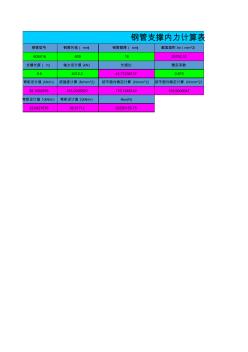
钢管型号钢管外径(mm)钢管壁厚(mm)截面面积an(mm^2) 609x166091629792.32 支撑长度(m)轴力设计值(kn)长细比稳定系数 9.64012.245.772381370.875 弯矩设计值(kn/m)按强度计算(n/mm^2)按平面内稳定计算(n/mm^2)按平面外稳定计算(n/mm^2) 92.1592876153.2926822175.1249142168.9006047 弯矩设计值1(kn/m)弯矩设计值2(kn/m)nex(n) 53.642167638.5171226256155.75 钢管支撑内力计算表 截面惯性矩i(mm^4)截面模量wn(mm^3)回转半径(mm) 13105082964303803.928209.7334618 延米自重(kn)延米施工荷载(kn
格式:pdf
大小:34KB
页数:2P
人气:99
4.6
焊接钢管检查参数指标 公称直径 mm 外径 mm 外径允许偏差 mm普通钢管加厚钢管 壁厚mm允许偏差mm壁厚mm允许偏差mm 1521.3±0.50mm2.75 +12% -15% 3.25+12% -15% 2026.82.753.5 2533.53.254.00 3242.33.254.00 4048.03.504.25 5060.0±1%3.50 +12% -15%4.50 +12% -15% 6575.53.754.50 8088.54.005.00 100114.04.005.00 125140.04.005.50 150165.04.505.50 注:钢管抗拉强度≥295mp;应能承受的水压试验值为:普通钢管2.5mp,
格式:pdf
大小:72KB
页数:3P
人气:99
4.7

1钢管常用规格参数表 无缝钢管理论重量表 外径mm壁厚mm 0.500.600.801.01.21.41.51.61.82.02.22.52.83.03.2 每米重量kg 60.070.080.100.120.140.160.170.170.190.20 70.080.100.120.150.170.190.200.210.230.250.260.28 80.090.110.140.170.200.230.240.250.280.300.320.34 90.110.120.160.200.230.260.280.290.320.350.370.400.43 100.120.140.180.220.260.300.310.330.
格式:pdf
大小:146KB
页数:11P
人气:99
4.4
中海油能源发展股份有限公司管道工程分公司 编码:gdzc13-10/1 erw套管性能参数标准 (第1版) 发放编号: 受控状态:是■否□ 持有者: 2013年10月30日发布2013年10月30日实施 中国?天津 中海油能源发展股份有限公司管道工程钻采 管材分公司 文件编码:gdzc13-10/1 版本号:1 石油套管加工内控标准 修改码:0 页码:2/10 目录 一、油套管加工内控标准 1、油、套管理化性能要求 2、尺寸、重量、长度 3、套管直线度 4、椭圆度要求 5、通径要求 6、无损检验 7、螺纹加工要求 二、套管接箍加工内控标准 1、套管接箍理化性能要求 2、套管接箍外径、壁厚、长度、重量api标准值 3、套管接箍加工尺寸标准值 4、套管接箍尺寸要求内控偏差值 5、接箍螺
格式:pdf
大小:105KB
页数:2P
人气:99
4.6
q235b在erw钢管生产中压扁试验开裂的原因分析 摘要:erwt钢管的应用面已经越来越广,特别是输油、输气管道。而这些 管子的性能要求就要比普通钢管要高,特别要抗震、抗压、抗裂的能力。为此, 在生产过程中就要通过各项试验来验证钢管的这些性能。压扁试验就是其中一 项。 关键词:q235berw钢管生产压扁试验 在最近一次用q235b的材料做规格为φ323.9的焊接钢管时,首检总是出现 压扁不合格的情况,在钢管上所取式样在进行压扁试验时,在式样的焊缝及其热 影响区甚至焊缝对面处都会在压至不足三分之一管子直径时发生开裂,致使生产 遭p 2、原料的质量 通过金相试验可以明显的发现,两种原料的组织存在很大的差异,a厂家组 织正常为f+p并且晶粒度为9.5级以上不存在偏析和夹杂等缺陷,b厂家组织也 为f+p但是存在严重的偏析以及带状组织。 3、调型的控制 3.
格式:pdf
大小:119KB
页数:1P
人气:99
4.7
Q235B在ERW钢管生产中压扁试验开裂的原因分析 erw钢管的应用面已经越来越广,特别是输油、输气管道。而这些管子的性能要求就要比普通钢管要高,特别要抗震、抗压、抗裂的能力。为此,在生产过程中就要通过各项试验来验证钢管的这些性能。压扁试验就是其中一项。
文辑创建者
我要分享 >
职位:BIM实施顾问
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐