钢筋电渣压力焊接工程(分项工程质量技术交底卡)
2024-04-29
共 2 页,第 1 页 钢筋电渣压力焊接工程 分项工程质量技术交底卡 GD2301003 施工单位 工程名称 分部工程 交底部位 日 期 年 月 日 交 底 内 容 一、 施工准备 (一 ) 作业条件 1、 电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、 电渣压力焊钢筋在竖向或倾斜度在 4:1 范围内应用。 3、 电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、 在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做 3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、 熟悉图纸。 表 2-7 班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (A) 焊接电压( V) 通电时间( s) 电弧过程 电流过程 电弧过程 电流过程 14 200~220 35~45 22~27

钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工 单位 工程 名称 分部工程 交底 部位日期年月日 交 底 内 容 交 底 内 容 一、施工准备 (一作业条件 1、电渣压力焊的作业人员应进行内部培 训,经考核合格者,发企业内部上岗 证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在 4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简 的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对 其在工程中准备进行电渣压力焊的钢筋 各做3个模拟试件,经拉伸试验合格 后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直 径 (mm) 焊接电 流 (a) 焊接电压 (v) 通电时间 (s) 电弧过 程 电流过 程 电弧过程电流过程 14 200~ 220 35~4522~2712
共1页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程基础、主体工程 交底部位基础、主体日期2009年10月05日 交 底 内 容 一、质量要求 钢筋电渣压力焊接工程质量要求可参照本书《钢筋锥螺纹连接工程》章节中相应部分。 二、工艺流程 检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹其和钢筋→安放铁丝 球(也可省去)→安放焊剂罐、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊 剂→卸下夹具→质量检查 三、操作工艺 (一)电渣压力焊可采用交流或直流电源。焊机容量应根据所焊钢筋直径选定。 (二)焊接时,应根据班前焊所确定的焊接参数来进行操作。 (三)电渣压力焊工艺过程应符合下列要求: 1、焊接夹具的上下钳日应夹紧于上下钢筋上,不得晃动。 2、
编辑推荐下载
格式:pdf
大小:29KB
页数:2P
人气:75
 4.3
4.3
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 施工单位陕西中辉建设工程有限公司 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4
格式:pdf
大小:33KB
页数:4P
人气:75
4.7

02 年10月 交 底 内 容 ############################################################################################ 交底部位框架柱与梁板钢筋日期201028日 总承包施工单位广东源天建筑有限公司 单位(子单位)工程名称高明碧桂园二期b248住宅 分部工程混凝土结构工程 钢筋电渣压力焊分项工程质量技术交底卡 gd2301003 交底 人: 专业技术负责人:莫远雄莫远雄接受人:周健 ##### 日 卡
热门文档 钢筋电渣压力焊接工程(分项工程质量技术交底卡)
格式:pdf
大小:15KB
页数:1P
人气:75
4.5
专业技术负责人:交底人:接受人: 电渣压力焊分项工程质量技术交底卡 gd2301003 总承包施工单位 单位(子单位)工程名称 分部工程 交底部位日期年月日 交 底 内 容 1.施工前准备: 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点: 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型号焊接变压器并联使用。 2.2安装好电压控制表、电源表和信号电铃,便于操作时控制焊接参数和准确掌握焊接时间。 2.3焊接夹具应稳固,使用灵巧坚固耐用,上下钳口同心。 2.4焊接盒与所焊接钢筋的直径大小相适应。 2.5焊接时应采取措施,扶持钢筋上端
格式:pdf
大小:42KB
页数:3P
人气:75
4.4
钢筋电渣压力焊分项工程质量技术交底卡 gd230100301 施工单位浙江振进建设集团有限公司 工程名称萝岗区
格式:pdf
大小:35KB
页数:2P
人气:75
4.5
钢筋电渣压力焊分项工程质量技术交底卡 gd2301003 共2页,第1页。 总承包施工单位xx工程有限公司 单位(子单位)工程名称xx工程 分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人 员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个 模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~
格式:pdf
大小:31KB
页数:2P
人气:75
4.4
电渣压力焊分项工程质量技术交底卡 gd2301003 施工单位深圳市金众(集团)股份有限公司 工程名称 深云村经济适用房住宅区工程施工总承 包第一标 分部工程地基与基础 交底部位电渣压力焊日期2008-3-1 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上 岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的 钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电
格式:pdf
大小:15KB
页数:2P
人气:75
4.3
专业技术负责人:交底人:接受人: 电渣压力焊分项工程质量技术交底卡 gd2301003 总承包施工单位 单位(子单位)工程名称 分部工程 交底部位日期年月日 交 底 内 容 1.施工前准备: 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点: 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型号焊接变压器并联使用。 2.2安装好电压控制表、电源表和信号电铃,便于操作时控制焊接参数和准确掌握焊接时间。 2.3焊接夹具应稳固,使用灵巧坚固耐用,上下钳口同心。 2.4焊接盒与所焊接钢筋的直径大小相适应。 2.5焊接时应采取措施,扶持钢筋上端
精华文档 钢筋电渣压力焊接工程(分项工程质量技术交底卡)
格式:pdf
大小:25KB
页数:2P
人气:75
4.4
电渣压力焊分项工程质量技术交底卡 gd2301003□□ 总承包施工单位中天建设集团有限公司 单位(子单位)工程名称惠州白鹭湖山水休闲度假区blh-06地块a1、b1、c1、c2户型别墅 分部工程基础分部工程 交底部位剪力墙、柱日期年月日 交 底 内 容 交底内容: 要求:柱纵向受力钢筋大于14的采用电渣压力焊 一、施工准备和作业条件: 1、钢材:各种钢筋必须有合格证和复验合格报告。 2、焊机:性能符合要求,有防雨设施,电源接通。 3、钢筋下料正确无误,并经复核。 4、钢筋表面锈、油、污已处理,端部经处理,符合焊接条件。 5、各种规格钢筋的试焊,经检验合格。 6、作业人员有上岗证。 二、施工操作: 1、焊接时应按设备说明,调整好焊接参数(电压、电流、时间)。 2、焊剂必须是合格品,使用前应经2500c烘烧1—2小时,重复使用时
格式:pdf
大小:31KB
页数:2P
人气:75
4.3
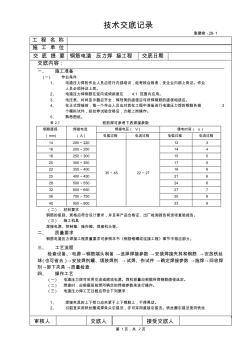
技术交底记录 渝建竣-28-1 工程名称 施工单位 交底提要钢筋电渣压力焊接工程交底日期 交底内容: 审核人交底人接受交底人 第1页,共2页 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27
格式:doc
大小:80KB
页数:3P
人气:75
4.5

钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、
格式:pdf
大小:16KB
页数:2P
人气:75
4.3
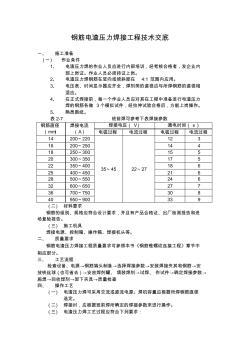
钢筋电渣压力焊接工程技术交底 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内 部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相 适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力 焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 2
格式:pdf
大小:42KB
页数:3P
人气:75
4.7
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200
最新文档 钢筋电渣压力焊接工程(分项工程质量技术交底卡)
格式:doc
大小:80KB
页数:3P
人气:75
4.7
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、
格式:pdf
大小:30KB
页数:2P
人气:75
4.8
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 1
格式:pdf
大小:34KB
页数:2P
人气:75
4.5
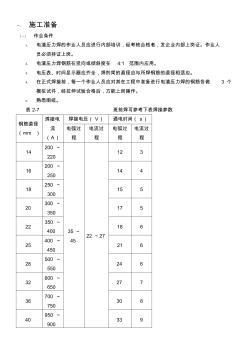
一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人 员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个 模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电 流 (a) 焊接电压(v)通电时间(s) 电弧过 程 电流过 程 电弧过 程 电流过 程 14 200~ 220 35~ 45 22~27 123 16 200~ 250 144 18 250~ 300 155 20 300~ 350 175 22 35
格式:pdf
大小:31KB
页数:2P
人气:75
4.6
表c2-2 技术、安全交底记录 施工单位:年月日编号: 工程名称交底部位 共页 第页 交底内容: 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~
格式:pdf
大小:31KB
页数:2P
人气:75
4.4
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 施工单位建筑工程有限公司 工程名称6#-13#楼分部工程钢筋墙、柱立筋焊接 交底部位各层内墙、柱立筋焊接日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。 作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内焊接。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各 做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 1420
格式:pdf
大小:30KB
页数:2P
人气:75
4.3
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27
格式:pdf
大小:29KB
页数:2P
人气:75
4.3
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊地作业人员应进行内部培训,经考核合格者,发企业内部上岗证.作业 人员必须持证上岗. 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用. 3、电压表、时间显示器应齐全,焊剂简地直径应与所焊钢筋地直径相适应. 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊地钢筋各做3 个模拟试件,经拉伸实验合格后,方能上岗操作. 5、熟悉图纸. 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 12
格式:pdf
大小:71KB
页数:5P
人气:75
4.7
质量技术交底记录 工程名称建设单位 监理单位施工单位 交底部位钢筋焊接工程施工交底日期 交底人签字接受人签字 一、施工准备 1、钢筋的级别、规格符合设计要求,有产品合格证、出厂检测报告、进场复验报告、焊接取样化学 及性能试验报告,焊条的规格要求符合设计规范要求,已报总包、监理审批并用意使用。 2、焊工必须持证上岗,所用的焊机、电缆、电焊钳、面罩必须检查无安全隐患后才可使用。作业现 场必须有安全防护、防火、通风措施,防止触电、火灾、中毒及烧伤等事故发生。 3、使用的焊条要求:药皮无裂缝、气孔、凹凸不平;根据要求焊条烘干后使用;焊接时,电弧燃烧 应稳定,药皮熔化均匀,无成块脱落现象。 二、工艺流程 a、电弧焊:设备检查→选定焊接参查数→引弧、施工、收弧→清渣→质量检查。 b、电渣压力焊:检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋
格式:pdf
大小:34KB
页数:2P
人气:75
4.6
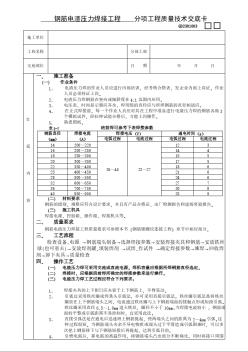
钢筋电渣压力焊接分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1.电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持 证上岗。 2.电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3.电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4.在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个模拟试件, 经拉伸试验合格后,方能上岗操作。 5.熟悉图纸。 (二)材料要求 钢筋的级别、规格应符合设计要求,并且有产品合格证、出厂检测报告和进场复验报告。 (三)施工机具 焊接电源、控制箱、操作箱、焊接机头等。 二、质量要求 钢筋电渣压力焊接工程质量要求应符合《混凝土结构工程施工质量验收规范》(gb50204-
格式:pdf
大小:15KB
页数:2P
人气:75
4.5
电渣压力焊分项工程质量技术交底卡 gd2301003 施工单位广州市黄埔建筑工程总公司 工程名称五山小学教学楼改扩建工程(新建教学楼)施工总承包分部工程地基与基础工程 交底部位地基与基础日期年月日 交 底 内 容 1.施工前准备: 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点: 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型号焊接变压器并联使用。 2.2安装好电压控制表、电源表和信号电铃,便于操作时控制焊接参数和准确掌握焊接时间。 2.3焊接夹具应稳固,使用灵巧坚固耐用,上下钳口同心。 2.4焊接盒与所焊接钢筋的直径
文辑创建者
我要分享 >
职位:岩土高级工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐