钢结构厚板冬季焊接(板厚100mm)控制要点
2025-01-20
1 一.国家体育场钢结构冬季焊接施工技术 1 概述 1.1 工程简介 国家体育场是北京 2008 年奥运会的主体育场。建筑顶面呈马鞍型,长轴为 332.3m,短 轴为 297.3m,最高点高度为 68.5m,最低点高度为 40.1m,屋盖中间开洞长度为 185.3m, 宽度为 127.5m。钢结构工程结构用钢总量约 42000 吨,涉及到: Q460E-Z35、Q345GJD、 Q345D、Q345C、GS-20Mn5V 铸钢件等 6 种高强钢,且为 全焊接结构 ,造型独特新颖,为 双曲面马鞍型结构 。 由于钢结构工程量大, 施工工期紧, 本工程钢结构施工要经历一个冬季施工阶段, 北京 地区冬季降雪主要集中在 11月份 ~3 月份,地表风力集中在 3 级~6级之间,最低温度平均在 - 10℃左右。根据施工进展安排,冬季施工涉及钢结构几乎所有的工序:柱脚拼装及吊装, 主体结构吊装及焊接、


采用斜y坡口裂纹试验方法、焊接热影响区最高硬度试验方法和不同焊接方法所得接头的力学性能测试,对100mm厚q345gjd特厚板进行详细的焊接性研究和焊接工艺试验。经分析得出:预热150℃,可有效防止100mm厚q345gjd钢出现焊接冷裂纹;焊态下,传统电弧焊方法均可获得良好性能的焊接接头。
 EH36225高强度钢100mm超厚板焊接工艺研究
EH36225高强度钢100mm超厚板焊接工艺研究 本文通过从焊道布置、焊接规范、温度控制等方面进行实验,完善了eh36225高强度铜100mm超厚板焊接工艺,使其在大规模生产过程中的焊接质量和劳动效率得到保证。
编辑推荐下载
格式:pdf
大小:50KB
页数:2P
人气:98
 4.5
4.5
!"#$$厚板焊接 苑志波严洪丽 (中国二十二冶金属结构工程公司唐山#%&#&#) 摘要针对采用埋弧自动焊焊接!"#$$厚’&()*+钢板的问题,重点论述了材料选择、坡口形式、焊接参数确 定、预热、焊接过程、后热、焊接检验,个环节。 关键词’&()*+钢埋弧自动焊特厚板 !"#$%&’()*+""#,#-+"()./011 !"#$%&’()!#$*)$+,’ (-./01//201345143/6784975143:8;78?=93=f2/$1.71.=e1=4b/b4f$/3;
格式:pdf
大小:140KB
页数:未知
人气:98
4.4
150 mm厚吊耳板焊接裂纹修复 150mm厚q345c吊耳板整条开裂,通过焊接性分析,采用合理的焊接工艺,成功的将裂纹进行了修复,为厚板的焊接及裂纹修复提供了经验。
热门文档 钢结构厚板冬季焊接(板厚100mm)控制要点
格式:pdf
大小:134KB
页数:未知
人气:98
4.3
厚板钢结构焊接裂纹控制措施 工业厂房框架钢结构构件较大、钢板厚、焊接熔敷金属量大、节点复杂、残余应力大、容易出现裂纹,影响焊接质量。为防止裂纹的产生,通过改善焊缝性能,焊前预热母材,采用合理的焊接工艺和节点设计等有效措施,确保了工程质量。
格式:pdf
大小:144KB
页数:15P
人气:98
4.3

目录 1、概述.....................................................................................................................................................2 2、钢结构冬季施工领导小组..................................................................................................................2 3.冬季施工前的准备工作............................................................................................
格式:pdf
大小:144KB
页数:15P
人气:98
4.6

目录 1、概述.....................................................................................................................................................2 2、钢结构冬季施工领导小组..................................................................................................................2 3.冬季施工前的准备工作............................................................................................
格式:pdf
大小:719KB
页数:2P
人气:98
4.5
钢结构厚板焊接裂纹的补焊技术 针对某建筑钢结构焊接施工过程中出现的裂纹,分析了产生的原因,并在其补焊可行性分析的基础上,提出了切实可行的裂纹焊接修复工艺方案,补焊修复获得成功。
格式:pdf
大小:136KB
页数:5P
人气:98
4.7
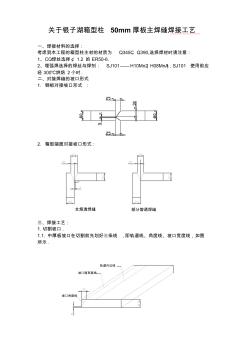
关于银子湖箱型柱50mm厚板主焊缝焊接工艺 一、焊接材料的选择: 考虑到本工程的箱型柱主材的材质为q345c、q390,选择焊材时请注意: 1、co2焊丝选择¢1.2的er50-6. 2、埋弧焊选择的焊丝与焊剂:sj101——h10mn2(h08mna),sj101使用前应 经300℃烘焙2小时. 二、对接焊缝的坡口形式 1.钢板对接坡口形式: 2.箱型端面对接坡口形式: 全熔透焊缝部分熔透焊缝 三、焊接工艺: 1.切割坡口. 1.1.中厚板坡口在切割前先划好三条线,即轨道线、角度线、坡口宽度线,如图 所示. 坡口面宽度线 坡口角度线 轨道内边线 1.2.一律采用半自动切割机进行打坡口,打坡口前,应检查半自动切割机行走轨 道的直线度≤2mm,对轨道直线度超标的应重新校直或重新制做. 1.3.对切割后的坡口进行打磨,打磨范
精华文档 钢结构厚板冬季焊接(板厚100mm)控制要点
格式:pdf
大小:1.1MB
页数:5P
人气:98
4.3
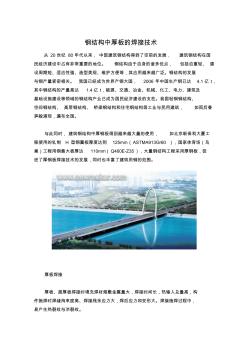
钢结构中厚板的焊接技术 从20世纪80年代以来,中国建筑钢结构得到了空前的发展,建筑钢结构在国 民经济建设中占有非常重要的地位。钢结构由于自身的诸多优点,包括自重轻、建 设周期短、适应性强、造型美观、维护方便等,其应用越来越广泛。钢结构的发展 与钢产量紧密相关。我国已经成为世界产钢大国,2006年中国生产钢已达4.1亿t, 其中钢结构的产量高达1.4亿t,能源、交通、冶金、机械、化工、电力、建筑及 基础设施建设等领域的钢结构产业已成为国民经济建设的支柱。我国轻钢钢结构、 空间钢结构、高层钢结构、桥梁钢结构和住宅钢结构等工业与民用建筑,如雨后春 笋般涌现,遍布全国。 与此同时,建筑钢结构中厚钢板得到越来越大量的使用,如北京新保利大厦工 程使用的轧制h型钢翼板厚度达到125mm(astma913gr60),国家体育场(鸟 巢)工程用钢最大板厚达1
格式:pdf
大小:1011KB
页数:3P
人气:98
4.7
澳门美高梅路氹酒店项目钢结构制作采用欧标en1090-2—2011标准,原材料使用en10025-2标准中的s355j0-z25钢,最大钢板厚度为150mm,制作难度非常大。针对超厚板钢构件的焊接工艺,文中以bh850mm×850mm×150mm×150mm截面的钢结构构件为例进行探讨。
格式:pdf
大小:25KB
页数:1P
人气:98
4.5

100mm厚改性(eps)保温综合单价明细表 真石漆饰面 序号项目名称规格型号单价(元/m2)备注 一主材167.03 聚合物粘结砂浆10.50 岩棉120mm150.00 聚合物抹面砂浆9.00 锚钉4.20 耐碱网格布3.08 柔性腻子3.75 真石漆85.00 二辅材2.00 易耗工具2.00 三人工费81.00 保温人工费36.00 真石漆人工费45.00 四吊篮费10.00 五检测费3.00 六直接费小计263.03 七管理费5.26 八利润7.89 九税金9.42 十综合单价合计285.60 新疆卓尔能环保新材料有限公司 2014年4月16日 注意:供参考价格
格式:pdf
大小:140KB
页数:2P
人气:98
4.4
150mm厚吊耳板焊接裂纹修复 150mm厚q345c吊耳板整条开裂,通过焊接性分析,采用合理的焊接工艺,成功的将裂纹进行了修复,为厚板的焊接及裂纹修复提供了经验。
格式:pdf
大小:31KB
页数:5P
人气:98
4.7

最新【精品】范文参考文献专业论文 浅析厚板钢结构的焊接特性及控制方法 浅析厚板钢结构的焊接特性及控制方法 【摘要】:本文主要介绍了高强度钢材厚板焊接的一些特性, 针对这些特性,笔者根据多年的经验提出了一些相应的控制方法,谨 供同行借鉴。 【关键词】:高强度钢材;厚板焊接;施工控制 【abstract】:thisarticlemainlyintroducedthehigh strengthsteelplateweldingsomecharacteristics.basedon yearsofexperiences,theauthorputsforwardsome correspondingcontrolmeasuresaccordingtothese characteristics,,andtoprovidere
最新文档 钢结构厚板冬季焊接(板厚100mm)控制要点
格式:pdf
大小:7KB
页数:3P
人气:98
4.6
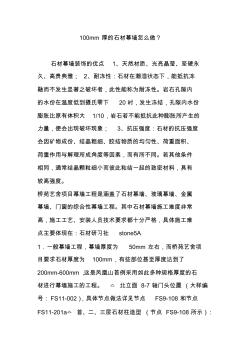
100mm厚的石材幕墙怎么做? 石材幕墙装饰的优点1、天然材质、光亮晶莹、坚硬永 久、高贵典雅;2、耐冻性:石材在潮湿状态下,能抵抗冻 融而不发生显著之破坏者,此性能称为耐冻性。岩石孔隙内 的水份在温度低到摄氏零下20时,发生冻结,孔隙内水份 膨胀比原有体积大1/10,岩石若不能抵抗此种膨胀所产生的 力量,便会出现破坏现象;3、抗压强度:石材的抗压强度 会因矿物成份、结晶粗细、胶结物质的均匀性、荷重面积、 荷重作用与解理所成角度等因素,而有所不同。若其他条件 相同,通常结晶颗粒细小而彼此粘结一起的致密材料,具有 较高强度。 桥苑艺舍项目幕墙工程是涵盖了石材幕墙、玻璃幕墙、金属 幕墙、门窗的综合性幕墙工程。其中石材幕墙施工难度非常 高,施工工艺、安装人员技术要求都十分严格,具体施工难 点主要体现在:石材研习社stone5a 1.一般幕墙工程,幕墙厚度为50mm左右,而桥苑
格式:pdf
大小:141KB
页数:6P
人气:98
4.7

板厚为20mm,接头为对接的16mnr钢的埋弧焊焊接工艺 班级:xxxxx 姓名:xxxx 学号:xxxx 一、16mnr的化学成分及性能 二、16mnr的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16mnr的化学成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化学成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr钢是q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比q235 号钢多加入约1%的mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,
格式:pdf
大小:138KB
页数:5P
人气:98
4.7
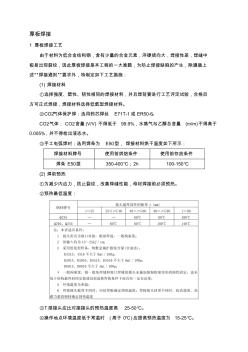
厚板焊接 1厚板焊接工艺 由于材料为低合金结构钢,含有少量的合金元素,淬硬倾向大,焊接性差,焊缝中 极易出现裂纹,因此厚板焊接是本工程的一大难题,为防止焊接缺陷的产生,除遵循上 述“焊接通则”要求外,特制定如下工艺措施: (1)焊接材料 ①选择强度、塑性、韧性相同的焊接材料,并且焊前要进行工艺评定试验,合格后 方可正式焊接,焊接材料选择低氢型焊接材料。 ②co2气体保护焊:选用药芯焊丝e71t-1或er50-6。 co2气体:co2含量(v/v)不得低于99.9%,水蒸气与乙醇总含量(m/m)不得高于 0.005%,并不得检出液态水。 ③手工电弧焊时:选用焊条为e50型,焊接材料烘干温度如下所示: 焊接材料牌号使用前烘焙条件使用前存放条件 焊条e50型350-400℃;2h100-150℃ (2)焊前预热 ①为减少内应力,防止裂纹,改善焊缝性能,母材焊接前
格式:pdf
大小:63KB
页数:3P
人气:98
4.6

致: 由: 层次 阻抗 属性 线宽 mil 线距 mil 铜皮 间距 铜厚(成 品)oz 要求阻抗 值ohm参考层 线宽 mil 线距 mil 铜皮 间距 铜厚(成 品)oz 建议阻抗 值ohm l1特性5150l25150 l4特性5150l35150 l1差分4.571100l24.571100 l4差分4.571100l34.571100 er4.2 er4.2 er4.2 2011/06/26rev:a 阻抗控制结构确认函 电话:传真: 电话:传真: 一、参数描述: 文件名:层数:4 要求板厚:1.0mm板厚公差:建议板厚:1.0mm板厚公差:+/-0.1mm 阻抗值
格式:pdf
大小:179KB
页数:8P
人气:98
4.5
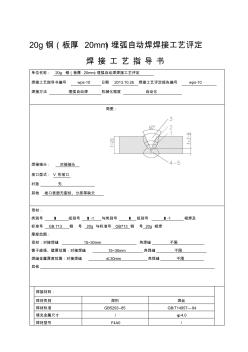
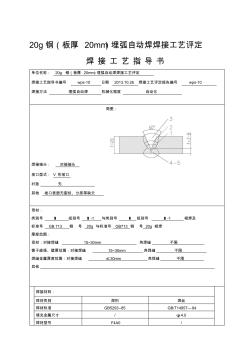
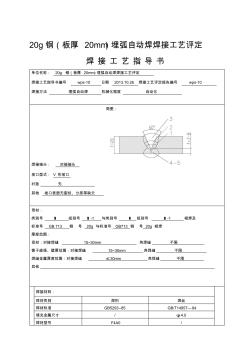
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:doc
大小:89KB
页数:8P
人气:98
4.6
 100mm夹心彩钢板价格
100mm夹心彩钢板价格 夹心彩钢板作为一种新型建筑材料,在建设工程领域中具有广泛的应用。本文将详细介绍夹心彩钢板的特点、优势以及在建筑领域中的应用,通过对比分析,展示其在建筑工程中的重要作用。
格式:pdf
大小:179KB
页数:8P
人气:98
4.5
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:179KB
页数:8P
人气:98
4.3
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:179KB
页数:8P
人气:98
4.3

20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
格式:pdf
大小:63KB
页数:3P
人气:98
4.4

致: 由: 层次 阻抗 属性 线宽 mil 线距 mil 铜皮 间距 铜厚(成 品)oz 要求阻抗 值ohm参考层 线宽 mil 线距 mil 铜皮 间距 铜厚(成 品)oz 建议阻抗 值ohm l1特性5150l25150 l4特性5150l35150 l1差分4.571100l24.571100 l4差分4.571100l34.571100 er4.2 er4.2 er4.2 2011/06/26rev:a 阻抗控制结构确认函 电话:传真: 电话:传真: 一、参数描述: 文件名:层数:4 要求板厚:1.2mm板厚公差:建议板厚:1.2mm板厚公差:+/-0.12mm 阻抗
文辑创建者
我要分享 >
职位:公路造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐