钢筋焊接电渣压力焊、气压焊、闪光对焊接头
2024-04-29
验收部位 项目经理 专业工长 见证检 测报告 监理 (建设) 单位验收记录 1 2 3 合格 率% 监理 (建设) 单位验收记录 1 2 3 4 5 6 监理 (建设) 单位验收结论 监理工程师: (建设单位项目专业技术负责人 ) 年 月 日 主 控 项 目 一 般 项 目 气压焊接头偏心不得大于 0.15倍钢筋直径,且 不得大于 4mm。 气压焊镦粗直径不小于 1.4倍钢筋直径,镦粗 长 度不小于 1.0倍钢筋直径,凸起部分平缝圆滑 施工单位检 查评定结果 项目专业质量检查员 : 年 月 日 接头处弯折角不得大于 3度。 闪光对焊、电渣压力焊接头轴线偏移不得大于 0.1倍钢筋直径且不得大于 2mm。 电渣压力焊焊包应四周均匀,凸出钢筋表面的 高度应≥ 4mm 焊接接

技术交底记录 施工单位浙江野风建设有限公司单位工程名称广德县中医院整体迁建一期工程 工程部位钢筋闪光对焊接头接受交底人 交 底 内 容 1.施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 1.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切 断机、空压机、钢丝刷、冷拉调直作业线。 1.2作业条件: 1.2.1焊工必须持证上岗。 1.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变压器 级数的措施;大于8%时,不得进行焊接。 1.2.4作业场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等 事故。 1.2.5熟悉料单,弄清接头位置,做好技术交底。 2.操作工艺 2.1工艺流程: 检查设备→选择焊
钢筋焊接工程(电渣压力焊、气压焊、闪光对焊接头)检验批质量验收记录 表l.1.8-1 工程名称验收部位 施工单位项目经理专业工长 施工标准 及编号 见证检 测报告 项目施工单位检查记录 监理(建设)单 位验收记录 主 控 项 目 1钢筋等母材质量必须符合有关标准规定。 2焊接材料质量必须符合有关标准规定。 3 焊接接头力学性能必须符合有关规程规 定。 施工单位检查 评定结果 项目专业质量检查员:年月日 监理(建设)单位 验收结论 监理工程师: (建设单位项目专业技术负责人)年月日 db21/1234-2003
编辑推荐下载
格式:pdf
大小:96KB
页数:6P
人气:92
 4.5
4.5

见证取样、送检记录(钢筋焊接) 质控(建)表4.1.4.8共页第页 工程名称泉州源龙工贸有限公司3#厂房施工单位 泉州市第一建 筑工程公司 见证材料 类别 钢筋焊接 检测 单位 区质检站 见证单位福建泉州工程咨询监理公司见证员黄庆贤见证证号04197 发证 单位 泉州市建设局 取样日期取样部位取样数量取样人签名见证人签名送检日期数量收到报告日期报告编号 2006.08.21底层柱筋电渣压力焊(φ22)3根2006.08.21/3根2006.08.23rz30600446 2006.08.21底层柱筋电渣压力焊(φ25)3根2006.08.21/3根2006.08.23rz30600446 2006.08.23底层柱筋电渣压力焊(φ20)6根2006.08.24/6根2006.08.25rz
格式:pdf
大小:116KB
页数:6P
人气:92
4.6

工程名称基建公司商住楼验收部位基础、主体 施工单位冶戌建安公司批号及批量300 施工执行标准名 称及编号 《钢筋焊接及验收规程》jgj18-2003钢筋牌号及直 径(㎜) 热轧带肋直径22 项目经理郭永强施工班组长 质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录 主 控 项 目 1、接头试件拉伸试 验 5.1.7条符合要求 2、接头试件弯曲试 验 5.1.8条符合要求 一 般 项 目 质量验收规范的规定 施工单位检查评定记录监理(建设) 单位验收记录抽 检 数 合格 数 不合格 1、接头处不得 有横向裂纹 5.3.2条11 2、与点极接触 处的钢筋表面 不得有明显烧 伤 5.3.2条11 3、接头处的弯 折角≯3°5.3.2条11 4、轴线偏移≯ 0.1钢筋直径, 且≯2㎜ 5.3.2条11 施工单位检查
热门文档 钢筋焊接电渣压力焊、气压焊、闪光对焊接头
格式:pdf
大小:127KB
页数:16P
人气:92
4.5

下面是赠送的合同范本,不需要的可以编辑 删除!!!!!! 教育机构劳动合同范本 为大家整理提供,希望对大家有一定帮助。 一、_________培训学校聘请_________籍 _________(外文姓名)_________(中文姓名)先 生/女士/小姐为_________语教师,双方本着友 好合作精神,自愿签订本合同并保证认真履行合 同中约定的各项义务。 二、合同期自_________年_________月 ____
格式:pdf
大小:18KB
页数:4P
人气:92
4.5

赵家园商品房二期工程一标段 钢筋焊接工艺评定 (φ14、φ16) 编制: 审核: 批准: 河南城建建设集团赵家园项目部 2012年4月10日 目录 1.目的 2.适用范围 3.依据性文件 4.焊接工艺 5.文件提供 1、目的:为确保赵家园商品房二期工程一标段钢筋现场接头的施工 质量满足设计国家规范要求,对其焊接接头进行工艺评定试验,判 定焊接工艺的可行性和接头的质量效果,从而确定操作工艺规程, 特进行工艺评定。 2、适用范围:本工艺评定适用于赵家园商品房二期工程一标段施 工现场发生的同规格、同型号的钢筋竖向接头的焊接。 3、依据性文件 3.1jgj18-2012《钢筋焊接及验收规程》 3.2gb50204-2002《混凝土结构工程施工质量验收规范》 4、焊接工艺 4.1焊接工
格式:pdf
大小:31KB
页数:6P
人气:92
4.8
六安市大雁河改造b地块(文华家园)安置小区工程 钢筋焊接工艺评定 (直径14-25,电渣压力焊) 编制: 审核: 批准: 安徽华力建设集团有限公司 2015年5月15日 钢筋焊接工艺评定审批表 施工单位审批意见: 安徽华力大雁河改造b地块(文华家园)安置小区项目部 签字: 年月日 公司审批意见: 签字: 年月日 监理单位审批意见: 签字: 年月日 目录 1、目的 2、适用范围 3、依据性文件 4、焊接工艺 5、文件提供 1、目的 为确保六安市大雁河改造b地块(文华家园)安置小区工程 钢筋现场接头的施工质量满足设计国家规范要求,对其
格式:pdf
大小:79KB
页数:5P
人气:92
4.6
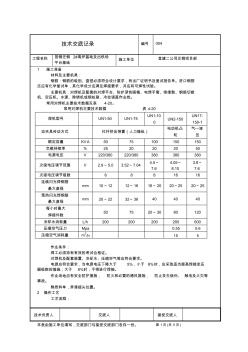
技术负责人交底人接受交底人 本表由施工单位填写,交底部门与接受交底部门各存一份。第1页(共5页) 技术交底记录编号004 工程名称首钢迁钢2#高炉基础及出铁场 平台基础 施工单位首建二公司迁钢项目部 1施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1-50un1-75 un1-10 0 un2-150 un17- 150-1 动夹具传动方式杠杆挤压弹簧(人力操纵) 电动机凸 轮 气—液 压 额定容量kva5
格式:pdf
大小:569KB
页数:5P
人气:92
4.5
 钢筋HRB400闪光对焊接头应力腐蚀研究
钢筋HRB400闪光对焊接头应力腐蚀研究 针对hrb400钢筋闪光对焊接头的应力腐蚀过程进行研究。首先进行环境试验,然后对以下5组试件进行力学性能测试:钢筋母材、钢筋母材21d5%nacl溶液侵泡、原始闪光对焊接头、机械加工去除焊接余高的对焊接头、机械加工去除焊接余高的对焊接头21d5%nacl溶液侵泡及未去除焊接余高的对焊接头21d5%nacl溶液侵泡;并结合有限元模拟分析,最终发现焊接过程使对焊接头产生较大的应力集中,在腐蚀环境下成为混凝土中钢筋性能下降的重要原因。对比试验显示,在焊接区域和焊接夹具的位置,应力腐蚀裂纹更有可能出现。研究结果表明,必须严格控制钢筋生产的工艺过程,并有效防止腐蚀介质的侵蚀,以保证建筑物的长期安全使用。
精华文档 钢筋焊接电渣压力焊、气压焊、闪光对焊接头
格式:pdf
大小:14KB
页数:1P
人气:92
4.5
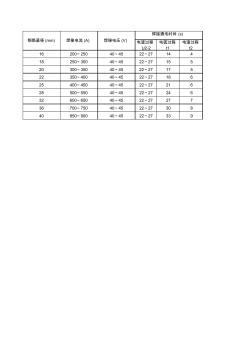
电渣过程 u2-2 电弧过程 t1 电渣过程 t2 16200~25040~4522~27144 18250~30040~4522~27155 20300~35040~4522~27175 22350~40040~4522~27186 25400~45040~4522~27216 28500~55040~4522~27246 32600~65040~4522~27277 36700~75040~4522~27308 40850~90040~4522~27339 焊接通电时间(s) 钢筋直径(mm)焊接电流(a)焊接电压(v)
格式:pdf
大小:17KB
页数:1P
人气:92
4.8
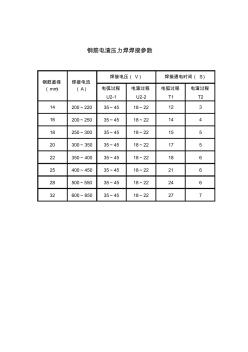
钢筋电渣压力焊焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)焊接通电时间(s) 电弧过程 u2-1 电渣过程 u2-2 电弧过程 t1 电渣过程 t2 14200~22035~4518~22123 16200~25035~4518~22144 18250~30035~4518~22155 20300~35035~4518~22175 22350~40035~4518~22186 25400~45035~4518~22216 28500~55035~4518~22246 32600~65035~4518~22277
格式:pdf
大小:5KB
页数:2P
人气:92
4.6
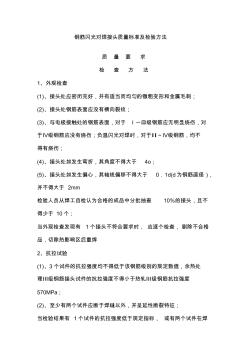
钢筋闪光对焊接头质量标准及检验方法 质量要求 检查方法 1、外观检查 (1)、接头处应密闭完好,并有适当而均匀的镦粗变形和金属毛刺; (2)、接头处钢筋表面应没有横向裂纹; (3)、与电极接触处的钢筋表面,对于i一皿级钢筋应无明显烧伤,对 于ⅳ级钢筋应没有烧伤;负温闪光对焊时,对于ⅱ~ⅳ级钢筋,均不 得有烧伤; (4)、接头处如发生弯折,其角度不得大于4o; (5)、接头处如发生偏心,其轴线偏移不得大于0.1d(d为钢筋直径), 并不得大于2mm 检验人员从焊工自检认为合格的成品中分批抽查10%的接头,且不 得少于10个; 当外观检查发现有1个接头不符合要求时,应逐个检查,剔除不合格 品,切除热影响区后重焊 2、抗拉试验 (1)、3个试件的抗拉强度均不得低于该钢筋级别的规定数值,余热处 理ⅲ级钢筋接头试件的抗拉强度不得小于热轧ⅲ级钢筋抗拉强度 570mpa
格式:pdf
大小:1.5MB
页数:10P
人气:92
4.5
中铁大桥局集团第四工程有限公司第29次质量管理小组成果发表会材料 -1- 钢筋闪光对焊接头外观质量控制 一、工程概况 中铁大桥局集团第四工程有限公司南京浦口制梁场是是京沪高速铁路 全线49个梁场中率先建场、率先投产、率先取证的梁场,因其800片箱梁 的生产架设任务堪称京沪全线第一梁场。因梁场生产的箱梁内在坚实,线 条分明,外观统一,首榀箱梁获得了铁道部原副部长、京沪高速公司董事 长蔡庆华的高度认可,因此博得了“千里京沪线,万片箱梁第一梁的美誉”。 二、qc小组简介及活动计划 小组名称中铁大桥局南京浦口制梁场钢筋闪光对焊接头外观qc小组 课题名称钢筋闪光对焊接头外观质量控制 小组类型现场型组长刘崇喜 姓名组内职务性别文化程度职务(职称)组内分工tqc学时 刘崇喜组长男本科质检部部长总体负责120 宗义组员男本科质检员
格式:pdf
大小:70KB
页数:4P
人气:92
4.4
钢筋闪光对焊焊接头施工质量检查验收记录 工程名称:施工单位:焊剂容量: 钢筋牌号及直径:焊接接头数量:个 焊工姓名及考试合格证号: 随机切取试件数:根力学性能试验结果:施焊时间:自年月日至日 第批外观质量检查情况(检验批构件部位及名称:) 钢筋焊接及验收规范jgj18-02的规定施工单位检查评定记录 监理(建设)单位 验收记录 1.接头处不得有横向裂纹 2.与电极接触处的钢筋表面,ⅰ-ⅲ级钢筋焊 接时不得有明显烧伤;ⅳ级钢筋焊接时不得 有烧伤;负温闪光对焊时,对于ⅱ-ⅳ级钢 筋,均不得有烧伤 3.接头处的弯折角不得大于4 。 4.接头处的轴线偏移不得大于钢筋直径的0.1 倍且不得大于2㎜ 工程名称:施工单位:焊剂容量: 钢筋牌号及直径:焊接接头数量:个焊工姓名及考试合格证: 随机切取试件数:根力学性能试验结果:施焊时间:自
最新文档 钢筋焊接电渣压力焊、气压焊、闪光对焊接头
格式:pdf
大小:21KB
页数:1P
人气:92
4.8

钢筋闪光对焊接头检验批质量验收记录 gb50204-2002编号: 单位(子单位)工程名称宿松县工业园区公租房西区3#楼 分部(子分部)工程名称钢筋验收部位 施工单位宿松县誉建建司项目经理黄广林 分包单位/分包项目经理/ 施工执行标准名称及编号钢筋焊接及验收规程jgj18-2003 批号及批量 钢筋牌号及直径 (㎜) 质量验收规程的规定施工单位检查评定记录 监理(建设)单位 验收记录 主 控 项 目 1接头试件拉伸试验5.1.7条 2接头试件弯曲试验5.1.8条 质量验收规程的规定 施工单位检查评定记录 监理(建设)单位 验收记录 抽检数合格数不合格 一 般 项 目 1接头处不得有横向裂纹5.3.2条 2 与电极接触处的钢筋表面 不得有明显烧伤 5.3.2条 3接头处的弯折角≯3°5.3.2条 4轴线偏移≯0.
格式:pdf
大小:13KB
页数:2P
人气:92
4.8
钢筋电渣压力焊接头质量验收标准 第4.5.1条钢筋电渣压力焊接头应逐个进行外观检 查。强度检验时,从每批成品中切取三个试件进行拉伸 试验。 一、在一般构筑物中,每300个同类型接头(同钢筋级 别、同钢筋直径)作为一批。 二、在现浇钢筋混凝土框架结构中,每一楼层中以300 个同类型接头作为一批;不足300个时,仍作为一批。 第4.5.2条钢筋电渣压力焊接头外观检查结果应符合 下列要求: 一、接头焊包均匀,不得有裂纹,钢筋表面无明显烧伤 等缺陷。 二、接头处钢筋轴线的偏移不得超过0.1钢筋直径,同 时不得大于2毫米。 三、接头处弯折不得大于4度。 对外观检查不合格的接头,应将其切除重焊。 第4.5.3条钢筋电渣压力焊接头拉伸试验结果,三个 试件均不得低于该级别钢筋规定的抗拉强度值,见附录 一附表1.1。若有一个试件的抗拉强度低于规定数值, 应
格式:pdf
大小:200KB
页数:3P
人气:92
4.8
钢筋电渣压力焊接头断裂的类型、原因及预防 钢筋电渣压力焊连接技术,适用于竖向钢筋或倾斜度在4:1范围内的钢筋焊接。和电弧焊、气压焊等钢筋连接技术相比,它具有节约钢材、施工方便、工效高、成本低等优点,因此,在竖向粗钢筋(直径为14—40mm)连接中应用广泛。
格式:pdf
大小:16KB
页数:1P
人气:92
4.7
钢筋电渣压力焊接头断裂形成原因及预防措施 钢筋焊接质量的好坏直接影响结构工程的施工质量及安全。同时,也间接的影响到房屋的使用寿命和人民的生命保障。做好钢筋混凝土结构工程施工骨架钢筋接头焊接质量控制和预防工作,是保证工程质量的重要因素之一。
格式:pdf
大小:47KB
页数:4P
人气:92
4.6
钢筋闪光对焊与电渣压力焊的区别 钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两根钢筋接触点产生的电阻 热,使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法 钢筋闪光对焊的焊接工艺可分为连续闪光焊、预热闪光焊和闪光-预热闪光焊等,根据钢筋 品种、直径、焊机功率、施焊部位等因素选用。 1.连续闪光焊 连续闪光焊的工艺过程包括:连续闪光和顶锻过程(图9-79a)。施焊时,先闭合一次电路, 使两根钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒——闪光,接 着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光。当闪光到预定的长度,使钢筋端 头加热到将近熔点时,就以一定的压力迅速进行顶锻。先带电顶锻,再无电顶锻到一定长度, 焊接接头即告完成。 2.预热闪光焊 预热闪光焊是在连续闪光焊前增加一次预热过程,以扩大焊接热影响区。其
格式:pdf
大小:57KB
页数:4P
人气:92
4.4
第1页共4页 技术交底记录 工程名称本钢能源管控中心施工单位本钢二建 交底部位地下室、主体框架工序名称钢筋气压焊接 交底提要: 钢筋焊接施工工艺、质量标准等。 《钢筋焊接及验收规程》(jgj18-2003) 交底内容: 一、焊接型式 气压焊 二、使用部位 地下室,主体框架 三、焊接原理 采用氧气、乙炔火焰对两钢筋对接处加热,使其达到熔化状态后,加压完成的一种焊接方法。 四、适用范围hpb23514~20mm hrb33514~40mm hrb40014~40mm 五、焊接设备 1.脚踏液压泵2.压力表3.液压胶管4.活动油缸5.钢筋卡具 6.多火口烤枪7.氧气瓶8.乙炔瓶 六、焊接工艺 1.焊前准备 钢筋端面在施
格式:pdf
大小:6KB
页数:1P
人气:92
4.3
电渣压力焊焊接规范 1.焊工必须持有有效的焊工考试合格证。 2.检查设备、电源,确保随时处于正常状态,严禁超负荷工作。 3.钢筋的品种和质量,必须符合设计要求和有关标准的规定。 4.对电渣压力焊接头抽检力学性能检验必须合格。 5.在钢筋电渣压力焊的焊接中,焊工应认真进行自检,如发现 偏心、弯折、烧伤、焊包不饱满等焊接缺陷,应切除接头重焊, 并查找原因,及时清除。 6.较焊包均匀,突出部分最少高出钢筋表面4mm。 7.电极与钢筋接触处,无明显的烧伤缺陷。 8.接头处的弯折角度不大于4度。 9.接头处的轴线偏移应不超过0.1倍钢筋直径,同时不大于2mm. 10.外观检查不合格的接头应切除重焊或采取补救措施。 11.在钢筋电渣压力焊焊接中,应重视焊接全过程中的任何一 个环节。接头部位应清理干净;钢筋安装应上下同心;夹具紧 固,严防晃动、引弧过程、力求可靠。 12.雨天、
格式:pdf
大小:53KB
页数:5P
人气:92
4.8
电渣压力焊焊接验收记录 工程名称泌阳县新兴幼儿园教学楼北楼 施工单位驻马店市盘古建筑工程有限公司 验收日期 内容: 对电渣压力焊构件已逐个进行了检查,对于不合格处已全部割除进行了重新焊接 验收结论: 符合要求、同意验收() 不符合要求、整理后再验收() 建设单位 (章) 监理单位 (章) 施工单位(章) 项目负责人: 年月日 监理工程师: 年月日 项目经理: 年月日 构造柱验收记录 工程名称泌阳县新兴幼儿园教学楼北楼 施工单位驻马店市盘古建筑工程有限公司 验收日期 内容: 构造柱箍筋加密高度不足的构件已全部按规范要求进行了加密绑扎。 验收结论: 符合要求、同意验收() 不符合要求、整理后再验收() 建设单位 (章) 监理单位 (章) 施工单位(章) 项目负责人: 年月日 监理工程师: 年月日 项目经理: 年月日 楼梯栏板钢筋验收记
格式:pdf
大小:349KB
页数:3P
人气:92
4.4
电渣压力焊在竖向钢筋焊接中的应用 分析了竖向钢筋电渣压力焊的焊接原理,介绍了竖向钢筋焊接前的准备工作,总结了焊接的工艺流程及有关操作要点,提出了钢筋电渣压力焊操作过程中应注意的问题,归纳了竖向钢筋电渣压力焊的应用效果。
格式:pdf
大小:101KB
页数:2P
人气:92
4.7
电渣压力焊在竖向钢筋焊接中的应用 钢筋焊接技术是钢筋工程施工的重点,尤其在高墩墩身施工中竖向主筋的数量巨大,再加上高空作业安全因素的困扰,给墩身钢筋施工带来了众多的不便,其钢筋连接质量更是无法保证。本人结合自己在神府高速公路第1-1合同段窟野河特大桥空心薄壁墩墩身竖向钢筋的连接施工作加以分析和介绍,以供读者参考。
文辑创建者
我要分享 >
职位:水电安全施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐