钢筋笼胎架长线匹配法制作安装工法
2025-05-12
1 大直径长桩钢筋笼胎架长线匹配法制作安装工法 (ERJUGF-2008-032) 中交第二公路工程局有限公司 中交二公局第五工程有限公司 (贺茂生 任回兴 马峰 张先武 米长江 李松 白飞阳) 1. 前 言 1.1 桩基直径在 2m以上,桩长超过 100m的桩基一般称为大直径长桩。其钢筋笼相对于 普通钢筋笼来说,具有直径、长度、重量较大,分节对接次数、钢筋接头多等特点。在制作 安装过程中不可避免地产生了对接难度大、 现场安装周期长, 以及加工、 运输、吊装、对接、 下放过程中易发生变形等难题, 最终影响钢筋笼安装质量, 甚至由于钢筋安装周期过长导致 孔壁坍塌、孔底沉淀过大等质量隐患。 1.2 为了尽量缩短超长钢筋笼现场安装周期,施工中必须采取有效措施,减少各节钢筋 笼制作时的误差,保证相邻节段钢筋笼接头精确匹配、快速对接;同时,提前把 12m(9m)长 的标准节预拼成 24m-36m的

 变截面超长桩钢筋笼长线匹配法制作安装技术
变截面超长桩钢筋笼长线匹配法制作安装技术 文章结合苏通大桥南塔墩钻孔桩钢筋笼施工实践,介绍了大直径超长钢筋笼运输安装易变形、对接难度大、安装周期长等难题,而采用的钢胎架长线匹配法制作安装技术解决了难题。

《钢筋笼“长线法”施工工法》 中交第二公路工程局有限公司 20xx年11月 目录 一、前言.................................................................................................................3 二、工法特点..........................................................................................................3 三、适用范围..........................................................................................................3 四、工艺
编辑推荐下载
格式:pdf
大小:345KB
页数:2P
人气:60
 4.5
4.5
大直径超长桩钢筋笼的制作安装方法 针对大直径超长钢筋笼的特点,总结其制作场地的选择、制作方法、吊装沉放与连接、以及防止其变形的各种施工技术措施。
格式:pdf
大小:693KB
页数:3P
人气:60
3
大直径超长桩钢筋笼的制作安装方法——针对大直径超长桩钢筋笼的特点,总结其制作场地的选择,制作方法,吊装陈放与连接,以及防止其变形的各种施工技术措施。
热门文档 钢筋笼胎架长线匹配法制作安装工法
格式:pdf
大小:692KB
页数:3P
人气:60
4.4
大直径超长桩钢筋笼的制作安装方法 针对大直径超长钢筋笼的特点,总结其制作场地的选择、制作方法、吊装沉放与连接、以及防止其变形的各种施工技术措施。
格式:pdf
大小:1.0MB
页数:12P
人气:60
4.7
大直径超长钻孔桩钢筋笼快速制作与安装施工工法 中铁四局集团有限公司 1.前言 近年来,随着桥梁跨径的增大,大直径超长钻孔桩在铁路和公路桥梁基础中得 到广泛应用,相应的钢筋笼直径和长度也向大口径和超长方向发展。大直径超长钻 孔桩钢筋笼具有节段多、自重大、接头多、易变形等结构特点,制造和安装工艺要 求较高,传统的钢筋笼制造、安装工艺难以满足大直径超长钻孔桩施工的需要。 宁波铁路枢纽新建北环线工程甬江左线特大桥主桥为主跨468m钢-混混合梁斜 拉桥,为满足索塔基础的φ3.0m、桩长132.5m的钻孔灌注桩施工需要,课题组对“大 直径超长钻孔桩钢筋笼快速制作与安装”施工进行技术研究,解决了大直径超长钢 筋笼易变形、直螺纹套筒连接精度不易控制、钢筋笼安装不易定位等难题,实现了 施工集约化、快速化,取得了良好的经济效益和社会效益。并申请了发明专利“大 直径超长钻孔桩自由吊挂定位系统”(
格式:pdf
大小:65KB
页数:9P
人气:60
4.3

1 大跨度钢拱桁架厂棚制作安装 施工工法 编制单位:中建八局安装公司南京公司 编制人:严文荣 编制日期:一九九八年九月二十四日 目录 1.特点...........................................................................................2 2.适用范围...................................................................................2 3.工艺原理...................................................................................2 4.工艺流程及操作要点............................
格式:pdf
大小:15KB
页数:1P
人气:60
4.6
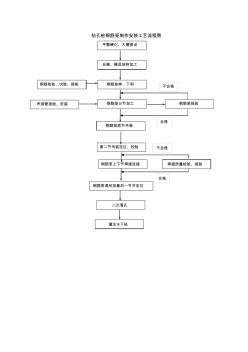
钻孔桩钢筋笼制作安装工艺流程图 平整硬化、大棚搭设 合模、模具放样加工 钢筋放样、下料钢筋检验、试验、报验 钢筋笼分节加工 钢筋笼底节吊装 第二节吊装定位、校验 钢筋笼上下节焊接连接 钢筋笼调吊放最后一节并定位 二次清孔 灌注水下砼 声测管报验、安装钢筋笼报验 焊接质量检验、报验 不合格 合格 不合格 合格
格式:pdf
大小:4.3MB
页数:17P
人气:60
4.4

人机协同加工钢筋笼施工工法 中铁一局集团桥梁工程有限公司 xx长江公路大桥b3合同段项目经理部 二oxx年二月 人机协同加工钢筋笼施工工法 1前言 钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器 和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下 完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因 主筋定位误差较大造成对接安装较困难。随着钢筋笼自动化、工厂化加工的不 断发展,钢筋笼的加工精度与生产效率有了质的提高。 人机协同加工钢筋笼施工工法的应用,使得高钢筋笼加工质量有了很大的 提高,降低原材料损耗,节约施工场地,减小施工成本,加快施工进度,降低 工人劳动强度,提高钢筋笼自动化、工厂化生产水平。 钢筋笼自动滚焊机在主筋下料完成后,主筋和螺旋箍筋上料、主筋定位、 螺旋筋定位和安装都由滚焊机自动完成,相邻两节钢筋笼主筋同时定位。由钢 筋
精华文档 钢筋笼胎架长线匹配法制作安装工法
格式:pdf
大小:354KB
页数:3P
人气:60
4.7
大直径超长桩钢筋笼的制作与安装 针对大直径超长钢筋笼的特点,总结其制作场地的选择、制作方法、吊装沉放与连接以及防止其变形的各种施工技术措施。
格式:pdf
大小:446KB
页数:9P
人气:60
4.4

电气化铁路接触网整体吊弦制作安装工法 铁道部电气化工程局 一、前言 当前,我国电气化铁路正处在一个新的发展时期,对如何进一步提高电气 化可靠性的问题,铁道部领导和有关司、局都十分重视,而且全路呼声很高, 反映强烈。为此,我局首先在京郑线电气化接触网工程中推出整体吊弦新技术。 整体吊弦是以往接触悬挂中环接吊弦的替代产品。它由青铜绞线、c型线 夹、j型线夹组成,见图1,采用整体式压接工艺连接,具有机械强度高、耐 腐蚀性能好、使用寿命长、施工安装方便及改善接触网运行状态等优点。 为保证该项新技术的实施,1993年10月我们在宝中线进行试验,取得了 较好的效果,经再次完善和修改后,1994年10月,在京郑线官庄-邢台间再 次组织了现场示范演示,取得成功,从而为京郑线全线采用该项新技术提供了 技术保证,也为今后进行高速电气化铁路施工奠定了基础。 二、工法特点 1.有利于“弓网”关系
格式:pdf
大小:68KB
页数:7P
人气:60
4.4

中国建筑第七工程局 工法申报书 工法名称:钢结构工业厂房制作安装工法 编写单位:中建七局安装工程公司工程技术科 申报单位:中建七局安装工程公司 申报时间:2006年05月20日 1 工法名称钢结构工业厂房制作安装工法 主要完成单位中建七局安装工程公司工程技术科 通讯地址郑州市北环路72号邮编450053 联系人汪斌电话63985264 主 要 完 成 者 姓名职务职称所在工作单位 汪斌主办科员工程师中建七局安装公司 王五奇总工程师高级工程师中建七局安装公司 肖有望付总工程 师 教授级高级 工程师 中建七局安装公司 本工法应用的 工程名称及时 间 2003年陕西飞机工业集团905#钢结构燃油系统试验 室、2004年河南焦作轮胎厂子午胎车间轻钢结构厂房、2005 年郑州明电舍(郑州)电气工程有限公司钢结
格式:pdf
大小:166KB
页数:13P
人气:60
4.4

1 在此输入你的公司名称 logo 钢管混凝土柱 制作安装工法 2 钢管混凝土柱制作安装工法 (jsgf01-2001) 1、适用范围 本工法适用于工业与民用建筑及构筑物的钢管混凝土柱的施工。本工法所反 映的钢管混凝土柱是指在圆形钢管内填灌混凝土的钢管混凝土结构。 2、工艺原理 根据中国工程建设标准化协会标准《钢管混凝土结构设计与施工规程》 (cecs28:90)来指导整个钢管柱的制作和安装全过程。材料和施工质量应符合 国家标准《钢结构工程施工及验收规范》(gb50205-95)和《混凝土结构工程 施工及验收规范》(cb50204-92)的要求。采用的施工工艺是在依据规范、设 计图纸要求的基础上形成的切实可行的工艺。 2.1钢管卷制过程中及时调整,严格保证管端平面与管轴线垂直。 2.2制订切实可选择焊接工艺用于指导生产,控制焊接变形。 2.3自制工具调整垂直度,保
最新文档 钢筋笼胎架长线匹配法制作安装工法
格式:pdf
大小:10.5MB
页数:28P
人气:60
4.7
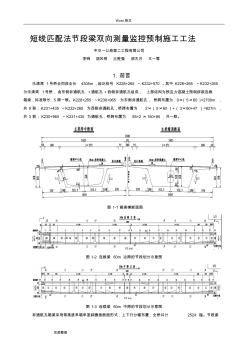
word格式 完美整理 短线匹配法节段梁双向测量监控预制施工工法 中交一公局第二工程有限公司 李响胡风明兰胜强胡古月王一霏 1.前言 乐清湾1号桥合同段全长4305m,起讫桩号k228+265~k232+570。其中k228+265~k232+265 为乐清湾1号桥,由东侧非通航孔+通航孔+西侧非通航孔组成,上部结构为预应力混凝土预制拼装连续 箱梁,标准联长5跨一联。k228+265~k230+965为东侧非通航孔,桥跨布置为9×(5×60)=2700m, 共9联;k231+435~k232+265为西侧非通航孔,桥跨布置为2×(5×60)+(3×60+47)=827m, 共3联;k230+965~k231+435为通航孔,桥跨布置为85+2×150+85,共一联。 图1-1箱梁横断面图 图1-2连
格式:pdf
大小:16KB
页数:1P
人气:60
4.8
隐蔽工程检查验记录 2011年9月12日 工程名称宁波市北环快路工程i标段施工单位宁波市政工程建设集团 股份有限公司 隐检项目灌注桩钢筋笼制作及安装隐检范围pm69-10#桩 隐 检 内 容 及 检 查 情 况 一、主控项目 1.钢筋、焊条的品种、牌号、规格和技术性能符合国家现行标准规定和设计要求; 2.钢筋进场时,按批次抽取试件做力学性能和工艺性能试验,其质量符合国家现行标准的 规定; 3.钢筋无出现脆断、焊接性能不良或力学性能显著不正常等现象; 4.钢筋弯制和末端弯钩符合设计要求和cjj2-2008规范第6.2.3、6.2.4条的规定; 5.受力钢筋的连接形式符合设计要求; 6.受力钢筋接头位置、同一截面的接头数量、搭接长度符合设计要求和cjj2-2008规范第 6.3.2、6.3.5条的规定; 7.受力钢筋焊接接头质量符合jgj18的规定和设计
格式:pdf
大小:59KB
页数:5P
人气:60
4.7
技术交底记录 单位工程名称 阳泉矿区采煤沉陷区综合治理工程居住小区 s07#楼共4页 分部工程名称灌注桩分项工程名称钢筋工程第1页 一、各项准备工作 1、测量控制桩已经形成,并经有关单位人员验收,桩的轴线标高,都在护 壁上埋下控制桩; 2、钢筋焊接等机械已经按计划进场,并且操作人员已经过培训; 3、所有原材料均已按材料计划要求进场,已经见证取样合格; 二、具体施工方法: 1、根据地质勘查报告,以及设计要求,钢筋笼深度需满足7d,钢筋笼主筋 采用搭接连接,连接接头为10d,内箍焊接;螺旋箍筋与主筋点焊;螺旋箍 筋按外皮直径(zj-1700mm;zj-2900mm;zj-3900/1200mm;zj-4900/1500; zj-5700/1900mm;zj-6900/1550mm;zj-71100mm;zj-811
格式:pdf
大小:219KB
页数:2P
人气:60
4.4
抗滑桩钢筋笼施工常见制安工法及优化措施 本文通过调查常见抗滑桩施工过程中钢筋笼制安的常见工法,对抗滑桩设计断面及钢筋笼重量进行了统计分析,对抗滑桩钢筋笼制安过程中常见问题及原因进行了分析,并提出了优化措施,对同类工程有借鉴作用。
格式:pdf
大小:29KB
页数:2P
人气:60
4.6
技术交底记录 编号 表c2-1 工程名称轨道交通昌平线工程西二旗站交底日期2009年8月7日 施工单位 北京市政建设集团有限责任公司北京轨道 交通昌平线三标项目经理部 分项工程名 称 钢筋笼制作 交底提要按设计尺寸做好主筋、箍筋、加劲筋,质量控制 交底内容: 一、施工准备: 1.准备好制作钢筋笼所需场地、工具。 2.钢筋在使用前应清除其表面上的锈斑、油污、杂物等;将成盘的钢筋和局部有弯折的钢筋调直,若 钢筋端部有弯曲、扭曲时,也应矫直或切除。 二、施工方法: 1.按设计尺寸做好加劲筋圈(箍筋),并在上面标出主筋位置。 2.把主筋摆在平整的工作台上,在其上面标明加劲筋的位置。 3.使加劲筋上任一主筋的标记对准主筋中部的加劲筋的标记,扶正加劲筋并使其与主筋垂直后进行电 焊。依次,在一根主筋上焊好全部加劲筋。 4.在骨架两端各站一人转动骨架,将其
格式:pdf
大小:42KB
页数:2P
人气:60
4.3
1.工程概况2.钢筋笼制作汉口火车站是武汉市轨道交通二号线与七号线的换乘站,整个车站除北端约60m长部分位于空地外,其余大部分与既有的汉口火车站前地下人防结构斜交并结合。车站为双柱三跨岛式地下车站,站台宽13.5m,结构型式为整体式钢筋混凝土矩形结构,基坑采用地下连续墙与ф609×16钢管支撑共同组成支护体系,基坑开挖深度为14m多。标准段地下连续墙设计最深墙深为28米左右,幅宽为4.0m~6.0m不等,首开幅的钢筋笼最重约为28t,钢筋骨架长度为27.50m。本工程地连墙钢筋笼按一节整体制作及吊装,现场设一2
格式:pdf
大小:29KB
页数:2P
人气:60
4.7
技术交底记录 编号 表c2-1 工程名称轨道交通昌平线工程西二旗站交底日期2009年8月7日 施工单位 北京市政建设集团有限责任公司北京轨道 交通昌平线三标项目经理部 分项工程名 称 钢筋笼制作 交底提要按设计尺寸做好主筋、箍筋、加劲筋,质量控制 交底内容: 一、施工准备: 1.准备好制作钢筋笼所需场地、工具。 2.钢筋在使用前应清除其表面上的锈斑、油污、杂物等;将成盘的钢筋和局部有弯折的钢筋调直,若 钢筋端部有弯曲、扭曲时,也应矫直或切除。 二、施工方法: 1.按设计尺寸做好加劲筋圈(箍筋),并在上面标出主筋位置。 2.把主筋摆在平整的工作台上,在其上面标明加劲筋的位置。 3.使加劲筋上任一主筋的标记对准主筋中部的加劲筋的标记,扶正加劲筋并使其与主筋垂直后进行电 焊。依次,在一根主筋上焊好全部加劲筋。 4.在骨架两端各站一人转动骨架,将其
格式:pdf
大小:48KB
页数:9P
人气:60
4.4
大直径灌注桩钢筋笼机械化施工工法 完成单位:中国一冶集团有限公司 华太建设集团有限公司 主要完成人:蔡晓波赵海莲张辉黄菊华陈全峰 1.前言 传统的灌注桩钢筋笼均采用人工加工制作,效率低、劳动强度高,加工质量受 人员素质影响比较大,质量不稳定,钢筋笼之间的主筋采用机械连接比较困难,钢 筋定位不准确,尤其是因为人工制作精度低,难以采用直螺纹连接。在武汉二环线 和金桥大道工程中,桩基直径为φ1000~2500mm,深度从50米到70不等,因此灌 注桩钢筋笼的加工量非常大,为保证工期和钢筋笼的加工质量以及精度,确保钢筋 笼在桩孔口能采用直螺纹的连接方式以加快进度,采用了大直径钢筋笼机械制作工 法。采用该套设备现场机械制作后的钢筋笼,无论是加工速度和质量都有效地能满 足工程的要求,取得了较好的经济和社会效益。采用钢筋笼滚焊机机械化加工钢筋 笼,速度快,加工质量稳定可靠,主筋分布均匀
格式:pdf
大小:1.0MB
页数:5P
人气:60
4.6
钢筋笼滚焊机施工工法 第1章前言 钻孔桩所使用的柱状钢筋笼由主筋和 箍筋焊接或绑扎而成,钢筋直径比较大,目 前国内钻孔灌注桩钢筋笼成型工艺多采用 长线放样、人工成型的施工工艺,该施工工 艺机械化率低,成型质量不稳定,耗用大量 人工,特别是青岛海湾大桥要求φ25mm及 以上二级钢筋接长采用机械方式,我公司采 用镦粗直螺纹连接,该连接工艺质量稳定、 可控性较好,但对钢筋笼成型精度要求比较 高,人工成型的钢筋笼对接比较困难。我公 司根据实际情况在全线率先采用钢筋笼滚 焊机生产桩基钢筋笼,即桩基钢筋笼整体成 型工艺。 第2章工法特点 2.1加工速度快:正常情况下3人一班, 可分班作业,20米钢筋笼成型耗时90分钟 左右,工作效率非常高。 2.2加工质量稳定可靠:由于采用的是 机械化作业,主筋、缠绕筋的间距均匀,钢 筋笼直径一致,产品质量完全达到规范要 求。 2
格式:pdf
大小:14KB
页数:9P
人气:60
4.6
专业资料 钢筋笼滚焊机施工工法 第1章前言 钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成,钢筋 直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、 人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗 用大量人工,特别是青岛海湾大桥要求φ25mm及以上二级钢筋接 长采用机械方式,我公司采用镦粗直螺纹连接,该连接工艺质量稳定、 可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对 接比较困难。我公司根据实际情况在全线率先采用钢筋笼滚焊机生产 桩基钢筋笼,即桩基钢筋笼整体成型工艺。 第2章工法特点 2.1加工速度快:正常情况下3人一班,可分班作业,20米钢筋笼 成型耗时90分钟左右,工作效率非常高。 2.2加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的 间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。 2.3箍
文辑创建者
我要分享 >
职位:施工安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐